Изобретение относится к сварке, в Частности к Конструкции устройств для сборки под сварку трубчатых изделий и может быть использовано при строительстве трубопроводов,
а также в различных отраслях машиностроения.
Целью изобретения является повышение качества сборки за счет обеспечения прямолинейности перемещения прижимного ролика при зажиме трубы,
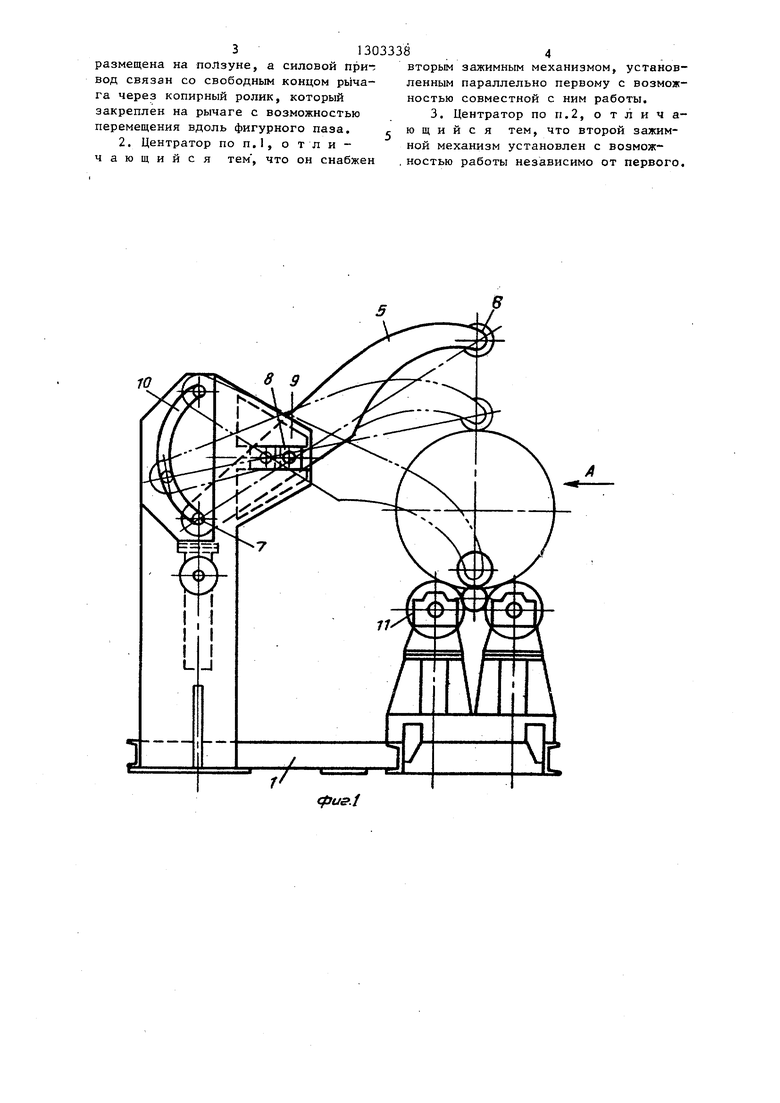
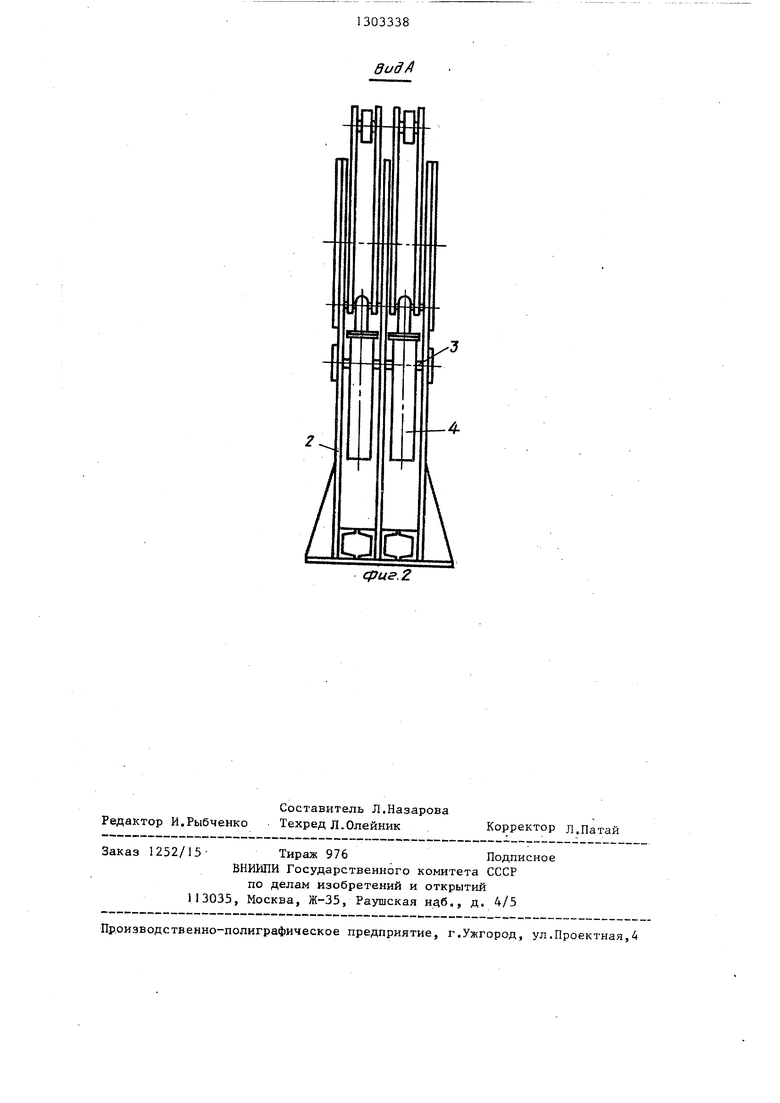
На фиг.1 представлен центратор, общий вид; на фиг.2 - вид А на,фиг.1
Центратор для сборки под трубчатых изделий содержит основа- ние 1 со смонтированной на нем стойкой 2, на которой на поворотных цапфах 3 смонтирован силовой цилиндр 4 шарнирно соединенный с двуплечим рычагом 5, на одном конце которого .укреплен прижимной ролик 6, на другом конце - копирный ролик 7, а в средней части - ползун 8. Стойка 2 с рычагом 5, прижимным роликом 6 и силовым цилиндром 4 образуют зажим- ной механизм для фиксации свариваемых изделий. Ползун 8 расположен в прямолинейных направляющих 9, закрепленных горизонтально на боковых стенках стойки 2. В стойке 2 также выполнен паз 10, форма которого представляет собой часть эллипса, большая полуось которого совпадает с осью направляющих 9. Копирный ролик 7 выполнен с возможностью пере- мещения в .пазу 10, На основании 1 также установлены опорные ролики 11 для поворота свариваемой трубы.
Рядом с одним механизмом прижима на основании 1 может быть уста- новлен другой такой же механизм, который с помощью системы управления центратором (не показана) может работать совместно с первым или независимо от него.
Центратор работает следующим образом.
После того как трубы, подготовленные к сварке, уложены на опорны ролики 11, оператор включает силово цилиндр 4. Копирный ролик 7 перемещается вверх по пазу 10, при этом рычаг 5 поворачивается относительно оси ползуна 8, одновременно щающегося по направляющим 9.
Прижимной ролик 6 нажимает на выступающую кромку одной трубы и сомещает ее с кромкой другой. Операто
производит сварку (прихватку) совмещенных кромок в пространстве между двумя прижимными роликами 6. Затем роликами 1 1 проворачивают трубы, вновь совмещают кромки и сваривают. По окончании соединения труб прижимные ролики 6 отводят вверх и производят сварку шва.
Сочетание трех движений - перемещение копирного ролика по криволинейному пазу, поворот рычага и перемещение ползуна - обеспечивает прямолинейное движение прижимного ролика 6 в вертикальной плоскости, проходящей через ось трубы.
В результате при стыковке труб разных диаметров йрижим труб, а следовательно, совмещение кромок и сварка производятся в зените труб, что обеспечивает стабильно высокое качество сборки.
Применение предлагаемого центратора позволяет производить сборку и центровку труб широкого диапазона диаметров, например от 57 до 14200м исключает перерегулировку при переходе с одного диаметра труб на другой, дает возможность осуществить раздельную работу рычагов с целью улучшения обзорности стыкуемых кромок в местах прихватки и сварки.
Формула изобретения
1. Центратор для сборки под сварку трубчатых изделий, содержащий опорные ролики и зажимной механизм, выполненный в виде рычага с прижимным роликом, установленного на стойке с возможностью поворота в плоскости, перпендикулярной оси опорных роликов, и силового привода, кинематически связанного с рычагом, отличающийся тем, что, с целью повышения качества сборки за счет обеспечения прямолинейности перемещения прижимного ролика при зажиме трубы, зажимной механизм снабжен направляюш,ими, ползуном и копир- ным роликом, в стойке выполнен фигурный паз, имеющий форму части эллипса, направляющие смонтированы на стойке вдоль большой полуоси указанного зллипса, ползун установлен в направляющих с возможностью продольного перемещения, рычаг выполнен двуплечим, ось его поворота
размещена на ползуне, а силовой привод связан со свободным концом рычага через копирный ролик, который закреплен на рычаге с возможностью перемещения вдоль фигурного паза. 2. Центратор по п.I, о т л и - чающийся тем , что он снабжен
вторым зажимным механизмом, установленным параллельно первому с возможностью совместной с ним работы,
3. Центратор по п.2, отличающийся тем, что второй зажимной механизм установлен с воэмож- . ностью работы независимо от первого.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Машина для контактной сварки | 1978 |
|
SU737158A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Устройство для установки и крепления изделия под сварку | 1985 |
|
SU1303349A1 |
| Устройство для ориентации и зажима деталей под сварку | 1985 |
|
SU1311898A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| ЗАЖИМ | 1993 |
|
RU2090335C1 |
| Зажимное устройство | 1986 |
|
SU1397230A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
Изобретение касается сварки, в частности конструкции устройств для сборки под сварку трубчатьпс изделий, и может быть использовано при строительстве трубопроводов, а также в различных отраслях машиностроения. Целью изобретения является повьшение качества сборки за счет обеспечения прямолинейности перемещения прижимного ролика при зажиме трубы. Центратор состоит из основания, на котором установлены опорные ролики для свариваемых деталей и стойки с качающимся двуплечим рычагом (Р). На одном конце Р закреплен прижимной ролик, воздействующий на кромки свариваемых деталей, а другой конец Р через копирный ролик связан с силовым приводом-. Ось качания Р установлена на подвижном ползуне, смонтированном в направляющих. В стенке стойки выполнен фигурный паз в виде эллипса, в котором перемещаются копирные ролики, а направляющие с ползуном размещены на большой полуоси этого эллипса. При повороте Р копирный ролик перемещается по фигурному пазу,.а ползун вместе с Р - по направляющим, в результате чего прижимной ролик перемещается по вертикальной прямой линии, проходящей через ось свариваемых труб. Такая конструкция центратора повьшает качество сборки под сварку и исключает необходимость переналадки при изменении диаметра труб. 2 з.п. ф-лы, 2 ил. i (Л со о со со со оо
CfJUff.l
видА
а
о
Составитель Л.Назарова Редактор И.Рыбченко Техред Л.Олейник
Заказ 1252/15- Тираж 976Подписное
ВНИШИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. /
- . - -.--- - -- - -
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
сриг,2
Корректор Л.Патай
| Сварка в машиностроении, т.З/ Под ред | |||
| Винокурова В.А | |||
| М.: Машиностроение, 1979, с | |||
| Держатель для поленьев при винтовом колуне | 1920 |
|
SU305A1 |
| ВРАЩАТЕЛЬ ДЛЯ СВАРКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 0 |
|
SU299324A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
