Изобретение относится к литейному производству, в частности к составам суспензий для изготовления керамических форм по выплавляемым моделям.
Цель изобретения - сокращение времени изготовления керамической формы за счет увеличения толщины каждого ее слоя и повышение трещиноустойчиво- ста форм.
Сущность изобретения заключается в следующем.
Использование в качестве наполнителя суспензии, помимо пылевидного огнеупорного материала значительного количества (40-50% от массы наполнителя) , зернистого огнеупора с размером частиц 8П-200 мкм позволяет по- лучить керамическую форму однородной структуры с высокой трещиноустойчиво- стью. При этом значительно возрастает толщина каждого слоя, за счет чего сокращается число слоев.формы, а следовательно, и время, необходимое для ее изготовления.
Присутствующий в составе поливи- нилбутираль СПВБ), вводимый в композицию в виде 7%-ного спиртового раствора, обеспечивает суспензии, содержащей крупные огнеупорные частицы, Достаточную седиментационную устойчивость.
Суспензии готовят раздельным способом. В смеситель заливают гидроли- зованный раствор этилсиликата-40 (ГРЭ) вводят пылевидный наполнитель и перемешивают 30-40 мин. Затем в Смесь добавляют зернистый наполнител и перемешивают 10-15 мин. Далее в смесь вливают спиртовый раствор ПВБ и суспензию перемешивают еще 10-20 мин
Приготовленные таким образом суспензии используют для 2 - 4-го слоев форм и образцов для испытания .на прочность. Для 1-го и 5-го слоев используют суспензии, содержащие только пьшевидный огнеупорный наполнитель.
Для обсыпки 2 - 4-го слоев покрытия применяется способ нанесения зернистого наполнителя виброуплотнением в вибропескосыпе. Сушку всех слоев покрытия проводят вакуумно-аммиачным способом.
Если суспензия содержит кварцевый 55 (пример 10).
наполнитель, слои покрытия обсыпают кварцевым песком 0315. Если в качестве наполнителя используют дистенсил- лиманит или электрокорунд, обсыпку
производят электрокорундом № 50 :ш1и № 63.
Трещиноустойчивость керамики при сушке определяется для каждого состава на дисковых образцах диаметром 80 мм и толщиной 2 и 4 мм. Образгды изготовляют заливкой в ванночки с высотой стенок 2 и 4 мм. После естественной сушки в течение 1-1,5 ч образцы проходят цикл вакуумно-аммиач- ной сушки, выдерживаются на воздухе 12-16 ч. Для каждого состава суспензии изготавливают по 5 образцов. При наличии трещины хотя бы на одном образце керамику из данной суспензии считают неудовлетворительной по тре- щиноустойчивости.
Вязкость суспензий определяют по времени истечения из вискозиметра с диаметром отверстия 10 мм.
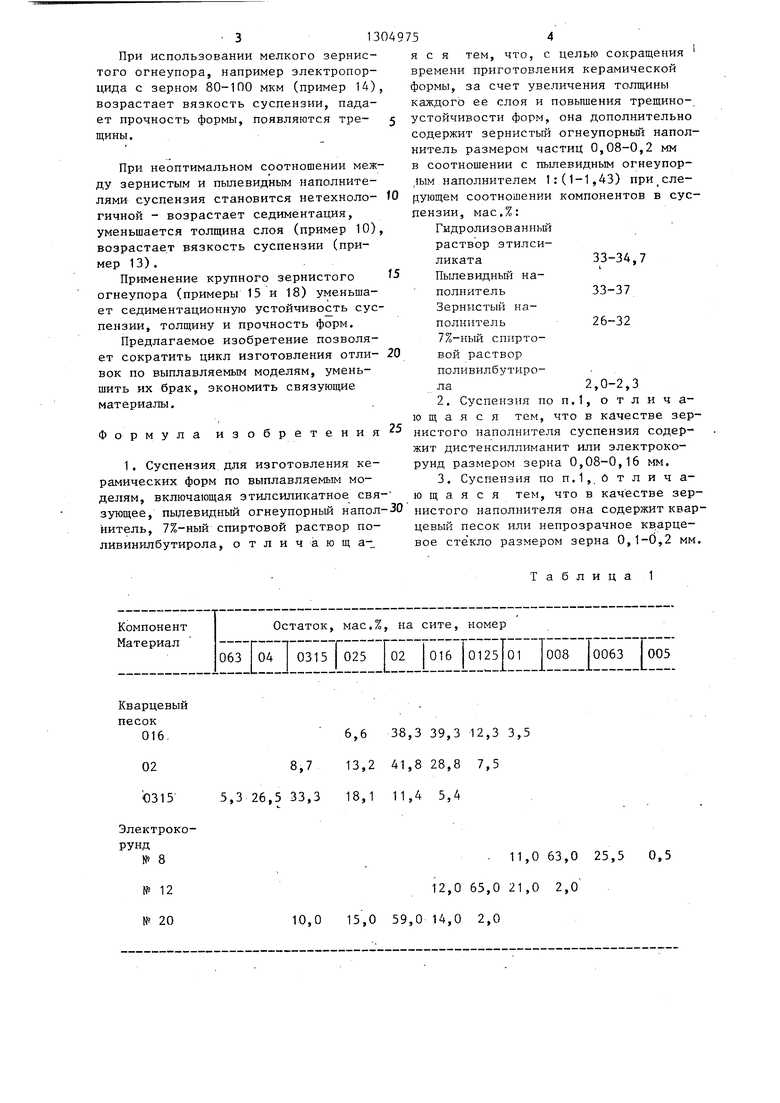
В табл.1 приведен гранулометрический состав зернистых огнеупорных материалов, использованных в качестве наполнителя суспензии.
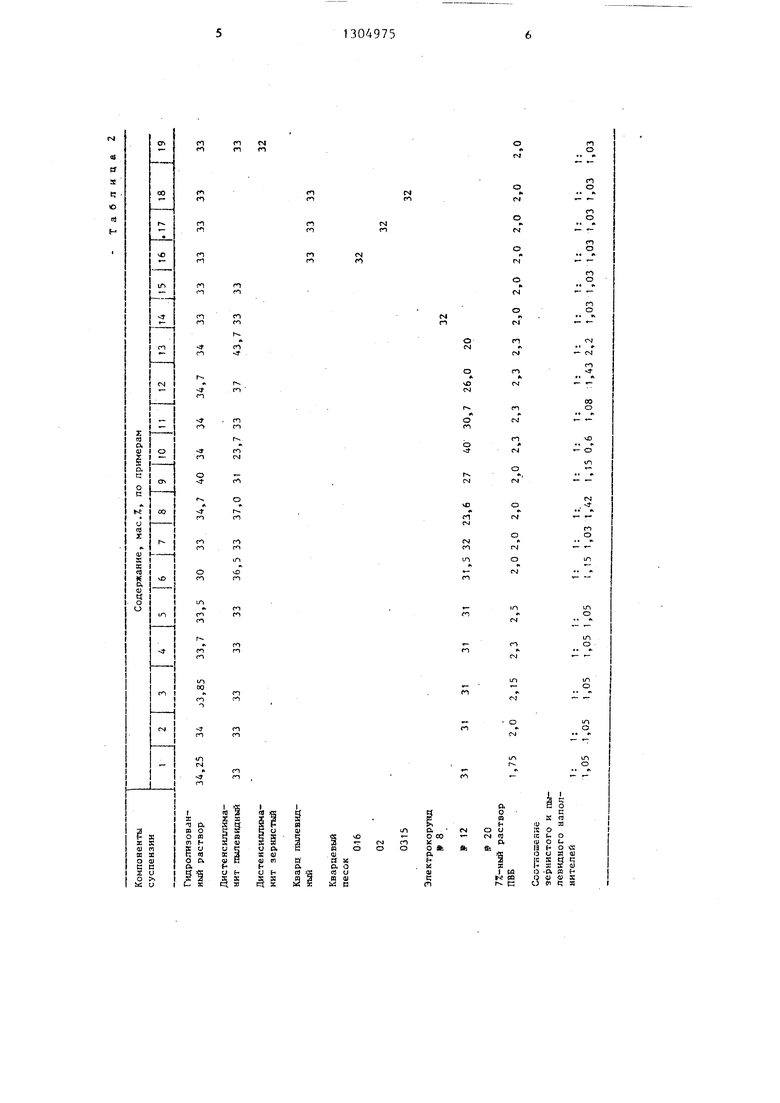
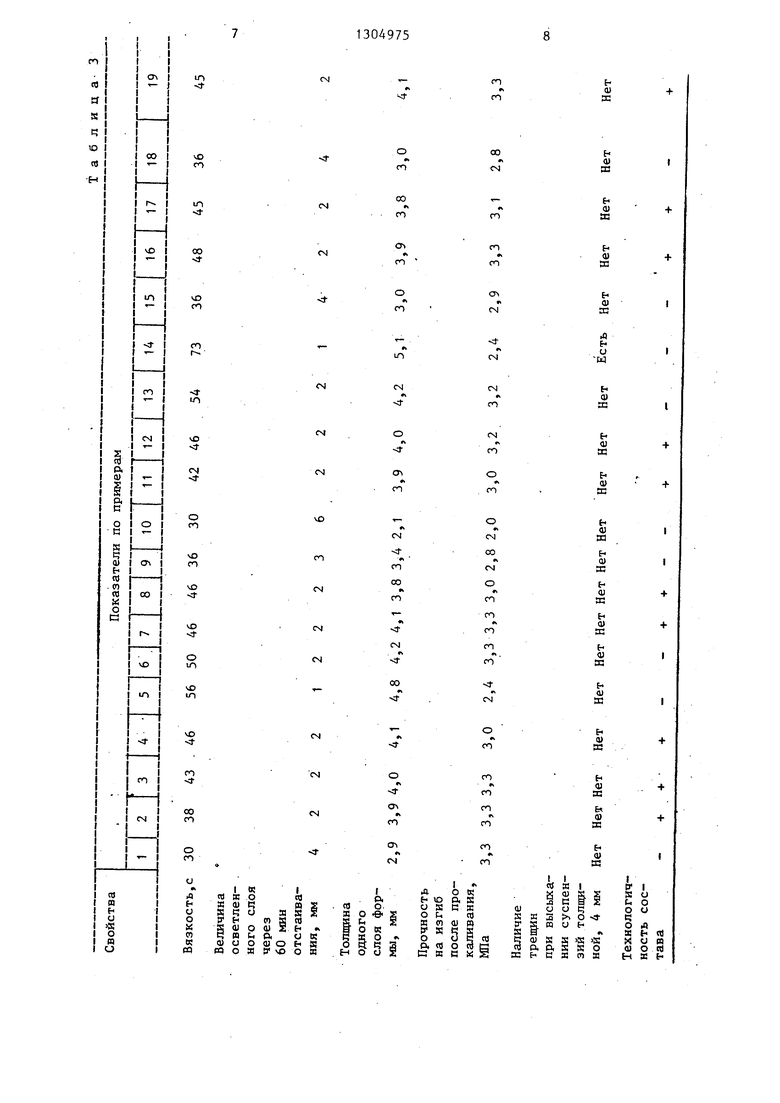
В табл.2 приведенЕЛ составы суспен|- зий, в табл.3 - свойства суспензий и форм.
Из данных табл.2 и 3 следует, что
при повышенном содержании раствора ПВБ резко повышается вязкость суспензии и уменьшается прочность керамики (пример 5). При пониженном содержании раствора ПВБ (менее 2,0%) резко. уменьшается толщина слоя огнеупорного покрытия, понижается седимента- ционная устойчивость суспензии (пример 1).
При оптимальном соотношении пылевидного и зернистого наполнителей и ПВБ в суспензии, но уменьшенном количестве жидкой фазы (ГРЭ) вязкость суспензии возрастает, что приводит к ухудшению ее кроющей способности (пример 6). При увеличении содержания ГРЭ снижается прочность керамики и уменьшаются седиментационная устойчивость суспензии и толщина слоя формы.
При повышении содержания зернистого наполнителя (более 32%) снижаются вязкость суспензии, толщина к прочность покрытия, у1 1еньшается седиментационная устойчивость суспен-
При уменьшении содержания зернистого наполнителя возрастает вязкость суспензии, что делает ее нетехнологичной (пример 13).
При использовании мелкого зернистого огнеупора, например электропор- цида с зерном 80-1ПО мкм (пример 14), возрастает вязкость суспензии, падает прочность формы, появляются тре- щины.
При неоптимальном соотношении между зернистым и пылевидным наполнителями суспензия становится нетехноло- гичной - возрастает седиментация, уменьшается толщина слоя (пример 10), возрастает вязкость суспензии (пример 13).
Применение крупного зернистого огнеупора (примеры 15 и 18) уменьшает седиментационную устойчиво ть суспензии, толщину и прочность форм.
Предлагаемое изобретение позволяет сократить цикл изготовления отли- вок по выплавляемым моделям, уменьшить их брак, экономить связующие материалы.
Формула изобретения
1 . Суспензия для изготовления керамических форм по выплавляемым моделям, включающая этилсиликатное связующее, пылевидньй огнеупорный наполнитель, 7%-ный спиртовой раствор поливинил бутирола, отличающ а-
Кварцевый песок 016.
02 0315
Электрокорунд № 8
№ 12 № 20
6,6 38,3 39,3 12,3 3,5 8,7 13,2 41,8 28,8 7,5 5,3 26,5 33,3 18,1 11,4 5,4
11,0 63,0 25,5 0,5 12,0 65,0 21,0 2,о 10,0 15,0 59,0 14,0 2,0
5
0
5
0
я с я тем, что, с целью сокращения времени приготовления керамической формы, за счет увеличения толщины каждого ее слоя и повьгаения трещино- устойчивости форм, она дополнительно содержит зернистый огнеупорньш наполнитель размером частиц 0,08-0,2 мм в соотношении с пылевидным огнеупор- шм наполнителем 1:(1-1,43) дующем соотношении компонентов в суспензии, мас.%:
Гидролизованный раствор этилси- ликата33-34,7
Пылевидный наполнитель33-37Зернистый наполнитель26-327%-ный спиртовой раствор поливилбутирола 2,0-2,3
2.Суспензия по п.1, отличающаяся тем, что в качестве зернистого наполнителя суспензия содержит дистенсиллиманит или электрокорунд размером зерна 0,08-0,16 мМ.
3.Суспензия по п,1,,0 т л и ч а- ю щ а я с я тем, что в качестве зернистого наполнителя она содержит кварцевый песок или непрозрачное кварцевое сте кло размером зерна 0,1-0,2 мм.
Таблица 1
см
cs
CM
CS|
N
vO
CM
CM
см
00
«ч
CS
00
ч
со
со
«
со
сг
fl
Сч|
-
п
см
со сч
ч со
о
«ч
со о
| CN
00
см о
f
со
со
л
со
со
|
со
st
C-J
со
со
ч
со со
гч
со со
ф,
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Суспензия для изготовления промежуточных слоев литейных керамических форм,получаемых по выплавляемым моделям | 1979 |
|
SU863695A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКИ ДЛЯ ОТЛИВОК С УЗКИМИ РАЗВИТЫМИ ВНУТРЕННИМИ ПОЛОСТЯМИ ПРИ ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2005 |
|
RU2277452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2375144C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2011 |
|
RU2478453C1 |
| Способ изготовления керамической оболочки для литья по выплавляемым моделям | 2018 |
|
RU2685827C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2008 |
|
RU2368452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2302311C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2368451C1 |
| Суспензия для изготовления литейных многослойных оболочковых форм | 1980 |
|
SU1036428A1 |
| СУСПЕНЗИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2333070C1 |
| НАПОЛНИТЕЛЬ НА ОСНОВЕ ЭЛЕКТРОКОРУНДА ДЛЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА | 0 |
|
SU394152A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ изготовления оболочковых форм по выплавляемым моделям | 1981 |
|
SU1014630A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Суспензия для изготовления литейных керамических форм по удаляемым моделям | 1978 |
|
SU759198A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
