11303286
Изобретение относится к механической обработке отверстий инструментом с внутренним подводом СОЖ в зону ре- зания и может быть использовано в машиностроении.;
Цель изобретения - повышение стойкости сверла с внутренним подводом СОЖ.
На фиг.1 изображены задние поверхности спирального сверла с внутренниУказанная цель достигается тем, что задние поверхности зуба сверла, исключая их часть между режущими кромками и выходными отверстиями канала для подвода СОЖ, снабжены уплотнениями. За счет создания уплотнения дополнительного гидравлического сопротивления щели между задними поверхностями и поверхностями резания для
ми каналами для СОЖ; на фиг.2 - зад- О прохода СОЖ давление СОЖ под задними
Р- 20
25
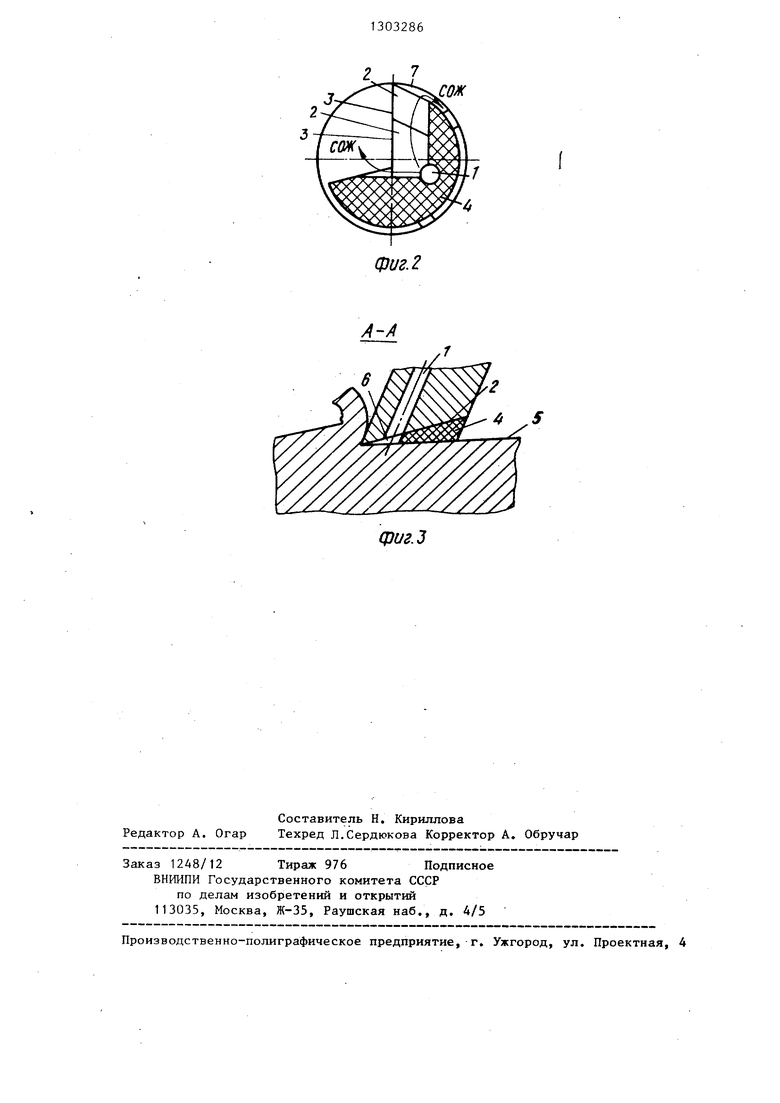
ние поверхности сверла одностороннего резания; на фиг.З - сечение А-А на фиг.1.
Сверло содержит внутренние каналы 1 для подвода СОЖ, которые выходят на задние поверхности 2 зуба сверла, режущие кромки 3, уплотнения 4, расположенные на задних поверхностях зуба сверла, исключая их часть между режущими кромками 3 и выходными от верстиями каналов 1 для подвода СОЖ.
В процессе сверления режущие кромки 3 перемещаются по винтовой поверхности, оставляя след в виде поверхности 5 резания. Подаваемая по внутренним каналам 1 СОЖ поступает в полость 6, образуемую Задней поверхностью 2 зуба сверла, поверхностью 5 резания и уплотнениями 4. При выполнении уплотнений из упругих материалов, например из маслостойкой резины, на- вулканизированной на задние поверхности, практически отсутствует щель между уплотнением 4 и поверхностью 5 резания. Вследствие наличия большого гидравлического сопротивления в щели между поверхностью 5 резания и уплотнениями 4 давление СОЖ в полости 6 больше атмосферного. Это способствует лучшему проникновению СОЖ к месту Контакта ввиду повьш1ения точки кипения СОЖ, что приводит к снижению температуры резания. Кроме того, в процессе сверления сверлами с уплотнениями
поверхностями выше атмосферного, в то время как при использовании обычных сверл с внутренним подводом СОЖ охлаждающая жидкость вытекает под давле
5 нием, обусловленным только величинами потерь в гидросистеме отвода СОЖ из зоны резания, т.е. практически равным атмосферному.
Наличие избыточного давления в полости способствует повышению температуры кипения СОЖ по сравнению с темпе ратурой кипения при атмосферном давле нии. Благодаря повьш1ению температуры парообразования интенсивность испарения СОЖ падает, повышается ее проникающая способность. Вследствие того, что весь объем СОЖ в процессе обработки протекает через полость задние поверхности зуба сверла - поверхность резания - уплотнения, интенсивность охлаждения сверла со стороны его задних поверхностей повьш1ается в сравнении со спиральными сверлами без уплотнений, в которых лишь часть СОЖ
35 попадает к задним поверхностям, т.е. в зону контакта инструментального и обрабатываемого материалов.
Изобретение обеспечивает увеличение стойкости и производительности
40 сверла за счет повышения эффективности действия СОЖ, что позволяет использовать его при сверлении трудно- обрабатьшаемых материалов, процесс резания которых характеризуется высо30
расположенными на задних поверх- кими температурами и силами резания.
Форм.ула изобретения
ностях, полости 6 имеют зазоры 7 и 8. В эти зазоры из полости 6 вытекает СОЖ, которая в дальнейшем устремляется в стружечные канавки сверла. При этом СОЖ, выходя из внутренних каналов 1, движется вдоль режущих кромок 3 по направлению к зазорам 7 и 8. Вследствие того, что весь объем СОЖ или его большая часть (при наличии щели между уплотнениями 4 и поверхнос тями 5 резания)проходит вдоль режущих кромок 3, ТО их охлаждение проходит с более высокой интенсивностью.
50
Сверло, содержащее режущие кромки и внутренние каналы для подвода СОЖ, выходные отверстия которых расположены на задней поверхности зубьев сверла, отличающееся тем, что, с целью повьшения стойкости, оно снабжено уплотнением, расположенным -55 вдоль задней поверхности кяждого зуба, исключая часть пoвepkнocти между режущей кромкой и выходным отверстием канала для подвода СОЖ.
Указанная цель достигается тем, что задние поверхности зуба сверла, исключая их часть между режущими кромками и выходными отверстиями канала для подвода СОЖ, снабжены уплотнениями. За счет создания уплотнения дополнительного гидравлического сопротивления щели между задними поверхностями и поверхностями резания для
20
25
поверхностями выше атмосферного, в то время как при использовании обычных сверл с внутренним подводом СОЖ охлаждающая жидкость вытекает под давле 5 нием, обусловленным только величинами потерь в гидросистеме отвода СОЖ из зоны резания, т.е. практически равным атмосферному.
Наличие избыточного давления в полости способствует повышению температуры кипения СОЖ по сравнению с температурой кипения при атмосферном давлении. Благодаря повьш1ению температуры парообразования интенсивность испарения СОЖ падает, повышается ее проникающая способность. Вследствие того, что весь объем СОЖ в процессе обработки протекает через полость задние поверхности зуба сверла - поверхность резания - уплотнения, интенсивность охлаждения сверла со стороны его задних поверхностей повьш1ается в сравнении со спиральными сверлами без уплотнений, в которых лишь часть СОЖ
35 попадает к задним поверхностям, т.е. в зону контакта инструментального и обрабатываемого материалов.
Изобретение обеспечивает увеличение стойкости и производительности
40 сверла за счет повышения эффективности действия СОЖ, что позволяет использовать его при сверлении трудно- обрабатьшаемых материалов, процесс резания которых характеризуется высо30
50
Сверло, содержащее режущие кромки и внутренние каналы для подвода СОЖ, выходные отверстия которых расположены на задней поверхности зубьев сверла, отличающееся тем, что, с целью повьшения стойкости, оно снабжено уплотнением, расположенным 55 вдоль задней поверхности кяждого зуба, исключая часть пoвepkнocти между режущей кромкой и выходным отверстием канала для подвода СОЖ.
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ РЕЖУЩЕЙ ЧАСТИ СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ И СВЕРЛО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156180C2 |
| Спиральное сверло | 1979 |
|
SU823012A2 |
| Кольцевое сверло | 1979 |
|
SU889296A1 |
| Алмазное кольцевое сверло | 1979 |
|
SU823148A1 |
| Спиральное сверло | 1984 |
|
SU1276446A2 |
| Сверло одностороннего резания | 1984 |
|
SU1355373A1 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| Способ охлаждения режущей части сверла одностороннего резания | 1984 |
|
SU1310184A1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПИРАЛЬНОЕ СВЕРЛО | 1988 |
|
RU2035270C1 |
Изобретение относится к области механической обработки отверстий инструментом с внутренним подводом СОЖ в зону резания и может быть использовано в машиностроении, особенно при сверлении труднообрабааъшаемых материалов, процесс резания которых характеризуется высокими температурами и силами резания. Цель изобретения состоит в повышении стойкости сверла с внутренним подводом СОЖ. Сверло содержит внутренние каналы 1 для подвода СОЖ, которые расположены на задних поверхностях 2 зуба сверла, режущие кромки 3, уплотнения 4, например, из резины, расположенные на задних поверхностях зуба сверла, исключая их часть между режущими кромками 3 и выходными отверстиями каналов 1 для подвода СОЖ. Подаваемая по внутренним каналам 1 СОЖ поступает в полость, образованную задней поверхностью 2, поверхностью резания и уплотнением 4, причем полость имеет зазоры 7 и 8. В эти зазоры 7 и 8 вытекает СОЖ, которая в дальнейшем устремляется в стружечные канавки сверла. 3 ил. ш (Л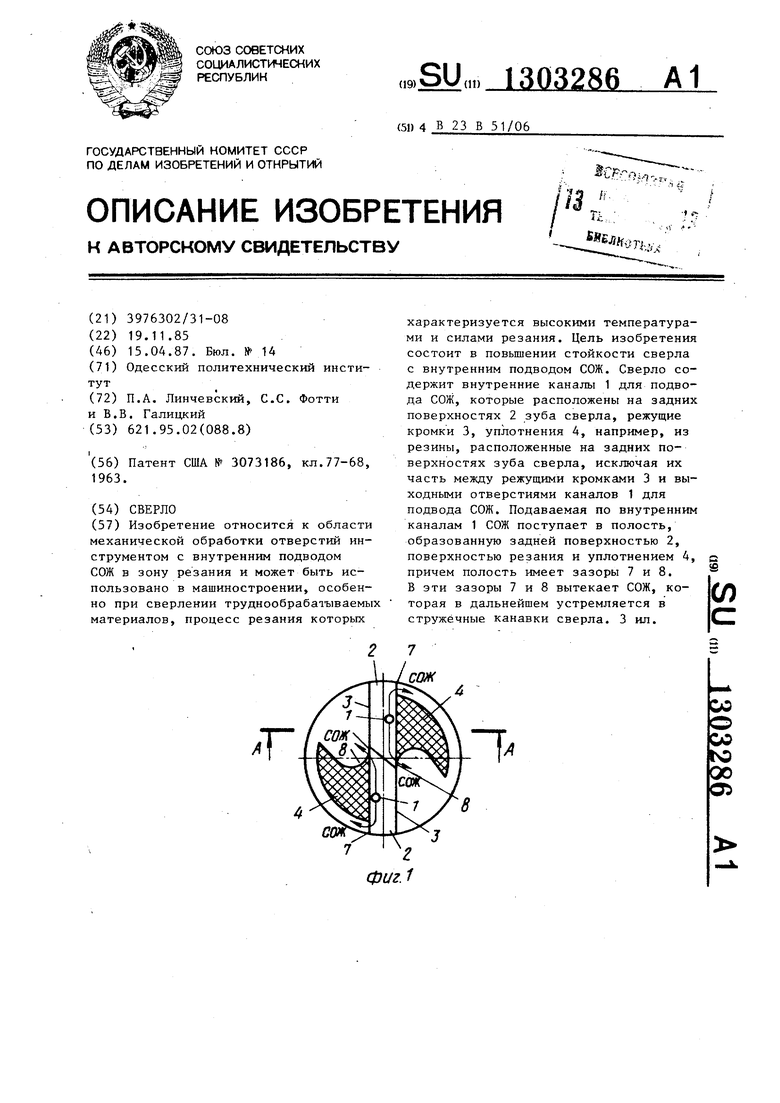
Редактор А. Огар
Составитель Н, Кириллова
Техред Л.Сердюкова Корректор А Обручар
Заказ 12А8/12 Тираж 976 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.З
| Патент США № 3073186, кл.77-68, 1963. |
