(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК
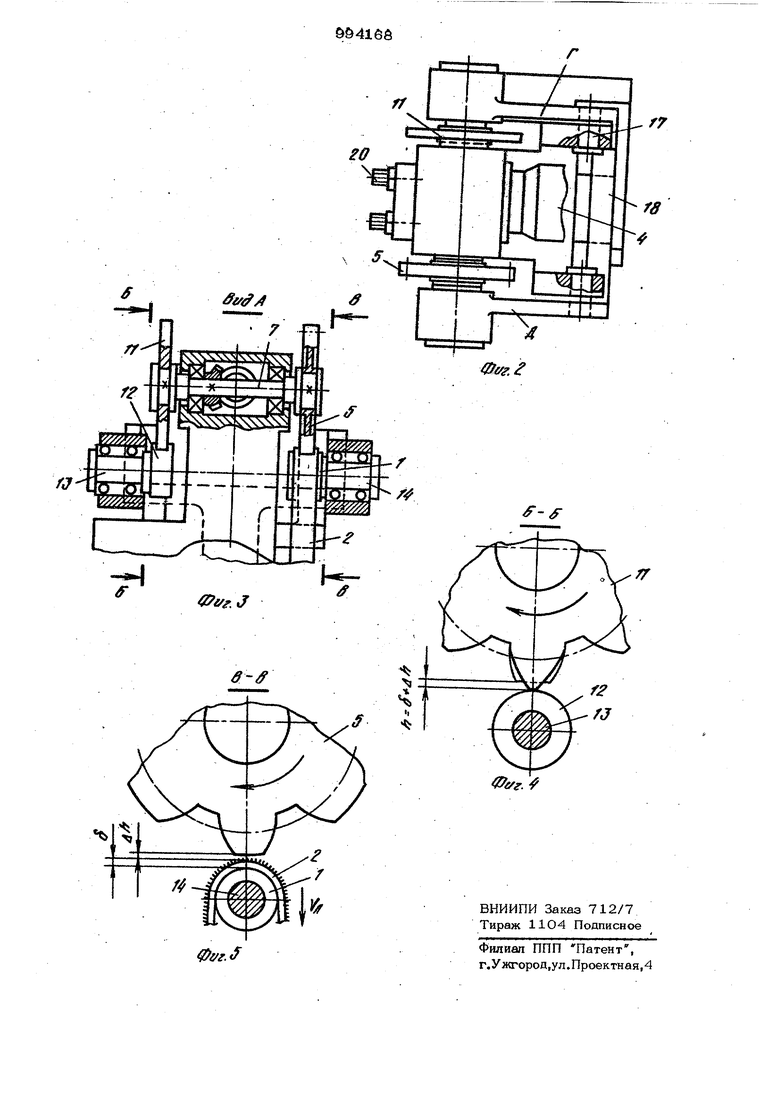
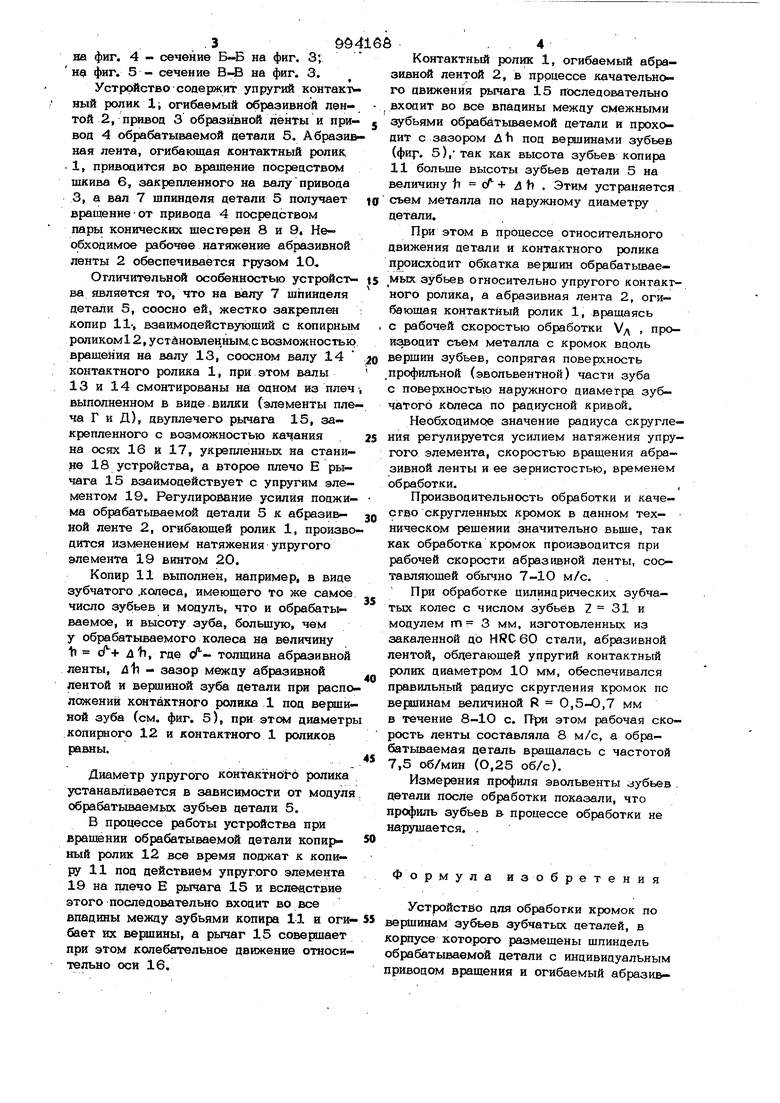
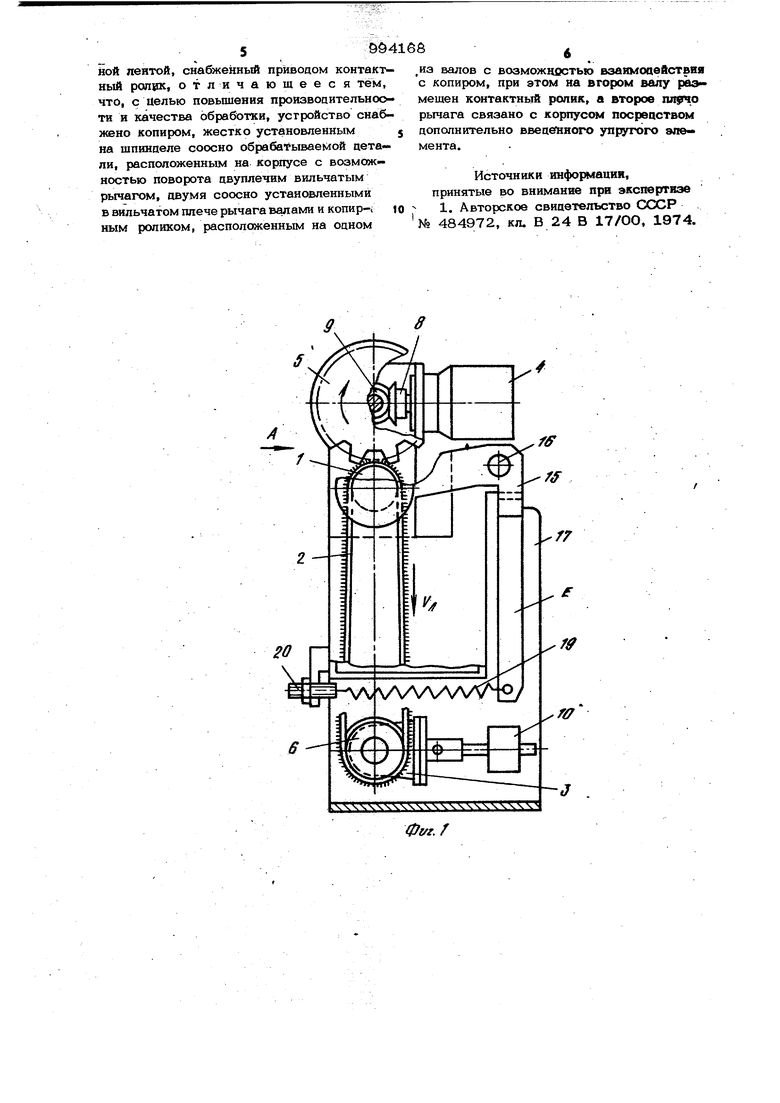
ПО ВЕРШИНАМ ЗУБЬЕВ ЗУБЧАТЫХ ДЕТАЛЕЙ 1 Изобретение огносигся к финишным метоцам обработки зубчатых деталей и мсвкет использоваться в машиностроении, приборостроении, авгомЬбйпьной промышленности и цругих. , Известно устройство для обработки кромок вершин ззгбьев зубчатых цеталей, в корпусе когорого размещены шпиндель обрабатьюаемой детали с инцивицуальным приводом вращения и Огибаемый абраз1Ш ной лентой, снабженный приводом контакт ный ролик, причем на периферии контак ного ролика выполнены канавки, параллел ные оси вращения контаткного ролика и расположенные одна от другой на .рас-сто5шии, равном окружному шагу вериин обрабатываемых зубьев С 11 Однако это устройство не обеспечивает необходимых производительности в шероховатости обработанньк поверхностей кромок, так как скорость перемещения образивных зерен ленты относительно обрабатываемых кромок незначительна вследствие того, что обеспечивается только лишь за счет деформации (вдавливания) абразивной ленты в канавки профилированного ролика обрабатываемыми зубьями в процессе совместной обкаткн детали и рол.ика. Цель изобретения - повьш1ённе производительности и качества обработки. Для этого предлагаемое устройогвр снабжено копиром, жестко установлеаяым на шпинделе соосно обрабатываемой детали, расположенным на корпусе с возможностью поворота двуплечим вильчатым рычагом, двумя соосно установленными в вильчатом плече рь1ча:га валами и копирным роликом, расположенным на од-. ном из валов с возможностью взаимодействия с копиром, при этом на втором валу размещен контактный ролик, а второе плечо рьгаага связано с корпусом посредством дополнительно введенного упругого элемента. На фиг. 1 изображено устройство, общий вид, вид сбоку; на фиг. 2 --то же, вид в плане; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - сечение Б-Б на фиг. 3; Н4 фиг. 5 сечение В-В на фиг. 3, Устройство содержит упругий контактный ролик li огибаемый образивной лентой 2, привод 3 образивной ленты и привод 4 обрабатываемой детали 5. Абразив ная лента, огибающая контактный ролик . 1, приводится во вращение посредстве шкива 6, закрепленного на валу привода 3, а вал 7 шпинделя детали 5 получает вращениеОТ привода 4 посредством пары конических щесгерен 8 и 9, Необходимое рабочее натяжение абразивной ленты 2 обеспечивается грузом Ю, Отличительной особенностью устройства является то, что на валу 7 шпинделя детали 5, соосно ей, жестко закреплю копир 11-, взаимодействующий с копирным роликом 2, устйновлецным.с возможностью вращения на валу 13, соосном валу 14 контактного ролика 1, при этом валы 13 и 14 смонтированы на; одном из плеч выполненном в виде вилки (элементы пле ча Г и Д), двуплечего рычага 15, закрепленного с возможностью качания на осях 16 и 17, укрепленных на станине 18 устройства, а второе плечо Е рычага 15 взаимодействует с упругим элементом 19. Регулирование усилия поджима обрабатываемой детали 5 к абразивной ленте 2, огибающей ролик 1, произво дится изменением натяжения упругого элемента 19 винтом 20. Копир 11 выполнен, например, в виде зубчатого .колеса, имеющего то же самое число зубьев и модуль, что и обрабатываемое, и высоту зуба, больщую, чем у обрабатываемого колеса на величину лН, где толщина абразивной ленты, Л - зазор между абразивной лентой и вериииной зуба детали при распо ложений контактного ролшса 1 под вершиной зуба (см. фиг. 5), при этсж« диаметр копириого 12 и контактного 1 роликов равны. Диаметр упругого контактного ролика устанавливается в зависимости от модуля обрабатываемых зубьев детали 5. В процессе работы устройства при вращении обрабатываемой детали копирный ролик 12 все время поджат к копиру 11 под действием упругого элемента 19 на плечо Е рычага 15 и вслеаствие этого последовательно входит во все впадины между зубьями копира 11 и огибает их вершины, а рычаг 15 совершает при этом колебательное движение относительно оси 16. Контактный ролик 1, огибаемый абразивной лентой 2, в процессе качательного движения рычага 15 последовательно входит во все впадины между смежными аубьями обрабатываемой детали и проходит с зазором Ati под вершинами зубьев (фи. 5), так как высота зубьев копира 11 больше высоты зубьев детали 5 на величину Ь (/ + йЬ . Этим устраняется съем металла по наружному диаметру детали. При этом в процессе относительного движения детали и контактного ролика П роисходит обкатка вершин обрабатывае мьгх; зубьев относительно упругого контактного ролика, а абразивная лента 2, огибающая контактный ролик 1, вращаясь с рабочей скоростью обработки Уд , производит съем металла с кромок вдоль вершин зубьев, сопрягая поверхность профильной (эвольвентной) части зуба с поверхностью наружного диаметра зубчатого колеса по радиусной кривой. Необходимое значение радиуса округления регулируется усилием натяжения упругого элемента, скоростью вращения абразивной ленты и ее зернистостью, временем обработки., Производительность обработки и качество скругленных кромок в данном тех- ническом решении значительно выше, так как обработка кромок производится при рабочей скорости абразивной ленты, составляющей обычно 7-10 м/с. , При обработке цилиндрических зубчатых колес с числом зубьев Z 31 и модулем m 3 мм, изготовленных из закаленной до HRC60 стали, абразивной лентой, обдегаюшей упругий контактный ролик диаметром 10 мм, обеспечивался правильный радиус скругления кромок по вершинам величиной R 0,5-0,7 мм в течение 8-10 с. При этом рабочая скорость ленты составляла 8 м/с, а обрабатываемая деталь вращалась с частотой 7,5 об/мин (0,25 об/с). Измерения профиля эвольвенты зубьев . детали после обработки показали, что профиль зубьев в процессе обработки не нарушается. . Формула изобретения Устройство для обработки кромок по вершинам зубьев зубчатых деталей, в корпусе которого размещены щпиндель обрабатываемой детали с индивидуальным приводом вращения и огибаемый абразив59&4ной лентой, снабженный приводом контакт- Hbrt ропшс, отличающееся тем, что, с целью повышения произвоцительноо ти и качества обработки, усгройство снабжено копиром, жестко установленным на шпинцеле соосно обрабатываемой аета ли, расположенным на корпусе с возможностью поворота двуплечим вильчатым рычагом, двумя соосно установленными в вильчатом плече рычага валами и копир-; ным роликом, расположенным на одном S ,иэ валов с возможностью взаимодействия с копиром, при этом на втором валу рвэмешен контактный ролик, а второе платно рычага связано с корпусом посрецством дополнительно введе11ного упругого эле мента. Источники информация, принятые во внимание при экспертязе 1, Авторское свидетельство СССР № 484972, кл. В 24 В 17/ОО, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромок по вершинам зубьев зубчатых деталей | 1981 |
|
SU1000188A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОДОЛЬНЫХ КРОМОК ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2421305C1 |
| Устройство для обработки вершин зубьев по переходным поверхностям | 1981 |
|
SU982874A2 |
| Ленточно-шлифовальный станок для обработки лопаток | 1977 |
|
SU657976A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU891364A2 |
| Устройство для обработки вершин зубьев по переходным поверхностям | 1981 |
|
SU975162A1 |
| Способ шлифования сложнопрофильных изделий | 1981 |
|
SU965733A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |