1
Изобретение относится к станкостроению и может быть использовано в станках для обработки деталей типа валов, работающих в автоматическом цикле.
Цепь изобретения - повышение производительности путем автоматизации процесса настройки.
На фиг.1 изображена задняя бабка
13032722
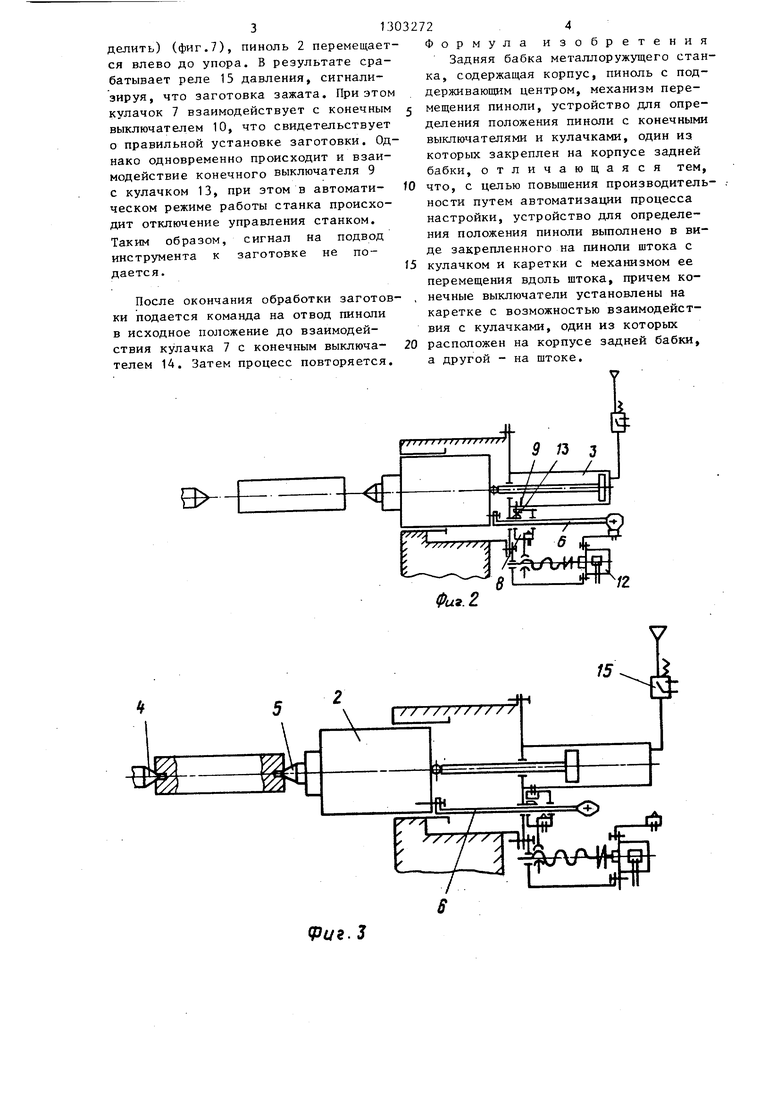
3 перемещения пиноли 2. Пиноль 2 вместе со штоком 6 перемещается влево (фиг.З). Центра 4 и 5 входят в центровые отверстия эталонной детали и зажимают ее. Этот момент контролируется срабатыванием реле 15 давления.
Затем включают двигатель 12 на реверс и каретку 8 вдоль штока 6 перемещают вправо до взаимодействия куметаллорежущего станка в исходном по- tO лачка 7 с конечным выключателем 10, ложении; на фиг.2 - то же, при настПосле этого двигатель 12 отключают (фиг.4). На этом настройка устройства для определения положения пиноли завершена. Пиноль 2 отводят в исход.
.ройке устройства для определения положения пинопи; на фиг.З - то же, при завершении настройки устройства для определения положения пиноли; на фиг.4 - то же, при исходном положении каретки; на фиг.З - то же, при установке заготовки в центрах с перекосом; на фиг,6 - то же, при установке заготовки в центрах с меньшим на ве- личину U размером L; на фиг.7 - при установке в центрах заготовки, длина которой значительно меньше длины других.
Задняя бабка металлорежущего стан ка содержит корпус 1, пиноль 2 с механизмом 3 ее перемещения для зажима заготовки в центрах 4 и 5, шток 6, закрепленный на пиноли 2 и снабжен- ный кулачком 7, каретку 8 с конечными выключателями 9 и 10, механизм 11 перемещения каретки В с двигателем 12, кулачок 13 и конечный выключатель 14, установленные на корпусе задней бабки, а также реле 15 давления.
Задняя бабка металлорежущего станка работает следующим образом.
Перед обработкой партии заготовок осуществляют настройку устройства для определения положения пиноли.
Настройку осуществляют на контроль межцентрового расстояния L по эталонной детали дистанционно с пульта управления станком.
В начале настройки (фиг.1) пиноль 2 находится в исходном (крайнем правом) положении, которое контролируется взаимодействием кулачка 7 с конечным выключателем 14. Эталонную деталь устанавливают в зоне действия центров 4 и 5.
Включением двигателя 12 каретку 8 перемещают вдоль штока 6 в крайнее левое положе:тае (фиг.2). Взаимодействие конечного выключателя 9 с кулачком 13 дает команду на выключение двигателя 12 и остановку каретки 8 и одновременно на включение механизма
tO лачка 7 с конечным выключателем 10,
25
30
20
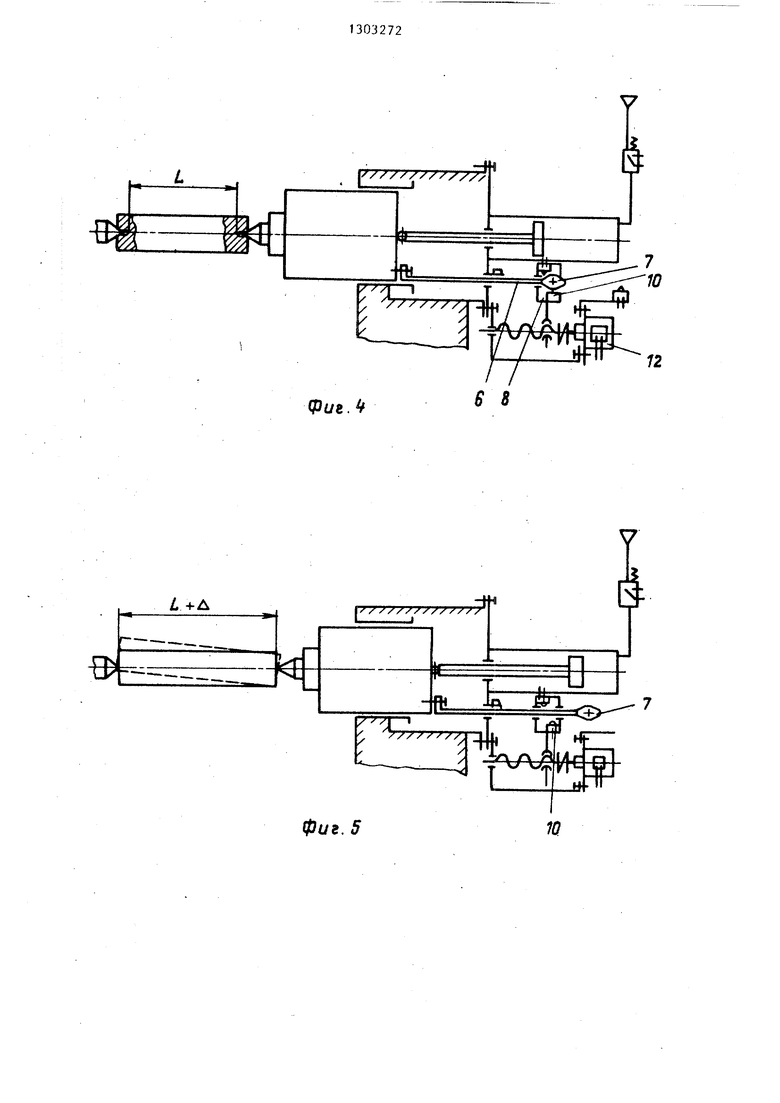
После этого двигатель 12 отключают (фиг.4). На этом настройка устройства для определения положения пиноли завершена. Пиноль 2 отводят в исход 5 ное положение (фиг.1), после чего производят обработку всей партии заготовок. При этом взаимодействие кулачка 7 с конечным выключателем 14 дает команду на установку заготовки в зону действия центров.
Как только заготовка установлена в зоне центров, включается механизм 3 перемещения пиноли 2, которая движется влево. Вместе с пинолью перемещается и шток 6 с кулачком 7. Каретка 8 остается на месте на протяжении обработки всей партии деталей.
Если (фиг.4) при установке заготовки в центрах межцентровое расстояние находится в допуске размера L, то кулачок 7 взаимодействует с конечным выключателем 10. Срабатывает реле 15 давления, сигнализируя, что заготовка зажата. При наличии этих двух
35 сигналов разрешается подвод инстру- , мента.
Если в заготовке отсутствует одно из центровых отверстий или оба, а также если заготовка установлена в центрах с перекосом (фиг.5), то расстояние между центрами 4 и 5 больше допустимого расстояния L, т.е. Ь+д. В этом случае взаимодействия кулачка 7 с конечным выключателем 10 не происходит, а следовательно, сигнал на цодвод инструмента не подается.
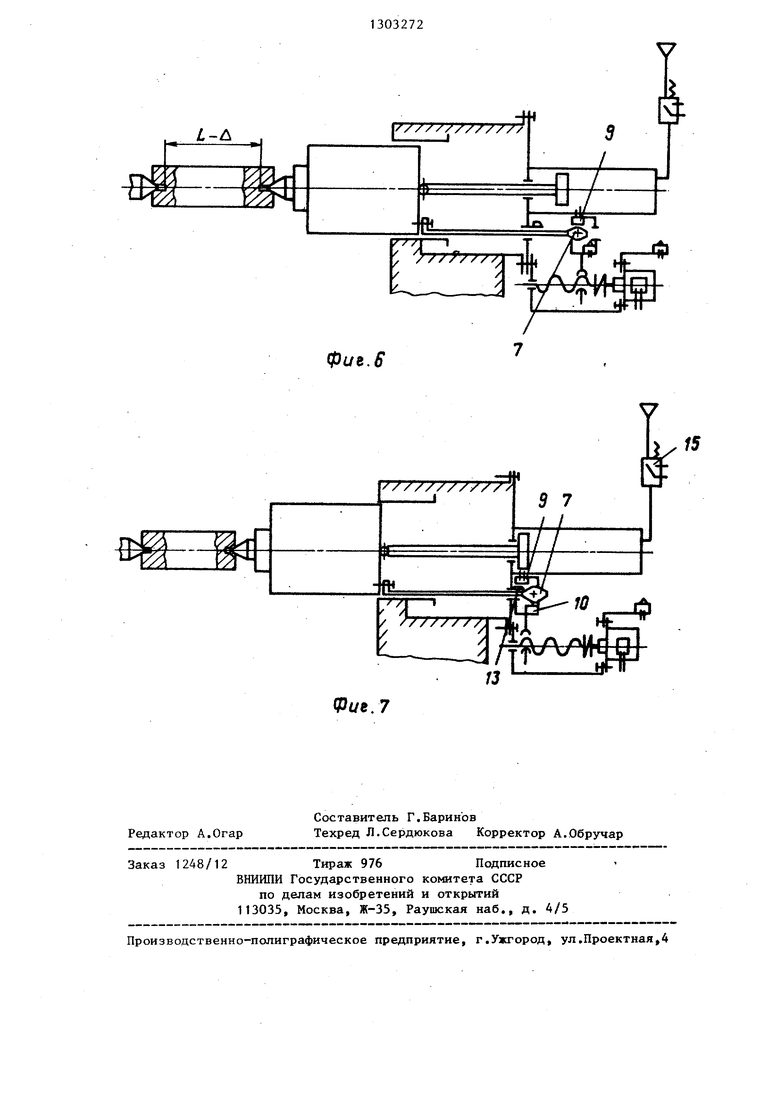
Если при установке заготовки в центрах расстояние мелду центрами 4 и 5 оказывается меньше допустимого расстояния L, т.е. L-U (фиг.6), то кулачок 7 взаимодействует с конечным выключателем 9, что исключает подвод инструмента к заготовке.
При обработке заготовки, длина оторой значительно меньше длины других (хотя визуально это трудно определить) (фиг.7), пиноль 2 перемещается влево до упора. В результате срабатывает реле 15 давления, сигнализируя, что заготовка зажата. При этом кулачок 7 взаимодействует с конечным выключателем 10, что свидетельствует о правильной установке заготовки. Однако одновременно происходит и взаимодействие конечного выключателя 9 с кулачком 13, при этом в автоматическом режиме работы станка происходит отключение управления станком. Таким образом, сигнал на подвод инструмента к заготовке не подается.
После окончания обработки заготов- ки подается команда на отвод пиноли в исходное положение до взаимодействия кулачка 7 с конечным выключа- телем 14. Затем процесс повторяется.
Формула изобретения Задняя бабка металлоружущего станка, содержащая корпус, пиноль с поддерживающим центром, механизм перемещения пиноли, устройство для определения положения пиноли с конечными выключателями и кулачками, один из которых закреплен на корпусе задней бабки, отличающаяся тем, что, с целью повышения производительности путем автоматизации процесса настройки, устройство для определения положения пиноли выполнено в виде закрепленного на пиноли штока с кулачком и каретки с механизмом ее перемещения вдоль штока, причем конечные выключатели установлены на каретке с возможностью взаимодействия с кулачками, один из которых расположен на корпусе задней бабки, а другой - на штоке.
Фи.г
(риг.З
Фие.
(. 5
SB
1л л ЯЬ
т
И
7
i-л
к//.
фиъ.6
15
13
Фие.7
Редактор А.Огар Заказ 1248/12
Составитель Г.Барин ов
Техред Л.Сердюкова Корректор А.Обручар
Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4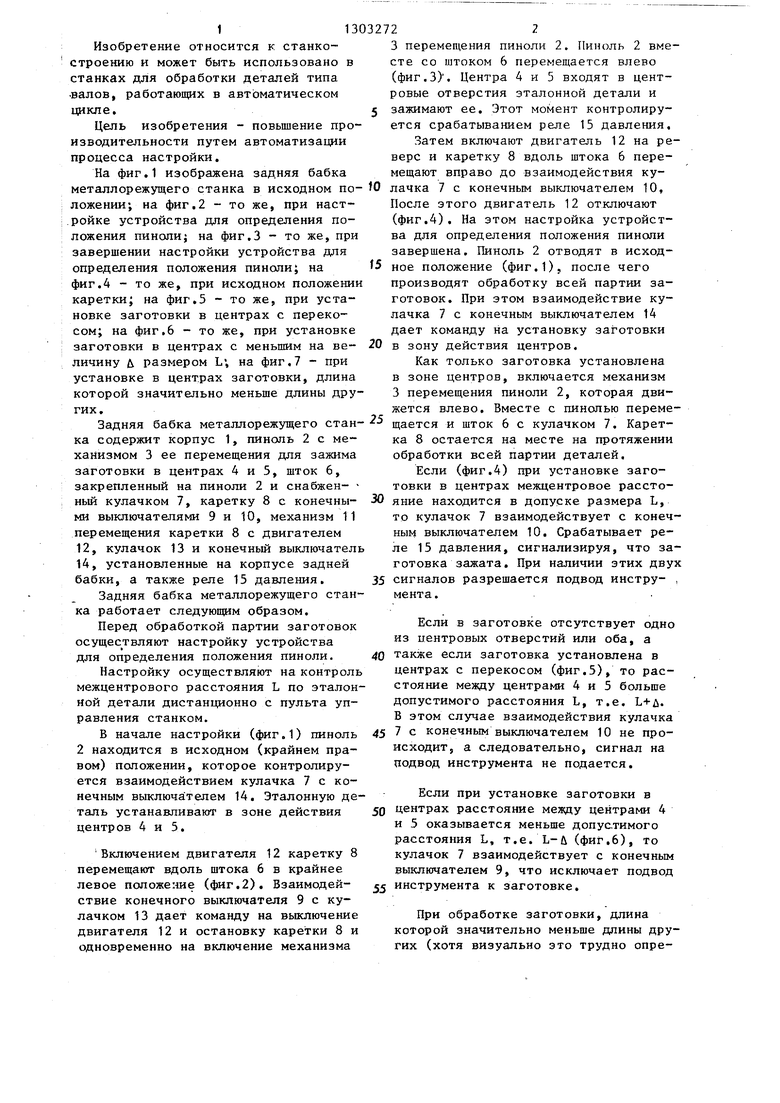
| название | год | авторы | номер документа |
|---|---|---|---|
| Задняя бабка металлорежущего станка | 1981 |
|
SU975218A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |
| Задняя бабка металлорежущего станка | 1984 |
|
SU1154051A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Люнет | 1988 |
|
SU1662799A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Токарный станок для обработки деревянных деталей | 1973 |
|
SU438527A1 |
| Задняя бабка | 1983 |
|
SU1202724A1 |
| Задняя бабка с электроприводом | 1988 |
|
SU1646690A1 |
Изобретение относится к станкостроению и может быть использовано в станках для обработки деталей типа валов, работающих в автоматическом цикле. Целью изобретения является повьшение производительности путем автоматизации процесса настройки уст ройства для определения Лоложения пи- ноли. Бабка содержит корпус 1, пиноль 2 с поддерживающим центром 4 и механизмом 3 ее перемещения, устройство для определения положения пиноли с кулачками и конечными выключателями. Устройство для определения положения пиноли выполнено в виде закрепленного на пиноли 2 штока 6 с кулачком 7 и каретки 8 с механизмом ее перемещения. При этом каретка 8 перемещается вдоль штока 6 с возможностью взаимодействия установленных на каретке 8 конечных выключателей 9 и .10 с кулачками, один из которых 13 расположен на корпусе 1 задней бабки, а другой 7 - на штоке 6. 7 ил. (Л Фи.1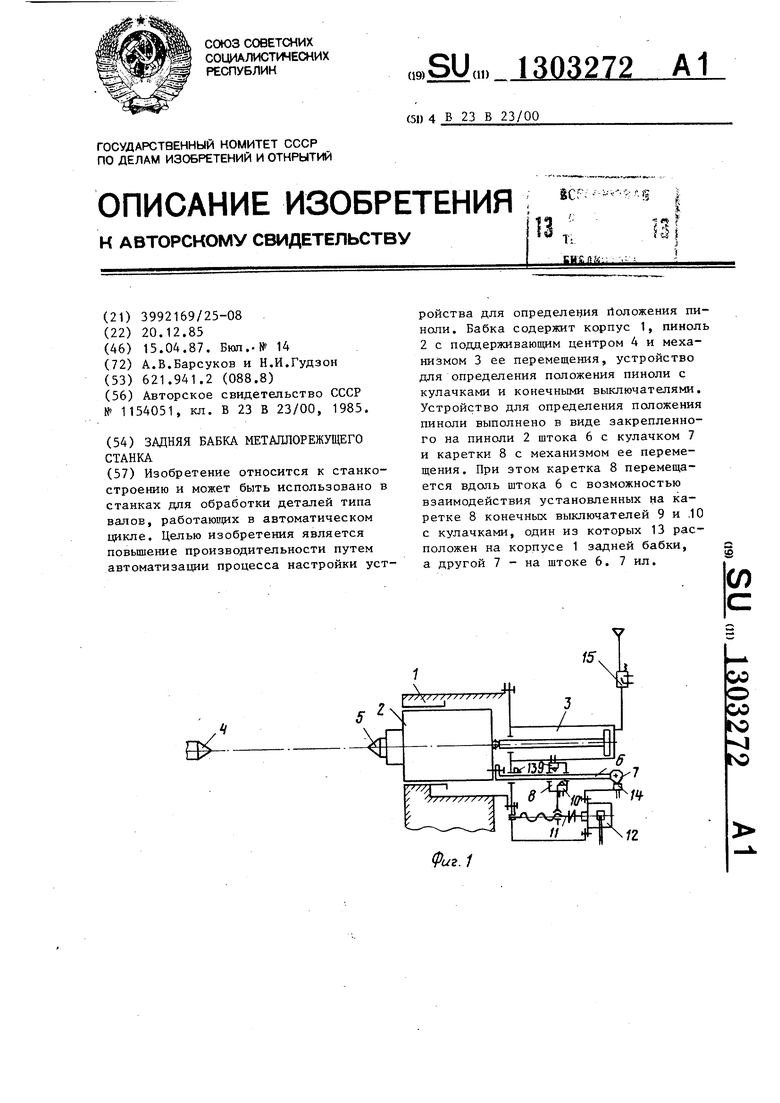
| Задняя бабка металлорежущего станка | 1984 |
|
SU1154051A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
