Изобретение относится к машиностроению, может быть использовано для соединения деталей, узлов и агрега- тов, выполняемых из разнородных материалов и требующих автономного много- 5 увеличивает свой внутренний объем, закратно повторяющегося соединения и разъединения.
Целью изобретения является повышение надежности соединения деталей за счет обеспечения гарантированного радиального натяга и уплотнения стыка в соединении.
На фиг, 1 изображено устройство, перед соединением; на фиг. 2 - то же, после соединения.
Предлагаемое устройство состоит из детали 1 с приваренным к ней сильфо- ном 2, детали 3 с полостью А, выполненной в виде глухого ступенчатого отверстия, причем во внутрь сильфона 2 помещен легкоплавкий материал 4, уменьшающий свой объем при затвердевании, а в полости детали 3 установлен сильфон 5, между наружной поверхностью которого и стенкой полости А детали 3 помещен легкоплавкий материал 6, увеличивающий свой объем при затвердевании. На детали 3 для разогрева узла стыка у становлен нагреватель 7, На боковой поверхности сильфона 2 выполнены капиллярные отверстия Б.
Предлагаемое устройство работает следующим образом.
Для соединения детали 1 с деталью 35 торцовыми поверхностями глухого от3 сильфон 2 детали 1 устанавливается в полость А детали 3 до упора с начальным зазором между фланцами 8. Включается нагреватель 7, легкоплавверстия, внутренний сильфон одним торцом жестко связан с обращенной к нему торцовой поверхностью одной детавыполненным
45
ли-, а противоположным, кий материал 6 расплавляется. За счет 40 закрытым, контактирует с дном глухо- прижимного усилия сильфон 2 уменьша- го отверстия другой детали, высота ется по длине и расплавленный материал из него через отверстия Б вытекает в полость А, После прижатия деталей 1 и 3 нагреватель 7 отключается и вещество, заполняющее сильфон 2, при затвердевании уменьшает свой объем, за счет этого в осевом направ- ле.нии создается дополнительное усилие, уплотняющее стык между деталями 50 заполняющий часть полости между силь- 1 и 3 и обеспечивающее более плотную фонами и внутренний сильфон, - из ма- стыковку узла. В радиальном направлении поджатие осуществляется за счет расширения вещества при застывании в сильфоне 5.
При рассоединении фла.нцев включается нагревательный элемент, разогревнутреннего сильфона в свободном состоянии превышает высоту внешнего,легкоплавкий элемент, заполняющий часть полости, расположенную между наружной поверхностью внешнего сильфона и стенкой отверстия, выполнен из материала, увеличивающего объем при затвердевании, а легкоплавкий элемент.
териала, уменьшающего свой объем при затвердевании, при этом по периметру боковой стенки внутреннего сильфона 55 со стороны закрытого торца на расстоянии, не превышающем толщины последнего, выполнены капиллярные отверсвающий узел стыковки до полного расплавления плавких злементов, после чего деталь 1 отводят от детали 3 на расстояние В , при этом сильфон, .распрямляясь из сжатого положения,
сасывая через отверстия расплавленный материал из полости А, затем де- таль 1 отводят от детали 3, причем за счет сил поверхностного натяжения расплавленный материал из сильфонов обратно через отверстия не вытекает. Таким образом, применение предложенного устройства позволяет получить надежное крепление и уменьшить пролив материала запорных элементов.
Формула изобретения
1. Устройство для соединения дета- ей, содержащее контактирующие взаимообращенными торцами детали, расположенный в выполненной между ними поости запорный легкоплавкий элемент - и источник нагрева, отличающееся тем, что, с целью повышения надежности за счет обеспечения гарантированного радиального натяга и уплотнения стыка в соединении, уст- ройство снабжено двумя сильфонами, кондентрично расположенными в полости, выполненной в виде ступенчатого .глухого отверстия в одной из соединяемых деталей, внешний сильфон своими торцами по периметру жестко связан с
верстия, внутренний сильфон одним торцом жестко связан с обращенной к нему торцовой поверхностью одной детавыполненным
ли-, а противоположным, закрытым, контактирует с дном глухо- го отверстия другой детали, высота заполняющий часть полости между силь- фонами и внутренний сильфон, - из ма-
и-, а противоположным, закрытым, контактирует с дном глухо- го отверстия другой детали, высота заполняющий часть полости между силь- фонами и внутренний сильфон, - из ма-
внутреннего сильфона в свободном состоянии превышает высоту внешнего,легкоплавкий элемент, заполняющий часть полости, расположенную между наружной поверхностью внешнего сильфона и стенкой отверстия, выполнен из материала, увеличивающего объем при затвердевании, а легкоплавкий элемент.
ли-, а противоположным, 40 закрытым, контактирует с дном глухо- го отверстия другой детали, высота 50 заполняющий часть полости между силь- фонами и внутренний сильфон, - из ма-
териала, уменьшающего свой объем при затвердевании, при этом по периметру боковой стенки внутреннего сильфона 55 со стороны закрытого торца на расстоянии, не превышающем толщины последнего, выполнены капиллярные отверстил.
2. Устройство по п. 1, о т л и - чающееся тем, что диаметры капиллярных отверстий определяются соотношением
,
20-cosoL-
где Н - высота заполнения сильфона; р - плотность материала; g - ускорение свободного падения;
( - коэффициент поверхностного
натяжения; оС - краевой угол, 3. Устройство по пп. 1 или 2, о т- личающееся тем, что материал, увеличивающий.объем при затвердевании, является висмутом, а материал, уменьшающий объем при затвердевании, - сплавом олова со свинцом.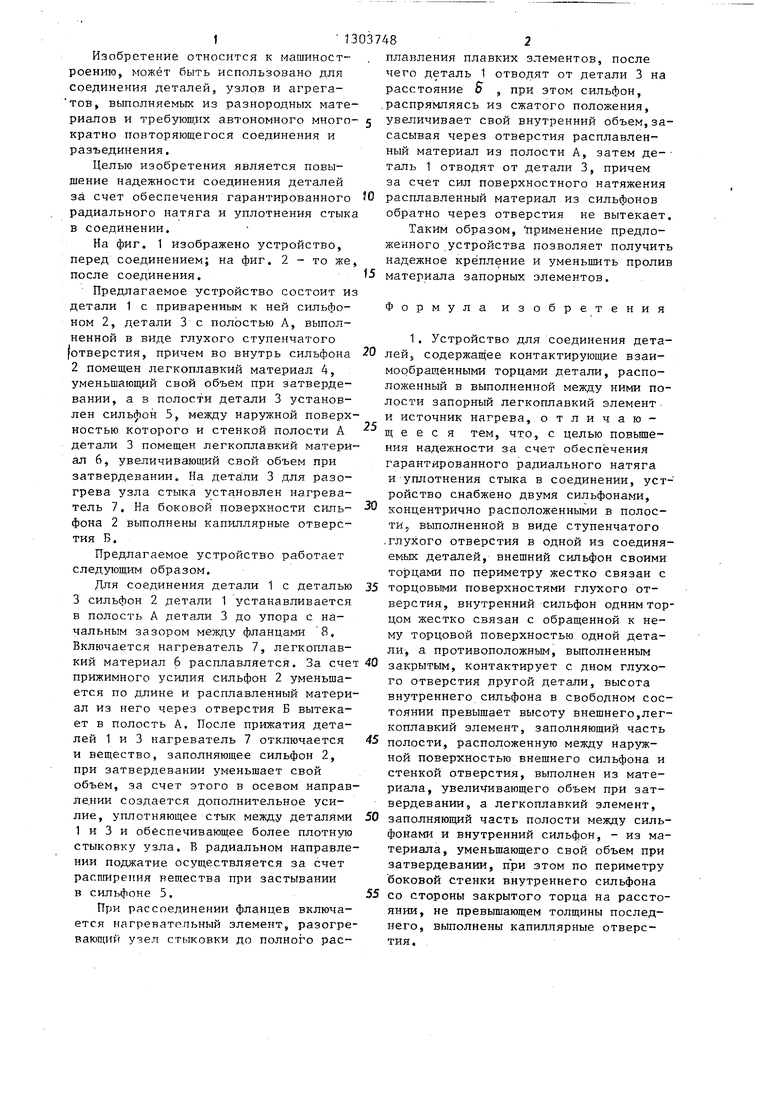
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОЧИСТКИ ГЛУХИХ ОТВЕРСТИЙ | 2014 |
|
RU2572422C1 |
| КОМПЕНСАТОР | 2006 |
|
RU2327909C2 |
| КОНСТРУКЦИЯ ПРОВОЛОЧНОГО ПРИПОЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ГЕРМЕТИЧНЫЙ СОЕДИНИТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2487788C2 |
| Устройство для отливки слитков | 1986 |
|
SU1382582A1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ И СИЛОВАЯ ТОЧКА СОЕДИНЕНИЯ | 2005 |
|
RU2308345C2 |
| МЕХАНИЧЕСКОЕ ПРИСОЕДИНЕНИЕ ПРОВОДНИКА ЭЛЕКТРИЧЕСКОГО ТОКА К ИНЕРТНЫМ АНОДАМ | 2004 |
|
RU2299276C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОМЕТАЛЛОКОМПОЗИТА | 2009 |
|
RU2428389C1 |
| Узел заземления электрооборудования | 1985 |
|
SU1396186A1 |
| Устройство для неразъемного соединения деталей | 1982 |
|
SU1060367A1 |
| ТЕРМОРЕГУЛЯТОР ДЛЯ ОТОПИТЕЛЬНОЙ СИСТЕМЫ ТЕПЛОСНАБЖЕНИЯ | 1995 |
|
RU2072465C1 |

Изобретение относится к области машиностроения и может быть использовано для соединения деталей (Д), узлов и агрегатов, выполняемых из разнородных материалов и требующих автономного многократно повторяющегося соединения и разъединения. Целью изобретения является повышение надежности соединения. Соединение содержит Д 1 и 3, запорный элемент, состоящий из двух различных легкоплавких сплавов 4 и 6, один из которых увеличивает, а другой уменьшает свой объем (0) при затвердевании, и два концентрич- но расположенных в полости, выполненной в Д 3, сильфона (С) 2 и 5. Внутренний С 2 в рабочем положении находится в сжатом состоянии. На боковой поверхности С 2 выполнены капиллярные отверстия, расположенные на определенном расстоянии от торца. Указанная цель достигается за счет создания до- полнительного усилия, уплотняющего стык между Д, и обеспечения радиального натяга вследствие уменьшения О сплава 4 (т.е. сжатия С 2) и увеличения О сплава 6 (т.е. расширения С 5) при затвердевании соответственно. 2 з.п. ф-лы, 2 ил. i СО О ОЭ 4j .4 ОО
/7Мт
фиг. 2
Редактор Л. Повхан
Составитель В. Иванов
Техред М.Ходанич Корректор, Н . Король
Заказ 1288/35 Тираж 760Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Орлов Л.П | |||
| Основы конструирования | |||
| М.: Машиностроение, 1977 | |||
| кн | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Держатель для поленьев при винтовом колуне | 1920 |
|
SU305A1 |
| Способ соединения деталей кольцевым запорным элементом | 1976 |
|
SU654806A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
