(5 УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВЕРШИН ЗУБЬЕВ ПО ПЕРЕХОДНЫМ ПОВЕРХНОСТЯМ
1
Изобретение относится к способам
финишной обработки (снятие заусенцев скругление и полирование кромок) зубчатых изделий, например зубчатых колес, долбяков и т.п., и может быть использовано в. машиностроении, приборостроении и т.д.
По основному авт.св. № kBk372 известно устройство для обработки вершин зубьев по переходным поверхностям, которое содержит привод возвратно-поступательного перемещения обрабатываемой детали и- привод вращения эластичного элемента , представляющего собой упругий контактный ролик с абразивной лентой, в желобе размещенной по его периферии, на которой выполнены канавки, расположенные одна от другой на расстоянии , равном окружному шагу вершин обрабатываемых зубьев 15.
Однако это устройство не обеспечивает требуемого качества (стабильности ) обработки, так как аб2 .
разивная лента контактирует с гранями вершин зубьев одними и теми же участками абразивного покрытия, которые вследствие этого быстро изнашиваются, а это также уменьшает производительность обработки.
Вследствие указанного абразивную ленту необходимо часто менять на новую, а так- как большая часть абразивного покрытия работающей ленты при этом оказь1вается неисполы зуемой, то экономичность процесса обработки крайне низка.
Цель изобретения - улучшение качества обработки за счет увеличения 15 стабильности процесса. Для достижения этой цели абразивная лента снабжена приводом ее вращения, кинематически связанным с приЦ водом вращения эластичного элемента.
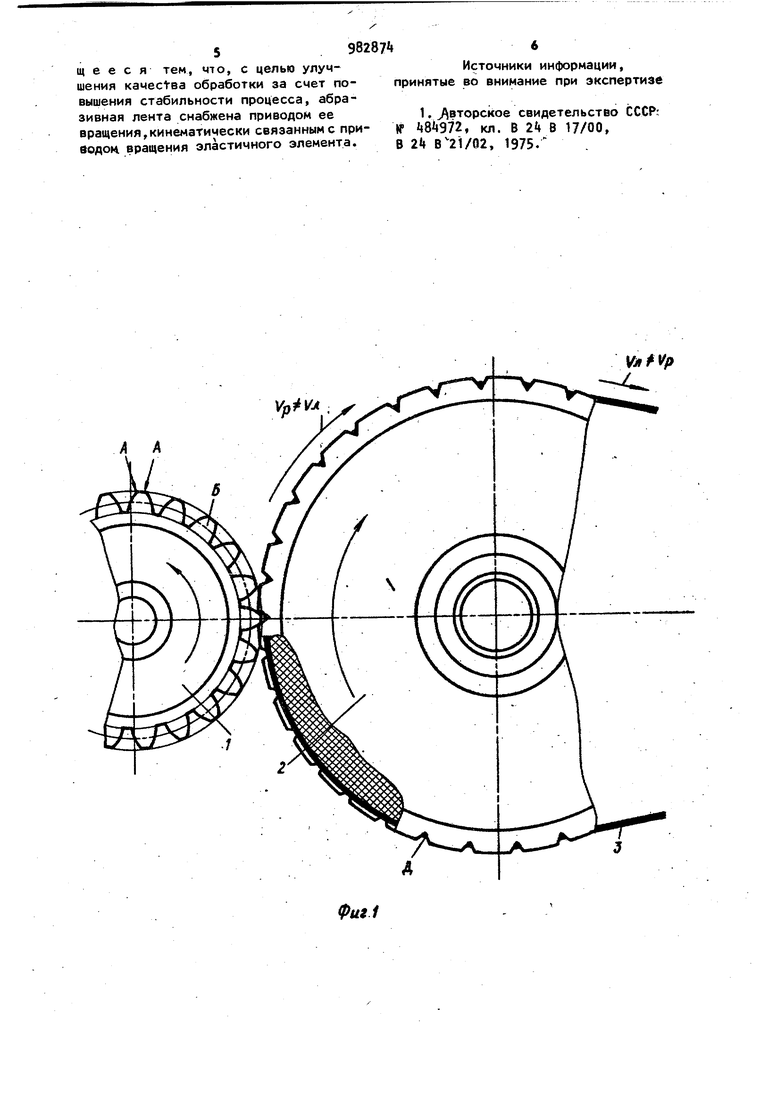
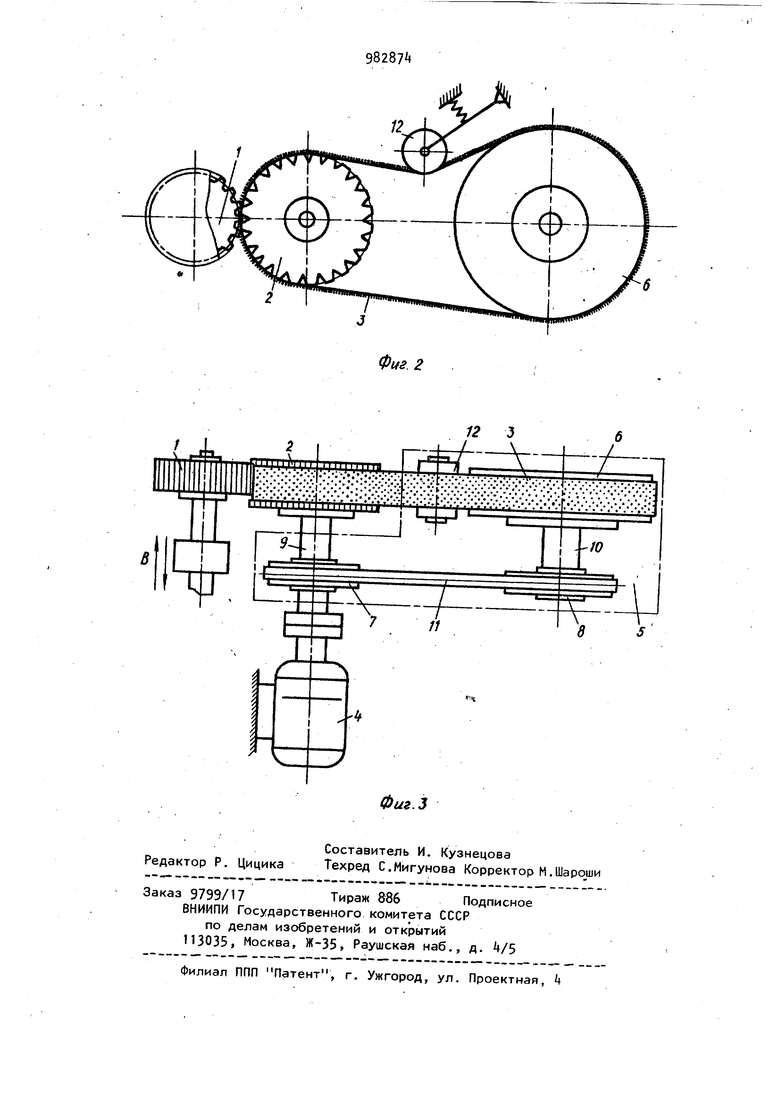
На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 то же, фронтальная проекция; на фиг. 3 - то же, в плане. 398 Обработку граней А вершин зубьев Б осуществляют совместной обкаткой обрабатываемой детали 1 и про({ илироеанного упругого контактного ролика 2 с размещенной на его периферии абразивной лентой 3 (фиг.1). Абразивной ленте 3 огибающей профилированный контактный ролик 2, сообщают скорость Jy .перемещения, отличную от окружной скорости V р контактного ролика 2 (фиг.1). Этим обеспечивается непрерывный ввод в зону обработки новых неизношенных участков абразивной ленты что повышает стабильность, производи тельноеть и экономичность процесса о работки кроме того, повышается произ водительность обработки за счет увеличения скорости относительного пере мещения абразивной ленты и обрабатываемых граней, если, например, зада-в скорость Уд перемещения абразивной ленты больше окружной скорости Vp ро лика при их одинаковых направлениях вращения , т.е. p,V.p. Устройство содержит привод ( йе показан ) возвратно-поступательного движения обрабатываемой детали 1 в направлении по стрелкам В, и снабженный приводом Ц вращения контактный ролик.2 с абразивной лентой 3, размещенной в желобе по его перифери на которой выполнены канавки Д, расположенные одна от другой на расстоянии, равном окружному шагу вершин обрабатываемых зубьев 1фигЛ-3 ) Абразивная лента 3 огибающая кон тактный ролик 2 снабжена приводом 5 ее вращения, причем привод 5 ленты кинематически связан с приводом k вращения ролика 2 и осуществлен от него. Привод 5 включает в себя ведущий шкив 6, огибаемый абразивной лентой 3, передачу, например цепную или кли ноременную,,содержащую шкивы 7 и 8, жестко закрепленные на валах.9 и 10, сооответственно контактного ролика 2 и ведущего шкива 6, и охватываемые тяговым органом 11 (текстропом или цепью.), и натяжной, взаимодействующий с абразивной лентой ролик 12. Вместо цепной или ременной передачи может быть применена зубчатая передача. Устройство работает следующим образом. На контактный ролик 2 и ведущий шкив 6 устанавливают абразивную ленту 3 И обеспечивают ее необходимое начальное натяжение натяжным рЬликом 12. Устанавливают обрабатываемую деталь 1 на оправку, закрепленную на приводе детали, вводят её в контакт с роликом 2 и сообщают ей возвратнопоступательное движение по стрелкам В вдоль гранейА вершин зубьев Б. Приводят в действие привод k вращения контактного ролика 2 и абразивной ленты 3. Вращение детали 1 вокруг своей оси и обрабатываемых граней вершин зубьев осуществляется за счет вращения контактного ролика 2 и абразивной ленты 3В процессе обработки вершины зубьев Б деформ.ируют в канавки Д абразивную ленту 3, при этом она огибает грани А вершин зубьев Б, обеспечивая съем металла и,.следовательно, округление кромок на гранях Д. Пример. Производят округление кромок радиусом ,2 мм по вершинам зубьев цилиндрической шестерни с числом зубьев и модулем Обработку производят абразивной лентой с зерном электрокорунда нор-ч мального зернистостью N 10-16 Диаметр контактного ролика составляет 160 мм, число оборотов п- 400 об/мин, окружная скорость VP 3,35 м/с. Линейную скорость V перемещения абразивной ленты принимают на 110 см/с больше окружной скорости Vp контактного ролика, т.е. ,3б3, м/с, а направление вращений абразивной ленты и контактного ролика принимают одинаковыми. Так как скорость перемещения абразивной ленты отличается от окружной скорости периферии контактного роли-г з ка, то в зону обработк1( постоянно вводятся новые участки абразивной ленты, что обеспечивает стабильность процесса, повышение его производительности и экономичности, вследствие того, ято режущее покрытие абразивной ленты, в отличие от известных способа и устройства, используется полностью. Формула изобретения Устройство для обработки вершин зубьев по переходным поверхностям по авт. ев . № StS , отличающ e e с я тем, что, с целью улучшения Ka4ectBa обработки за смет повышения стабильности процесса, абразивная лента снабжена приводом ее вращения,кинематически связанным с приводон вращения эластичного элемента.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР: ff , кл. В 2 В 17/00, В 2k В21/02, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки вершин зубьев по переходным поверхностям | 1981 |
|
SU975162A1 |
| Устройство для обработки кромок по вершинам зубьев зубчатых деталей | 1981 |
|
SU994168A1 |
| Устройство для обработки кромок по вершинам зубьев зубчатых деталей | 1981 |
|
SU1000188A1 |
| Способ шлифования сложнопрофильных изделий | 1981 |
|
SU965733A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОДОЛЬНЫХ КРОМОК ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2421305C1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1981 |
|
SU948631A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Лентопротяжный механизм шлифовального станка | 1977 |
|
SU715300A1 |
| Устройство для обработки вершин зубьев по переходным поверхностям | 1974 |
|
SU484972A1 |
Фи91
12 J
