Изобретение относится к литейному производству, в частности к формовочным машинам и является усовершенство- заиием устройства по авт.св. № 86А661.
Целью изобретения является улучше- ние качества формы при одновременном повьпиении долговечности работы машины.
На чертеже схематично изображена предлагаемая машина.
Машина содержит цилиндр 1 прессования, шток которого связан с модельной плитой 2 5цилиндр 3 внедрения, протяжную плиту А, к KOTopofi прикреплены штоки подвижных упоров 5,обрат- ные клапаны 6 и 7, распределитель 8 прессового цилиндра, распределитель
9цилиндра внедрения, распределитель
10подвижных упоров 5, гидрозамок 11 и предохранительный клапан 12.
Машина работает следующим образом
При включении электромагнита А поршневая полость цилиндра 1 прессования через гидрозамок 11 и распределитель 8 соединяется с маг истралью давления, штоковая полость - с баком Шток цилиндра 1 с модельной плитой 2 поднимается, при этом шток цилиндра 3 внедрения находится в верхнем положении, так как его поршневая полость через распределитель 9 и обратный клапан 7 соединена с магистралью давления В ходе подъема шток цилиндра 3 упирается в .протяжную плиту 4, при этом включается электромагнит Б. распределителя 10 - протяжная плита А вместе с подвижными упорами 5 поднимается, происходит заполнение цилиндров подвижных упоров рабочей жидкостью из штоковой полости цилиндра 1, так как сопротивление обратного клапана 6 вьпие, чем давление в полостях цилиндров подвижгых упоров 5.
На этом заканчивается спаривание и предварительное прессование.
При внедрении модели остается включенным электромагнит А, включается электромагнит В распределителя 9 и отключается электромагнит Б распре делителя 10, шток цилиндра 3 опускается вниз , так как его штоковая полость через распределитель 9 соединяется с магистралью давления, поршневая с баком, а шток цилиндра 1 с модельной плитой продолжает подъем, причем скорость подъема штока цилиндра 1 равна или меньше скорости опускания штока цилиндра - 3. В этом случае протяжная
O
5
0
5
5
5
0
5
0
5
плита 4 остается неподвижной, зависая на подвижных упорах, слив из которых заперт распределителем 10, а настройка предохранительного клапана 12 соответствует весу подвижных частей,,
По окончании операции внедрения модели электромагнит отключается,шток цилиндра 1 останавливается (поргане- вая полость цилиндра запирается распределителем 8) и отключается электромагнит В распределителя 9 - шток цилиндра 3 поднимается в верхнее положение при неподвижной модельной плите, осуш;естБЛяя прессование протяжной плитой о Одновременно с отключением электромагнита В включается ЭМ-Б распределителя 10.
Таким образом, рабочая жидкость из штоковой полости цилиндра 3 при подъеме его штока вытесняется через распределитель 10 в цилиндры подвшкных упоров, которые поднимаются вместе с протяжной плитой.
После окончания прессования протяжной плитой электромагнит включается, кроме того,, остается включенным электромагнит Б - происходит окончательное уплотнение формы, при котором шток цилиндра 1 пер€;меш;ается вверх, а так как шток цилиндра 3 в это время удерживается давлением в верхнем положении, то протяжная и модельная плиты перемещаются также вверх, оставаясь неподвшкными друг относительно друга - при этом полости цилиндров подвижных упоров заполняются рабочей, жидкостью, вытесняемой из штоковой полости цилиндра црессования.
На этом процесс формообразования заканчивается, отключаются электромагниты А и Б и включаются злектромаг- нит Г распределителя 8 и электромагнит Д распределите:::я 10 - поршневая полость цилиндра 1 -через гидрозамок 11 и распределитель 8 соединяется с баком, штоковая - с магистралью давления. Шт.ок цилиндра прессования вместе с протяжной л модельной плитами опускается вниз, при этом рабочая жидкость из Щ линдров подвижных упоров через распределитель 10 вытесняется в бак.
Б процессе опускания отключается электромагнит Д распределителя 10, подвижные упоры с протяжной плитой останавливаются, а шток цилиндра 1 с модельной плитой продолжает опускаться, осуш.ествляя вытяжку модели из формы.
313049764
Изобретение позволит обеспечитьФормула изобретения улучшение качества формы при одновре- Машина для изготовления литейных
менном повышении долговечности работыформ способом последовательного пресза счет обеспечения постоянного кон-сования по авт.св. № 864661, о т л итакта между протяжной.плитой и под- 5чающаяся, тем, что, с целью
вижными упорами на протяжении всегоулучшения качества формы при одноврепроцесса изготовления формы, ликвида-менном повышении долговечности работы
цию перекосов протяжной плиты и уда-машины, подвижные упоры жестко связадов в момент начала протяжки.ны с протяжной плитой.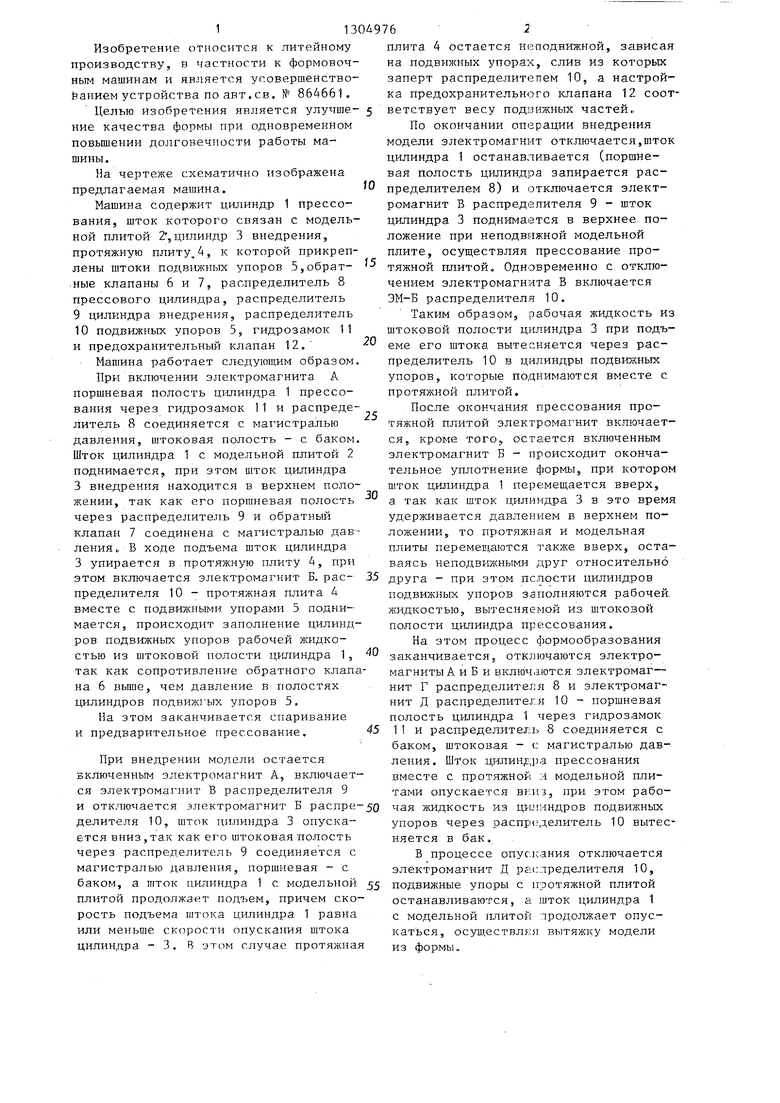
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления литейных форм | 1979 |
|
SU864661A1 |
| Машина для уплотнения балласта железнодорожного пути | 1988 |
|
SU1564246A2 |
| Система управления гидравлическим прессом | 1986 |
|
SU1361019A1 |
| Устройство для производства разделительных операций | 1987 |
|
SU1712074A1 |
| Устройство для извлечения отъемных частей модели | 1980 |
|
SU884833A1 |
| Гидравлический пресс | 1985 |
|
SU1291440A1 |
| ПРИВОД ГИДРАВЛИЧЕСКОГО ПРЕССА | 1992 |
|
RU2039660C1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
| Машина для сварки трением | 1988 |
|
SU1637982A1 |
| Гидропривод пакетировочного пресса | 1987 |
|
SU1447694A1 |
Изобретение относ1гтся к литейному производству, в частности к формовочным машингэм. Цель изобретения - улучшение качества формы при одновременном повышении долговечности работы машины. Машина содержит цилиндр 1 прессования, шток которого связан с модельной плитой 2, цилиндр 3 внедрения, протяжную njHiTy 4,к которой прикреплены штоки подвижных упоров 5. Жесткая связь подвижных упоров 5 и протяжной плиты позволяет ликвидировать перекосы протяжной плиты и удары в момент начала протяжки. 1 ил. . . NJ
| Машина для изготовления литейных форм | 1979 |
|
SU864661A1 |
