1
Изобретение относится к деревообрабатывающей промышленности.
Известна линия производства древесностружечных плит, которая состоит из главного конвейера, формующей станции, подпрессовщика, контрольных весов, горячего пресса, охлаждающей установки, форматнообрезного станка, шлифовального станка и установки сортировки отшлифованных плит по качеству 1.
В этой линий нет сортировки нешлифованных плит по толщинам, а разнотолщинность плит устраняется путем калибровки их на калибровочно-шлифовальных станках.
Известна также линия производства древесностружечных плит, которая состоит из главного конвейера, формующей машины, подпрессовшика, контрольных весов, горячего пресса, охлаждающей установки, форматно-обрезного станка, шлифовального станка и установки сортировки отшлифовапньт:; плит по сортам 2.
Эта линия также не имеет установки для сортировки нешлифованных плит по толшинам. При шлифовании пересортированных плит получается до 10% плит с недошлифованными участками и такое же количество плит с прошлифованными участками наружных слоев плиты до крупной стружки внутреннего слоя. Для доработки недошлифованных участков требуется повторное шлифование, а это создает асимметрию плотности по толщине плиты, что вызывает
5 ее коробление. При прошлифовке наружного слоя снимается в отходы высококачественный наружный слой плиты, от чего снижается ее прочность и она не пригодна для ламинирования.
10 Цель изобретения - повышение качества продукции.
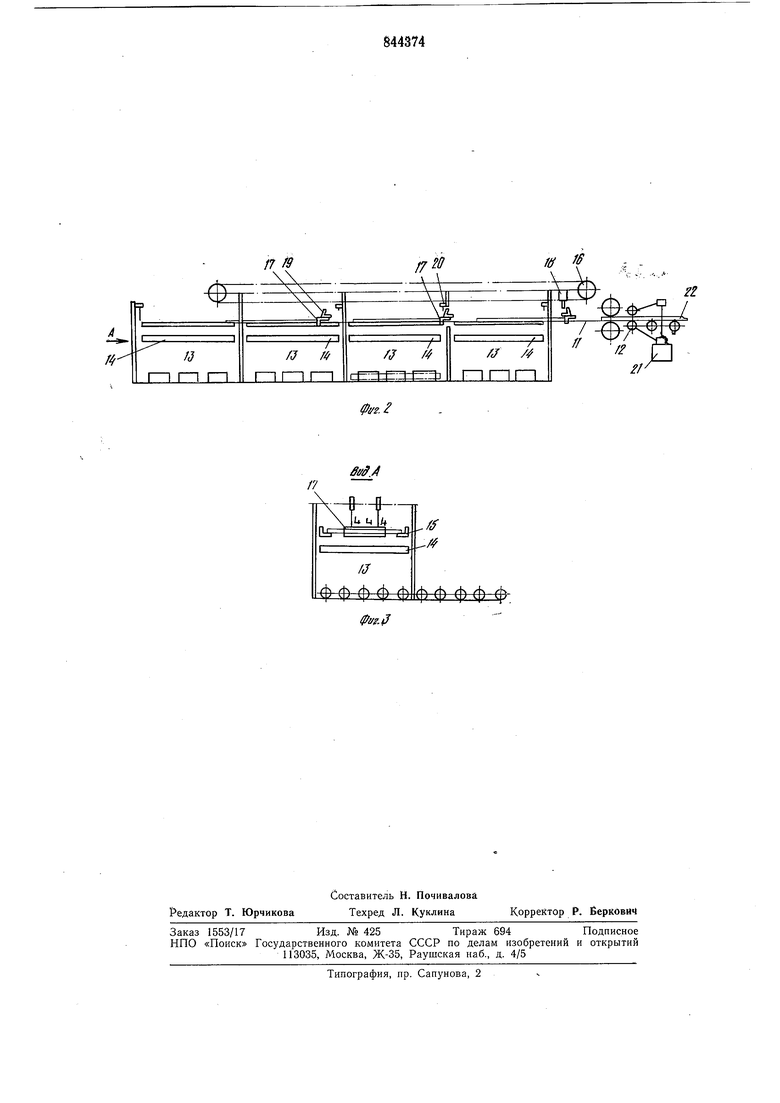
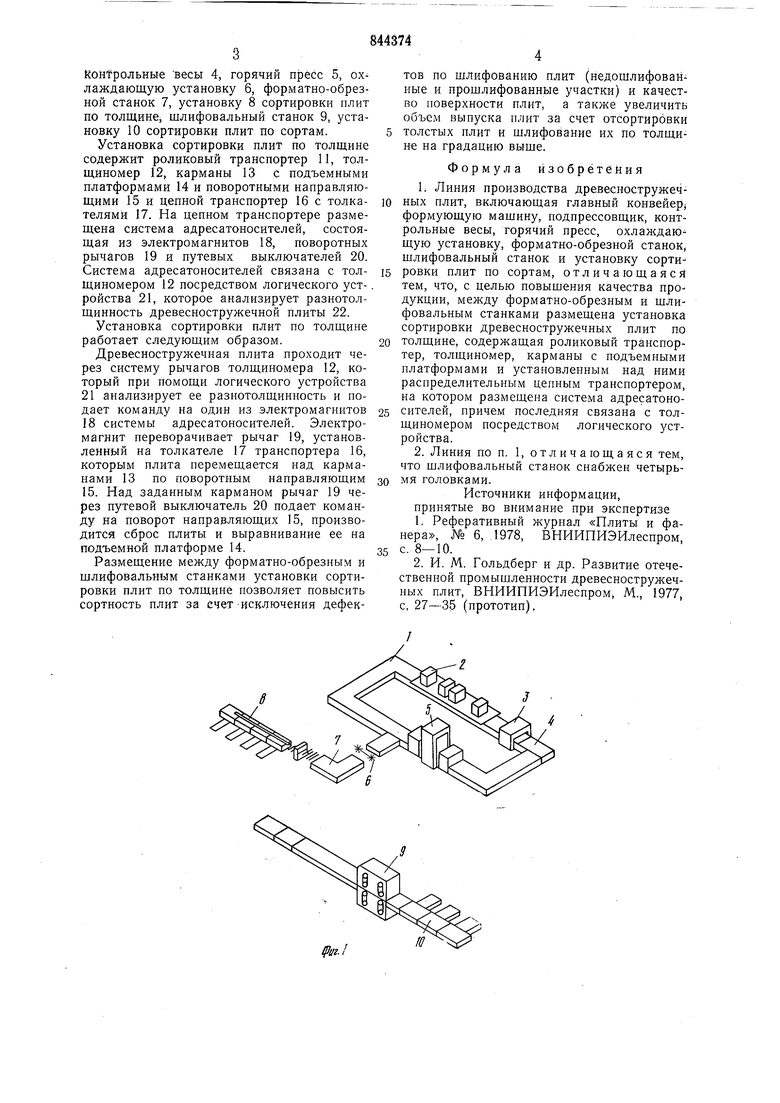
Это достигается тем, что между форматно-обрезным и шлифовальным станками размещена установка сортировки древесностружечных плит по толщине, содержащая роликовый транспортер, толщиномер, карманы с подъемными платформами и установленным над ними распределительным цепным транспортером, на котором разме20 щена система адресатоносителей, причем последняя связана с толщиномером посредством логического устройства. Шлифовальный станок снабжен четырьмя головками. На фиг. 1 изображена линия производства древесностружечных плит; на фиг. 2- установка сортировки плит по толщине, вид сбоку; на фиг. 3 - вид А на фиг. 2.
Линия включает главный конвейер 1, формующую машину 2, подпрессовщик 3,
КойТрольные весы 4, горячий пресс 5, охлаждающую установку 6, форматно-обрезной станок 7, установку 8 сортировки плит по толщине, шлифовальный станок 9, установку 10 сортировки плит по сортам.
Установка сортировки плит по толщине содержит роликовый транспортер 11, толщиномер 12, карманы 13 с подъемными платформами 14 и поворотными направляющими 15 и цепной транспортер 16 с толкателями 17. На цепном транспортере размещена система адресатоносителей, состоящая из электромагнитов 18, поворотных рычагов 19 и путевых выключателей 20. Система адресатоносителей связана с толщиномером 12 посредством логического уст-. ройства 21, которое анализирует разнотолщинность древесностружечной плиты 22.
Установка сортировки плит по толщине работает следующим образом.
Древесностружечная плита проходит через систему рычагов толщиномера 12, который при помощи логического устройства 21 анализирует ее разнотолщинность и подает команду на один из электромагнитов 18 системы адресатоносителей. Электромагнит переворачивает рычаг 19, установленный на толкателе 17 транспортера 16, которым плита перемещается над карманами 13 по поворотным направляющим 15. Над заданным карманом рычаг 19 через путевой выключатель 20 подает команду на поворот направляющих 15, производится сброс плиты и выравнивание ее на подъемной платформе 14.
Размещение между форматно-обрезным и щлифовальным станками установки сортировки плит по толщине позволяет повысить сортность плит за счет-исключения дефектов по шлифованию плит (недощлифованные и прошлифованные участки) и качество поверхности плит, а также увеличить объем выпуска плит за счет отсортировки толстых плит и шлифование их по толщине на градацию выше.
Формула изобретения
1.Линия производства древесностружечных плит, включающая главный конвейер;
формующую машину, подпрессовщик, контрольные весы, горячий пресс, охлаждающую установку, форматно-обрезной станок, шлифовальный станок и установку сортировки плит по сортам, отличающаяся тем, что, с целью повышения качества продукции, между форматно-обрезным и шлифовальным станками размещена установка сортировки древесностружечных плит по
толщине, содерл ащая роликовый транспортер, толщиномер, карманы с подъемными платформами и установленным над ними распределительным цепным транспортером, на котором размещена система адресатоносителей, причем последняя связана с толщиномером посредством логического устройства.
2.Линия по п. 1, отличающаяся тем, что шлифовальный станок снабжен четырьмя головками.
Источники информации, принятые во внимание при экспертизе
1.Реферативный журпал «Плиты и фанера, № 6, 1978, ВНИИНИЭИлеспром
с. 8-10.
2.И. М. Гольдберг и др. Развитие отечественной промышленности древесностружечных плит, ВНИИПИЭИлеспром, М., 1977, с, 27-35 (прототип), fff f
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства древесно-стружечных плит | 1982 |
|
SU1070024A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия бесподдонного изготовления древесностружечных плит | 1980 |
|
SU897580A1 |
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия производства древесно-стружечных плит | 1988 |
|
SU1562146A1 |
| Линия изготовления биоводостойких древесностружечных плит | 1985 |
|
SU1248809A1 |
| Линия изготовления древесностружечных плит | 1985 |
|
SU1305040A1 |
| Линия для производства древесностружечных плит | 1983 |
|
SU1135647A1 |
| Линия изготовления древесно-стружечных плит | 1990 |
|
SU1722836A1 |