1
Изобретение относится к станкостроению.
Цель изобретения - упрощение конструкции станка путем уменьшения числа элементов привода при одновременном расширении технологических возможностей путем использования двзгхшпиндельных бабок.
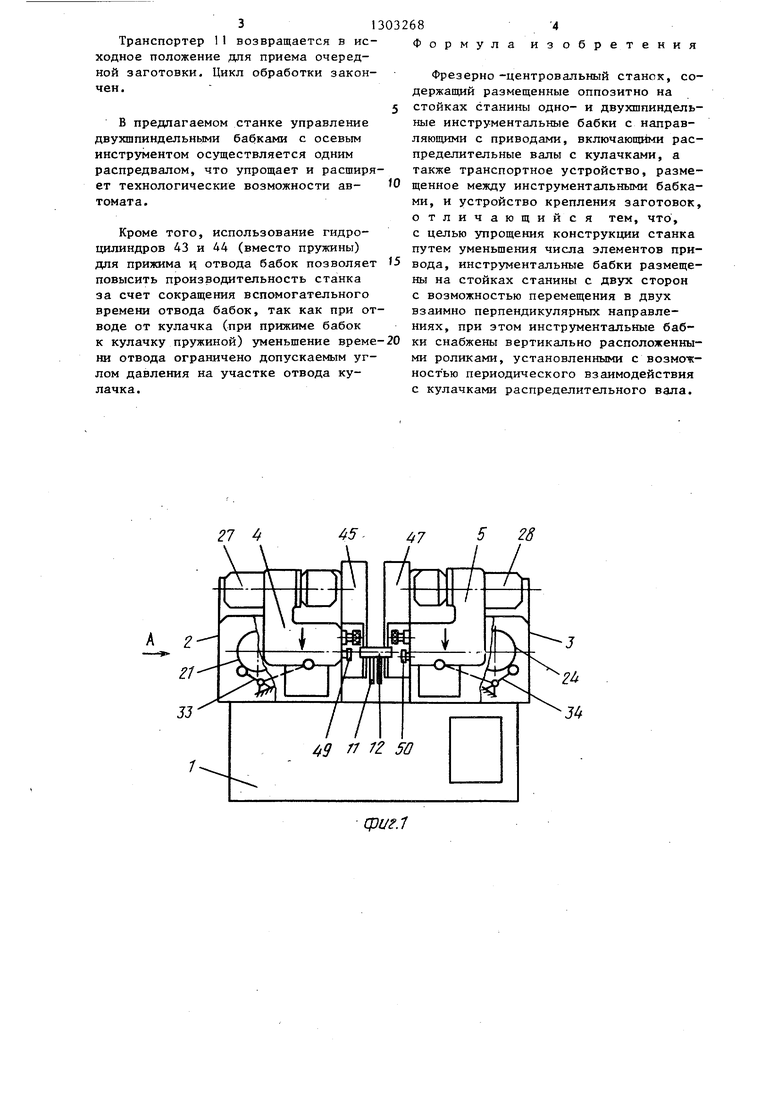
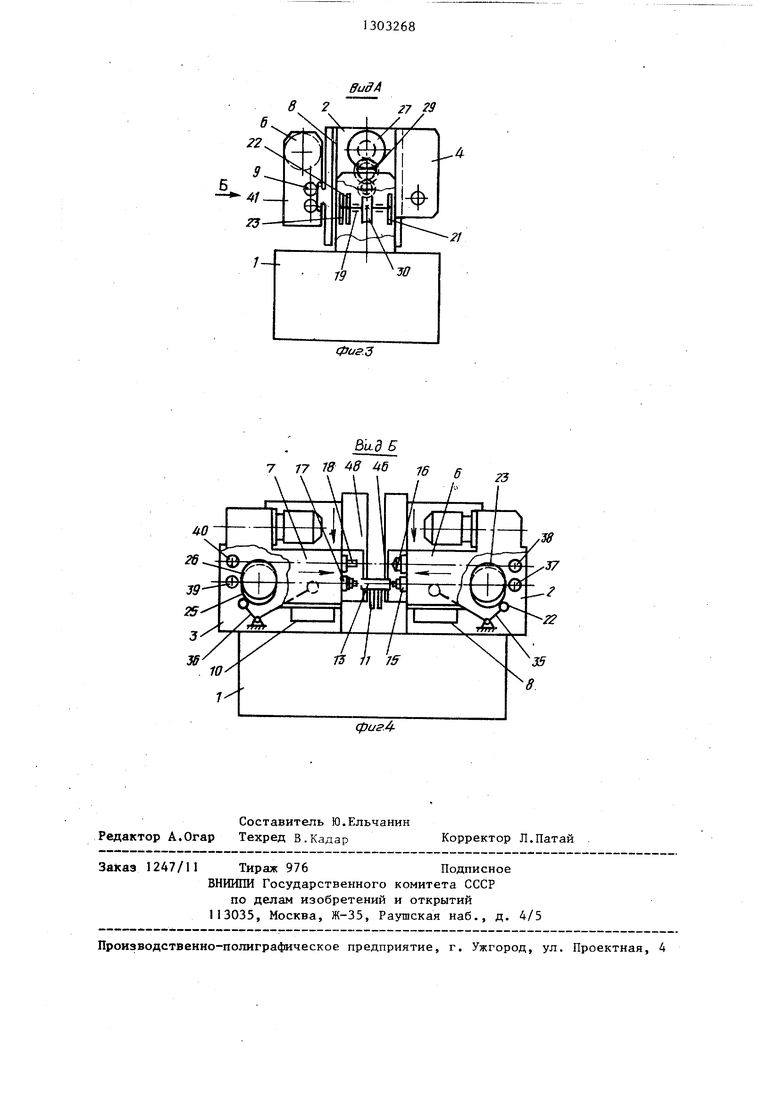
На фиг.1 показан предлагаемый станок, вид спереди; на фиг,2 - то же, вид сверху; на фиг.З - вид А на фиг.1 на фиг.4 - вид Б на фиг.3.
Станок содержит станину 1, на которой установлены вертикальные стойки 2 и 3. Спереди на стойках 2 и 3 расположены вертикально и оппозитно фрезерные инструментальные бабки 4 и 5, а сзади - двухшпиндельные инструментальные бабки 6 и 7 с крестообразными взаимно перпендикулярными направляющими 8-10. Фрезерные бабки 4 и 5 могут быть также снабжены крестообразными направл5дащими и выполнены двухшпиндельными. Между стойками 2 и 3 установлен шаговьй транспортер 11 переноса заготовок 12 с первой рабочей позиции 13 (позиции фрезеройа- ния) на вторую 14 (позицию обработки отверстий) и приема заготовок с загрузочного транспортера (не показан).
Бабки 6 и 7 содержат по два обрабатывающих осевых инструмента 15, 16 и 17, 18.
Внутри стоек 2 и 3 параллельно межпозиционному транспортеру 11 смонтированы распределительные валы 19 и 20 с кулачками 21-23 и 24-26 и их привод, содержащий электродвигатели 27 и 28, зубчатые и червячные переда- чи 29, 30 и 31, 32.
Фрезерные бабки 4 и 5 установлены с возможностью вертикального перемещения от кулачков 21 и 24 и двуплечих 1и гчагов 33 и 34, расположенных в стойках 2 и 3.
Двухшпиндельные бабки 6 и 7 установлены с возможностью вертикального перемещения от кулачков 22 и 25 и двуплечих рычагов 35 и 36, размещенных также в стойках 2 и-З, и с возможностью горизонтального перемещения посредством кулачков 23 и 26 и роликов 37, 38 и 39, 40, закрепленных на каретках 41 и 42 бабок 6 и 7 последовательно по вертикали, что обеспечивает задание (получение) различных рабочих подач от одного кулачка 23 или 26.
10
15
40
032682
Б стойках 2 и 3 расположены гидроцилиндры 43 и 44 прижима кареток 41 и 42 с инструментом 15, 16 и 17, 18 через ролики 37, 38 и 39, 40 к ку- 5 лачкам 23 и 26, вьтолняющие функцию пружины.
В центральной зоне станка на стойках 2 и 3 установлены самоцентрирующиеся тиски 45, 46 и 47, 48 зажима заготовок 12.
Во фрезерньш бабках 4 и 5 расположены упоры 49 и 50 осевой установки заготовок 12.
Станок работает следующим образом.
Заготовка 12 шаговым транспортером 11 подается в позицию 13 фрезерования, где она упорами 49 и 50 устанавливается в осевом направлении и зажимается в тисках 45, 46 и 47, 48 за оба конца. Затем следует вертикальная подача фрезерных бабок 4 и 5 с помощью кулачков 2 и 24 и рычагов 33 и 34 и горизонтальная подача двухшпиндельных бабок 6 и.7 посредством распредвалов 19 и 20, кулачко 23 и 26 и роликов 37 и 39 (до поступления заготовок 12 на вторую рабочую позицию 14 бабки 6 и 7 работают вхолостую). Происходит обработка заготовок.
Далее следует быстрый возврат фрезерных 4 и 5 и двухшпиндельных 6 и 7 бабок в исходное положение.
Затем происходит опускание (пози- 35 ционирование) бабок 6 и 7 от кулачков 22 и 25 и рычагов 35 и 36, при э том в рабочей позиции 14 устанавливаются инструменты 16 и 18 и с кулачками 23 и 26 взаимодействуют ролики 38 и 40.
го
25
30
При дальнейшем вращении распредвалов 19 и 20 кулачки 23 и 26 задают инструментам 16 и 18 другую подачу (в отличие от первого прохода).
Гидроцилиндры 43 и 44 прижимают в процессе подачи при первом проходе ролики 37 и 39 и при втором проходе
ролики 38 и 40 к- рабочему профилю кулачков 23 и 26 (возможен прижим пружиной). Далее следует отвод бабок 6 и 7 с инструментами 16 и 18 в исходное положение посредством гидроцилиндров 43 и 44 или кулачков 23 и 26 (при прижиме роликов 37, 38 и 39, 40 пружиной к кулачкам 23 и 26), перемещение их вверх от кулачков 22 и 25 и рычагов 35 и 36.
Транспортер 11 возвращается в исходное положение для приема очередной заготовки. Цикл обработки закончен .
В предлагаемом станке управление двухшпиндельнь1ми бабками с осевым инструментом осуществляется одним распредвалом, что упрощает и расширяет технологические возможности ав- томата.
Кроме того, использование гидроцилиндров 43 и 44 (вместо пружины) для прижима ц отвода бабок позволяет повысить производительность станка за счет сокращения вспомогательного времени отвода бабок, так как при отводе от кулачка (при прижиме бабок к кулачку пружиной) уменьшение време ни отвода ограничено допускаемым углом давления на участке отвода кулачка.
Формула изобретения
Фрезерно-центровальный станок, содержащий размещенные оппозитно на стойках станины одно- и двухшпиндель- ные инструментальные бабки с направляющими с приводами, включающими распределительные валы с кулачками, а также транспортное устройство, размещенное между инструментальными бабками, и устройство крепления заготовок, отличающийся тем, что, с целью упрощения конструкции станка путем уменьшения числа элементов привода, инструментальные бабки размещены на стойках станины с двух сторон с возможностью перемещения в двух взаимно перпендикулярных направлениях, при этом инструментальные бабки снабжены вертикально расположенными роликами, установленными с возмож- ност ью периодического взаимодействия с кулачками распределительного вала.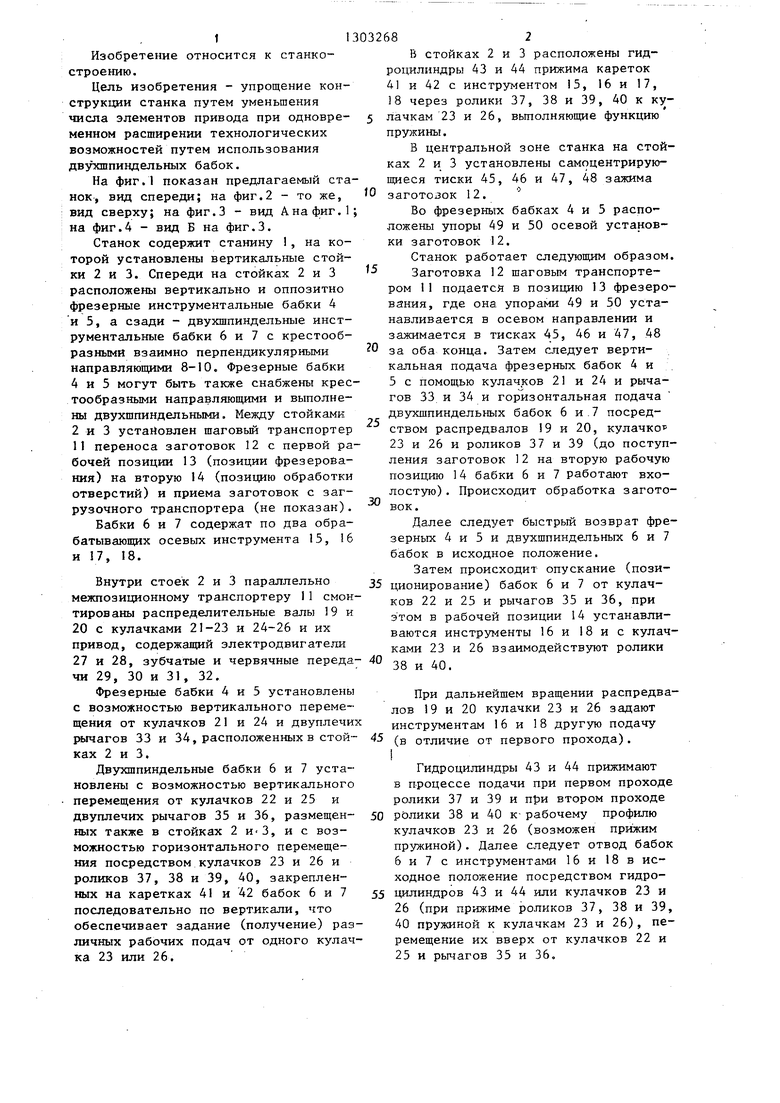
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок для обработки зубчатых колес | 1987 |
|
SU1618531A1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2041044C1 |
| Двухшпиндельный станок для глубокого сверления | 1985 |
|
SU1268310A1 |
| Фрезерный полуавтоматический двухшпиндельный станок для нарезания зубцов шарошек | 1950 |
|
SU94481A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок для одновременной обработки двух центровых отверстий | 1977 |
|
SU737201A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
Изобретение относится к станко- строешпо. Целью изобретения является упрощение конструкции станка путем уменьшения числа элементов привода при одновременном расширении его тех- йологических возможностей. Станок содержит станину 1 и две стойки 2 и 3, по разные стороны которых расположены оппозитно инструментальные бабки 4-5 и 6-7. Между стойками размещен шаговый транспортер 11. Привод бабйк осуществляется от кулачков 21-23 и 24-26 распредвалов 19 и 20, соединенных с электродвигателями. Гидроцилиндры обеспечивают в заданный момент поджим роликов 37-38 и 39-40 привода к кулачкам 23 и 26. 4 шт. I У. X/ / / ,, 4 46 45 гг 7/ s 1(л СО о оо ю О5 00 , 7/ фиг. 2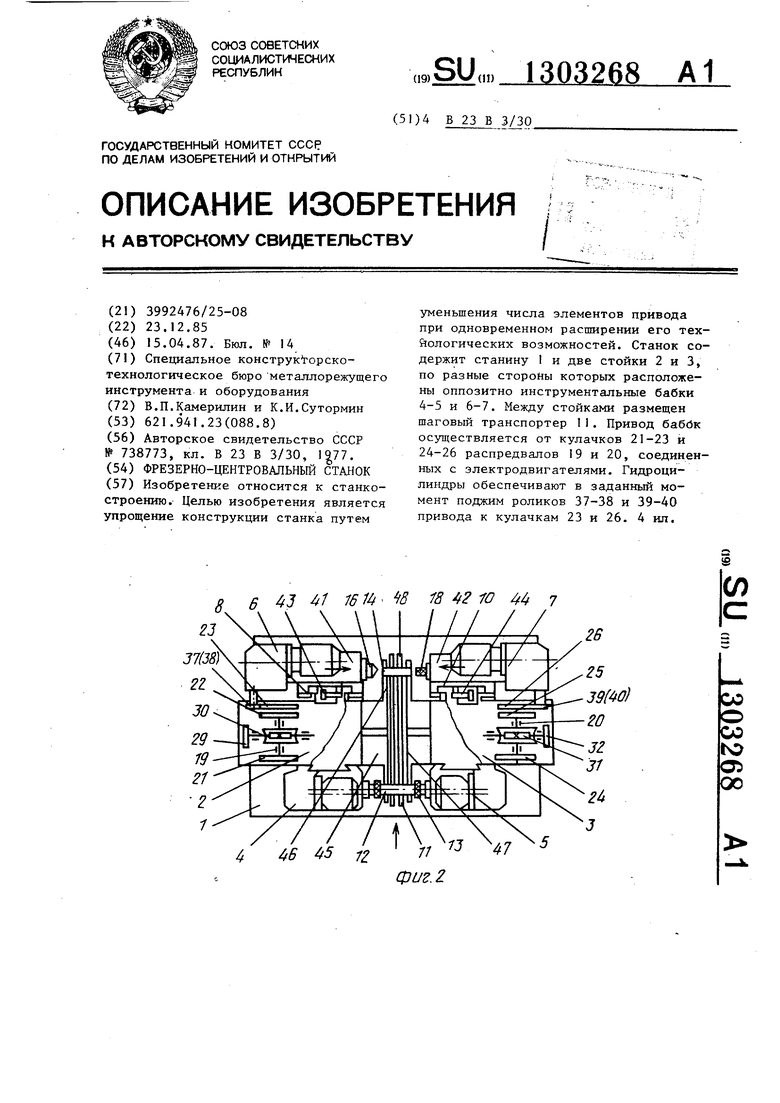
5 2S
фи.1
Вид Б 7 77 18 8 6 -,6 ff
л.и/;
I I
40
26
38
35
8
фигЛ
| Автомат для обработки торцов | 1977 |
|
SU738773A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
