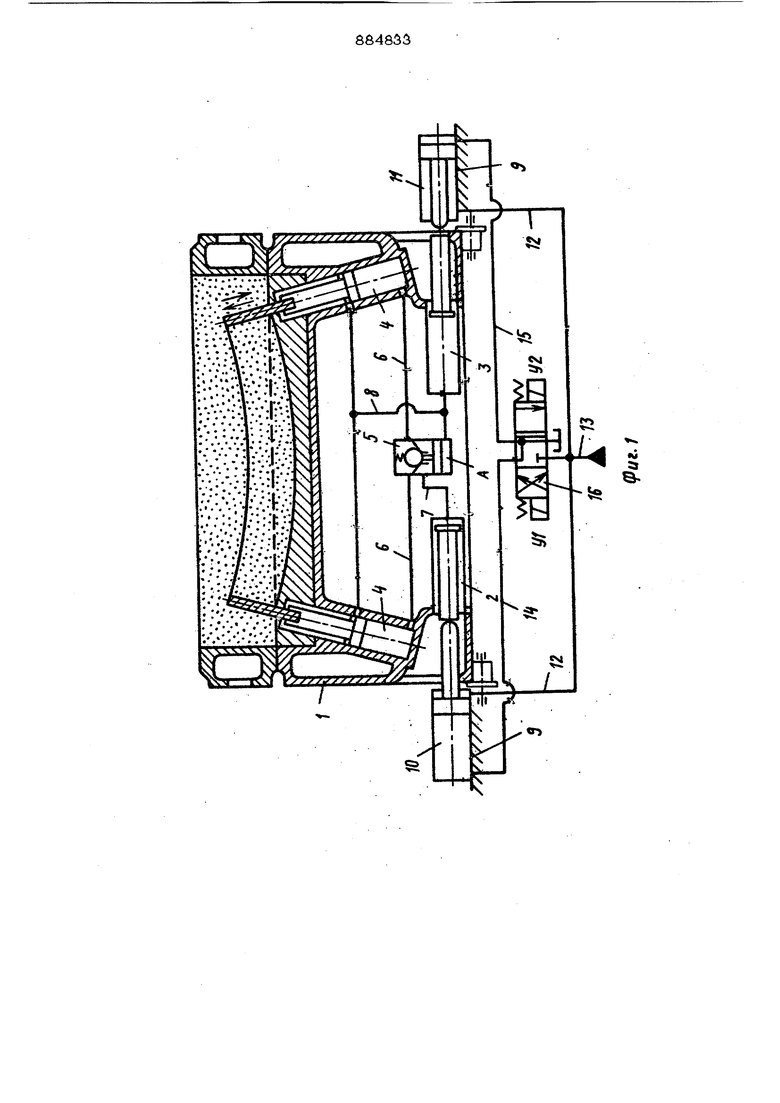
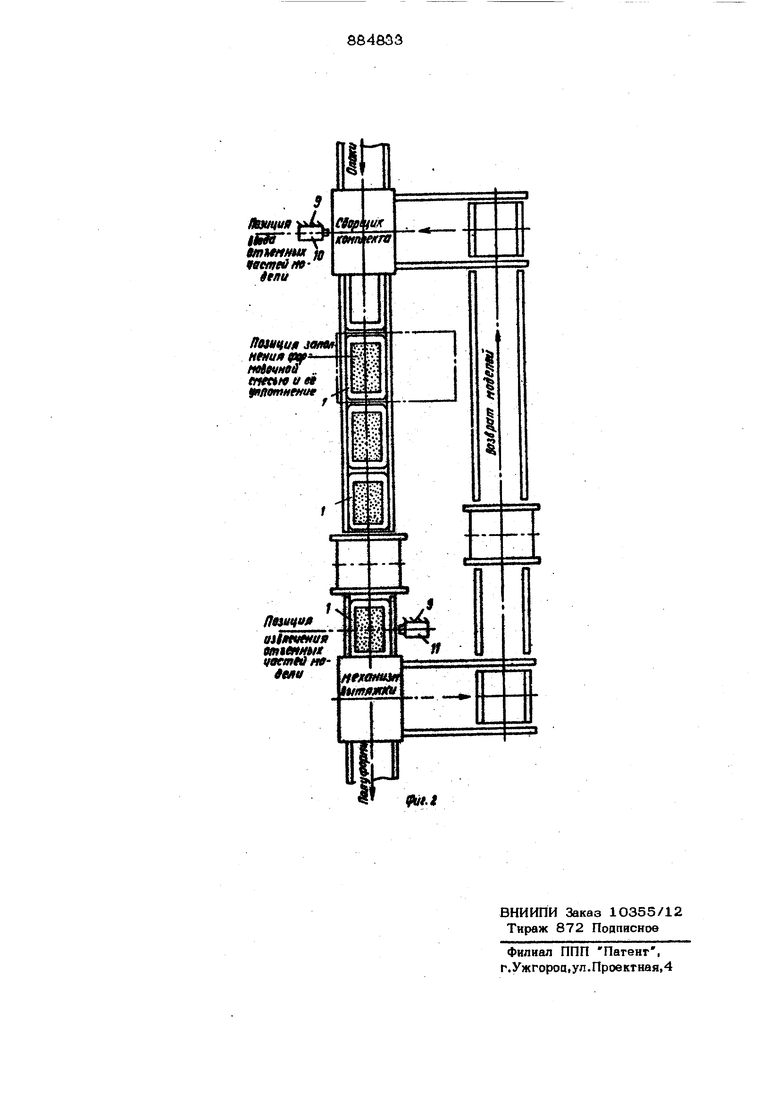
(54) УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ОТЪЕМНЫХ ЧАСТЕЙ МОДЕЛИ Изобретение относится к литейному произвоцству и может быть использовано в автоматических формовочных линиях. Наиболее близким к предлагаемому . по технической сущяости и достигаемому эффкту является устройство для извлечения отъемных частей модели, содеркашее станину, по|хиневЫ1 лривод, на штоках которого закреплены отъемные части модели, подмодельную ллиту и напорную магистраль L--J Однако при применении этого устройства требуется конкретное решение во под воду энергии к поршневому приведу, на штоке которого закреплена отъемная част модели. Кроме того, этот механизм неработоспособен в автоматических линиях, на которых одновременно используется несколько модельных компонентов для разных форм с различным количеством и направлением вытяжки отъемных частей модели. Цель изобретения - расширение технологических возможностей и повышение надежности работы модельн Л оснастки с отъемными частями. Указанная цель достигается тем, что устройство, содержашее станину, пораие- вой привод, на штоках которого закреппе ны отъемные частя модели, подмодвльвую пш1ту II напорную магистраль, сиабжеио .автономной закрытой гидросистеме с плунжерами задающих цилиндров, «яхонта рованной на подмодельной плите, трехпо зиционным распредешггелем в оилиндрами - толкателями, жестко закрепленными на станине, штоковые полости KoropiUC соединены с напорной магистралью, а лоршневые взаимодействуют с трехпозшшонным распределителем, причем плунжеры задакших цилиндров взаимодействуют с цилиндрами - толкателями. На фиг. 1 схематично изображено уст ройство для извлечения отъемн1 1Х частей модели; на флг. 2 - схема формовочногоучастка автоматической линии. . Устройство для извлечения отъемиых частей модели содержит подмодельнуЮ 3б плиту 1, на которую установлены два задающих плунжерных цилиндра 2 и 3, исполнительные цилиндры 4 с гидрюзамком 5, эапиракдцим их поршневые полости, связанные между собой трубопроводами 6-8, представляюише собой автономную закрытую гидросистему. На станине 9 линии за креплены неподвижно два ципиндра-толкатедя 10 и 11, штоковые полости которых трубопроводом 12 соединены с напорной .магистралью 13, а поршневые полости трубопроводами 14 и 15 - с трехпозиционным распределителем 16. В нейтральном положении распределитель 16 связы- вает поршневые полости цилиндров 10 и« 11 со сливом. Устройство работает следующим образом. При поступлении попуформы с моделью на позицию извлечения отъемных частей включается электрс 4агнит У1 распределителя 16 и рабочая жидкость из напорной магистрали 13 по трубопроводу 15 нагнетается в поршневую полость цилиндрз 11. Шток цилиндра 11 выдвигаеася и толкает плунжер цилиндра 3. В результате рабочая жидкость из цилиндра 3 вытесняется и по трубопроводу 8 поступает в штоковые полости рабочих цилиндров 4 и подсеть А гидрозамка 5, открывая его для обратного потока жидкости. П1Йэисходит извлечение отъемных частей модели а рабочая жидкость из поршневых полостей цилиндров 4 через открытый гидрозамок 5 по трубопроводу 6 и 7 вытесняется в цилиндр 2, выдвигая его плунжер на ружу. В конце операции извлечения отъем ных частей электромагнит У1 отключается, золотник распределителя 18 устанавли вается в нейтральное положение, соединяя поршневые, полости цилиндров 10 и 11 со сливом. В таком положении попуформа с моделью поступает в механизм вытяжки. После Ш)1тяжки подмодепьная ппита с моделью подается в механизм сборки, где происходит спаривание со следующей опокой и ввод отъемных частей. При этом включается электромагнит У2 распредели.теля 16, рабочая жидкость на нап(фной магистрали 13по трубопроводу 14 по 3 лупает в поршневую полость цилиндра 10. Шток цилицдра 1О выдвигается и толкает плунжер цилиндра 2. Рабочая жидкость из цилиндра 2 через гидрозамок 5 по трубопроводам 6 и 7 поступает в поршневые полости цилиндров 4. Происходит ввод отъемных частей модели в рабочее положение. По окончании ввода отъемных частей электромагнит У2 отключается, а подмодельная плита с опокой перемещается на позицию формовки. Во избежание перемещения отъемных частей модели от собственного веса вниз поршневые полости цилиндров 4 запираются гидрюзамком 5. Предлагаемое устройство позволяет полностью сократить ручнсЛ труд по подготовке модельных комплектов к повторным формовкам, расширить номенклатуру одновременно формируемых изделий и автОматизирювать изготовление полуформ по моделям с отъемными частями. Формула изобретения Устройство для извлечения отъемных частей модели преимущественно плавающей модельной оснастки в автоматических формовочных линиях, содержащее станину, поршневой привод, на штоках которого закреплены отъемные части модели, подмодельную плиту и напорную магистраль, отличающееся тем, что, с целью расширения технологических возможностей и повышения надежности рабо« ты модельной оснастки с отъемными частями, оно снабжено автономной закрытой гидросистемой с плунжерами задакяцих ципиндроа, смонтированной на подмодепьной плите, трехпозиционным распределителем и 1шпиндр ами - тошштепями, жестко закрепленными на станине, штоковые по пости KOTOjaix соединены с напорной магистралью, а поршневые взаимодействуют с Т| ехпо1й1ционным распредепитепем, причем пдунл еры. задакяцих цилиндров взаимодействуют с цилиндрами - толкателями. Источники информации, принятые во внимание при экспертизе 1, Патент Франции № 1227357, кп. В 22 С, I960,
В
t.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления литейных форм способом последовательного прессования | 1985 |
|
SU1304976A2 |
| Устройство для производства разделительных операций | 1987 |
|
SU1712074A1 |
| Система управления гидравлическим прессом | 1979 |
|
SU928745A1 |
| Формовочная машина | 1990 |
|
SU1773551A2 |
| Пресс для склеивания | 1976 |
|
SU656870A1 |
| Гидромолот | 1983 |
|
SU1165743A1 |
| Гидравлическая стойка шахтной крепи | 1982 |
|
SU1086175A1 |
| Гидравлический привод для ударногоСТРугА | 1979 |
|
SU815289A1 |
| Машина для уплотнения балласта железнодорожного пути | 1988 |
|
SU1564246A2 |
| Установка для бурения восстающих выработок | 1980 |
|
SU909186A1 |