Изобретение относится к .автомати,зации и механизации трудоемких процессов при изготовлении керамических изделий, в частности камней и кирпича, и может быть использовано в промышленности строительных материалов.
Цель изобретения - повышение производительности и надежности.
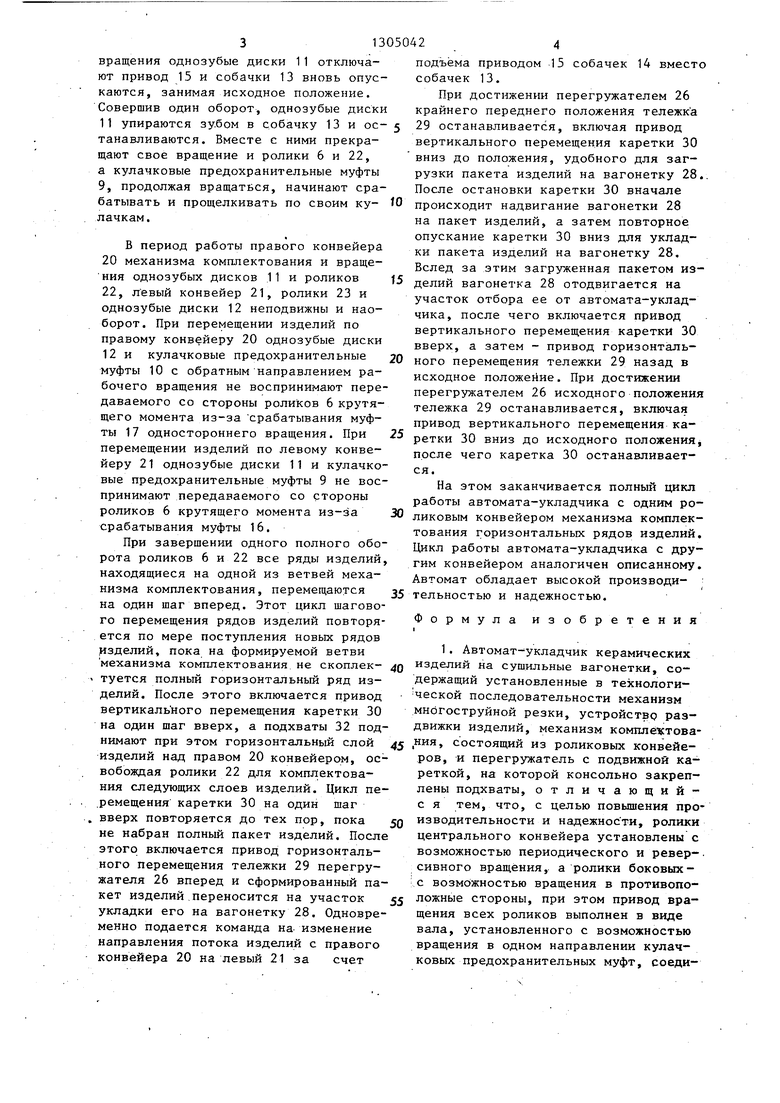
На фиг. 1 изображен автомат-укладчик, вид сбоку; на фиг. 2 - тоже, вид сверху; на фиг. 3 - схема привода механизмов изменения направления потока изделий и комплектования их горизонтальных, рядов; на фиг. 4 - разрез А-А на фиг. 3.
Автомат-укладчик состоит из механизма 1 многострунной резки глиняного бруса, выдавливаемого из мундштука пресса 2, механизма 3 раздвижки нарезанных изделий, связанного цепным транспортером 4с подъемно-опускающимся столиком 5, на котором установлен центральный роликовый конвейер с периодически и реверсивно вра- щающимуся роликами 6. Периодический привод роликов 6 во вращение, как и реверсирование направления их вращеВыдавливаемый из мундштука пресса 2 глиняный брус разрезается механизмом 1 многострунной резки на отдельные изделия, которые, продвигаясь через механизм 3 раздвижки, образуют между их разрезанными торцами определенные зазоры, с которыми изделия пероликами .6. Кинематическая связь состоит из зубчатой передачи 8, соединенной через пару кулачковых предохранительных муфт 9 и 10 с однозубы- . ми дисками .11 и 12 и стопорными собачками 13 и 14, приводимыми в движение индивидуальным приводом 15, например электромагнитом, и муфт 16 и
ния, осуществляется от непрерывно
вращающегося в неизменном направлении 30 ремещаются на цепной транспортер 4.
вала 7, кинематически связанного с В период движения изделий цепным.
транспортером 4 в направлении к столику 5 последний находится в опущенном положении, а его ролики 6 в зас- 35 топоренном собачками 13 и 14 состоянии. При достижении торцом первого изделия определенного положения над роликами 6 подъемно-опускающийся столик 5 начинает подниматься, включая
17 одностороннего вращения. В каждой 40 по пути в работу привод 15 подъема
паре кулачковых предохранительных собачек 13 при комплектовании издемуфт 9 и 10, однозубых дисков 11 и ЛИЙ на правом роликовом конвейере 20.
12 и муфт .16 и 17 рабочее направление Привод 15 поднимает собачки 13, освобождая удерживаемые до этого от 45 вращения однозубые диски 11, и под воздействием постоянно вращающихся совместно с валом 7 кулачковых предохранительных муфт 9 однозубые диски 11 начинают вращаться, приводя во 50 вращение ролики 6 и 22,
вращения вьтолнено противоположным одно другому. Вал 7 приводится во вращение от электродвигателя 18 через редуктор 19..
Механизм комплектования горизонтальных рядов изделий содержит правый 20 и левый 21 роликовые конвейеры, образованные из периодически вращающихся роликов 22 и 23, привод которых осуществляется от непрерывно вращающегося вала 7. Кинематическая связь
По окончании подъема столика 5 его ролики 6 подхватывают нарезанный ряд изделий на себя, открывая их вала 7 с роликами 22 и 23 осуществля- 55 ° цепного транспортера 4, и за счет ется через зубчатую передачу 8 и цеп- своего вращения изменяют направление ные передачи 24 или 25, кулачковые перемещения этого ряда изделий на предохранительные муфты 9 и 10с од- перпендикулярное, вдоль правого кон- нозубьми дисками 11 и 12 и со стопор- вейера 20. В начальной стадии своего
ными собачками 13 и 14, приводимыми в движение приводом 15, Направление вращения и угол поворота роликов б за каждый период их вращения совпадают соответственно с направлением вращения и углом поворота либо роликов 22, либо роликов 23. Диаметр роликов 6,22 и 23 и периметр их обра-- зующей выбираются такими, чтобы одному полному обороту роликов соответствовал один шаг перемещения изделий механизмом комплектования их горизонтальных рядов.
Перегружатели 26 и 27 сформирован- ного пакета изделий на вагонетку 28 состоят из горизонтально подвижной тележки 29 с вертикально подвижной кареткой 30, несущей консольно закрепленные ярусами 31 подхваты 32 для каждого изделия.
Автомат-укладчик работает следующим образом.
Выдавливаемый из мундштука пресса 2 глиняный брус разрезается механизмом 1 многострунной резки на отдельные изделия, которые, продвигаясь через механизм 3 раздвижки, образуют между их разрезанными торцами определенные зазоры, с которыми изделия пе
ремещаются на цепной транспортер 4.
вращения однозубые диски 11 отключают привод 15 и собачки 13 вновь опускаются, занимая исходное положение. Совершив один оборот, одноэубые диски 11 упираются зубом в собачку 13 и ос- танавливаются. Вместе с ними прекращают свое вращение и ролики 6 и 22, а кулачковые предохранительные муфты 9, продолжая вращаться, начинают срабатывать и прощелкивать по своим ку- лачкам.
В период работы правого конвейера 20 механизма комплектования и враще- ния однозубых дисков 11 и роликов 22, л евый конвейер 21, ролики 23 и однозубые диски 12 неподвижны и наоборот. При перемещении изделий по правому конвейеру 20 однозубые диски 12 и кулачковые предохранительные муфты 10 с обратным направлением рабочего вращения не воспринимают передаваемого со стороны роликов 6 крутящего момента из-за срабатывания муфты 17 одностороннего вращения. При перемещении изделий по левому конвейеру 21 однозубые диски 11 и кулачковые предохранительные муфты 9 не воспринимают передаваемого со стороны
роликов 6 крутящего момента из-за срабатывания муфты 16.
При завершении одного полного оборота роликов 6 и 22 все ряды изделий, находящиеся на одной из ветвей механизма комплектования, перемещаются на один шаг вперед. Этот цикл шагового перемещения рядов изделий повторяется по мере поступления новых рядов изделий, пока на формируемой ветви механизма комплектования не скоплек- туется полный горизонтальный ряд изделий. После этого включается привод вертикаль ного перемещения каретки 30 на один шаг вверх, а подхваты 32 поднимают при этом горизонтальный слой 45 состоящий из роликовых конвейе- изделий над правом 20 конвейером, освобождая ролики 22 для комплектования следующих слоев изделий. Цикл перемещения каретки 30 на один шаг вверх повторяется до тех пор, пока 50 не набран полный пакет изделий. После этого включается привод горизонтального перемещения тележки 29 перегружателя 26 вперед и сформированный пакет изделий .переносится на участок 55 укладки его на вагонетку 28. Одновременно подается команда на изменение направления потока изделий с правого конвейера 20 на левый 21 за счет
ров, и перегружатель с подвижной кареткой, на которой консольно закреплены подхваты, отличающий- с я тем, что, с целью повышения про изводительности и надежнос ти, ролики центрального конвейера установлены с возможностью периодического и ревер- сивного вращения, а ролики боковых- с возмс жностью вращения в противоположные стороны, при этом привод вращения всех роликов выполнен в виде вала, установленного с возможностью вращения в одном направлении кулачковых предохранительных муфт, соеди
подъёма приводом 15 собачек 14 вместо собачек 13.
При достижении перегружателем 26 крайнего переднего положения тележк а 29 останавливается, включая привод вертикального перемещения каретки 30 вниз до положения, удобного для загрузки пакета изделий на вагонетку 28.. После остановки каретки 30 вначале происходит надвигание вагонетки 28 на пакет изделий, а затем повторное опускание каретки 30 вниз для укладки пакета изделий на вагонетку 28. Вслед за этим загруженная пакетом изделий вагонетка 28 отодвигается на участок отбора ее от автомата-укладчика, после чего включается привод вертикального перемещения каретки 30 вверх, а затем - привод горизонтального перемещения тележки 29 назад в исходное положение. При достижении перегружателем 26 исходного положения тележка 29 останавливается, включая привод вертикального перемещения ка- ретки 30 вниз до исходного положения, после чего каретка 30 останавливается.
На этом заканчивается полный цикл работы автомата-укладчика с одним ро
ликовым конвейером механизма комплектования горизонтальных рядов изделий. Цикл работы автомата-укладчика с другим конвейером аналогичен описанному. Автомат обладает высокой производи- тельностью и надежностью.
Формула изобретения
1 . Автомат- укладчик керамических изделий на сушильные вагонетки, содержащий установленные в технологи- ческой последовательности механизм многоструйной резки, устройстве раздвижки изделий, механизм комплё това состоящий из роликовых конвейе-
ров, и перегружатель с подвижной кареткой, на которой консольно закреплены подхваты, отличающий- с я тем, что, с целью повышения производительности и надежнос ти, ролики центрального конвейера установлены с возможностью периодического и ревер- сивного вращения, а ролики боковых- с возмс жностью вращения в противоположные стороны, при этом привод вращения всех роликов выполнен в виде вала, установленного с возможностью вращения в одном направлении кулачковых предохранительных муфт, соединенных с ним посредством зубчатых и цепных передач и муфт одностороннего вращения, причем каждая предохрани-- тельная кулачковая муфта имеет одно- зубый диск и стопорную собачку с индивидуальным приводом.
2. Автомат-укладчик по п. 1, отличающийся тем, что, каретка перегружателя установлена с возможностью перемещения в горизонтальном направлении, а ее подхваты расположены ярусами.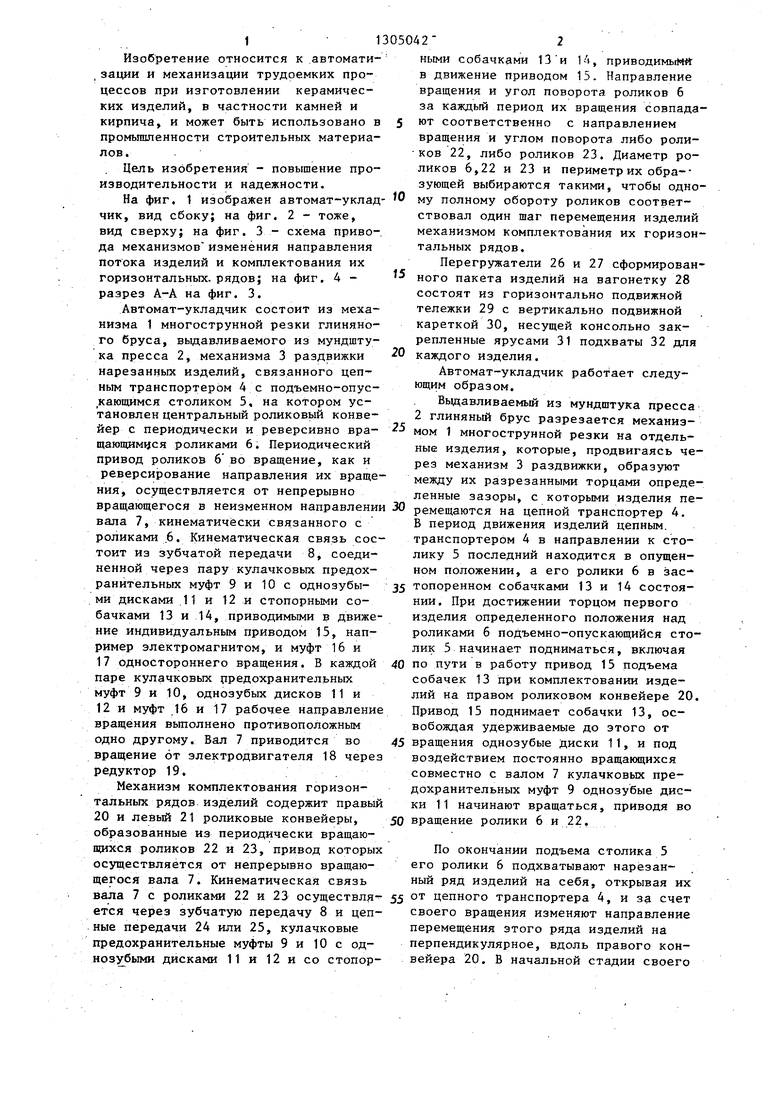
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия формования и сушки керамических изделий | 1978 |
|
SU764985A1 |
| Линия формования и укладки керамических изделий на сушильную вагонетку | 1984 |
|
SU1174272A1 |
| ЛИНИЯ ФОРМОВАНИЯ, СУШКИ И САДКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2087309C1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| Установка для резки и укладки кирпича-сырца на консольные вагонетки | 1983 |
|
SU1144888A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОГО КИРПИЧА | 1991 |
|
RU2010706C1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМОВКИ И СУШКИ КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2013 |
|
RU2534283C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
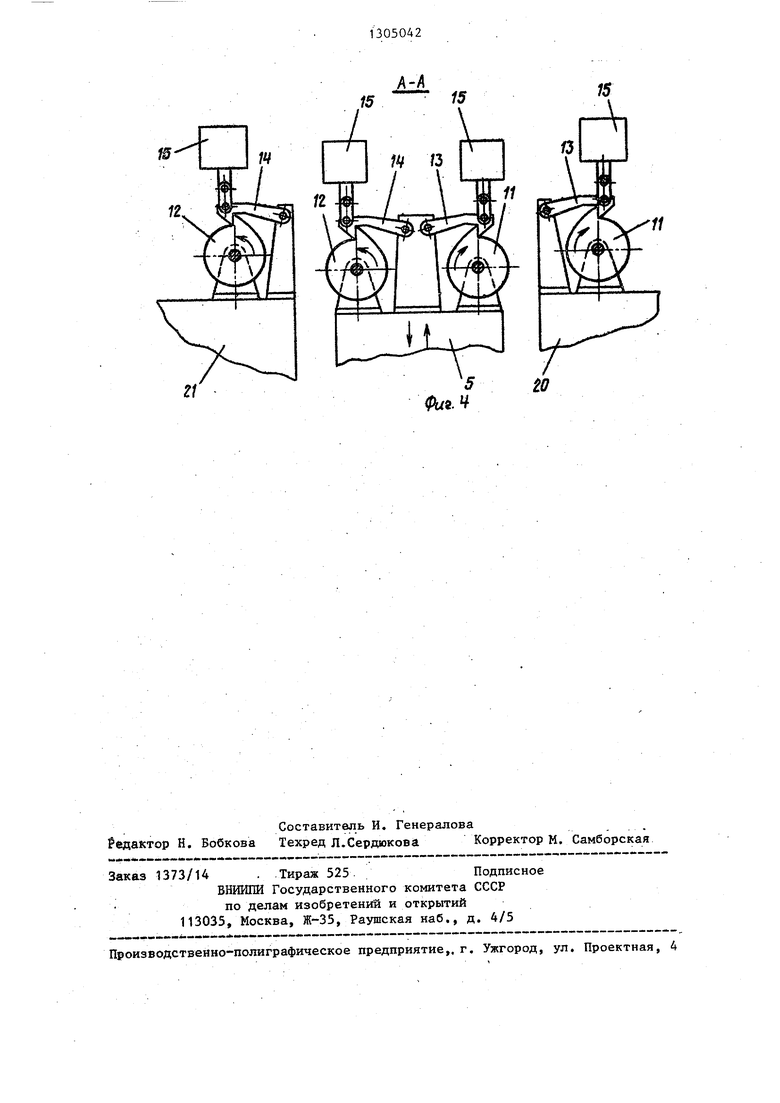
Изобретение относится к автоматизации и механизации трудоемких процессов при изготовлении керамических изделий. Целью изобретения является повышение производительности и надежности. Механизм комплектования горизонтальных рядов изделий содержит правый 20 и лейый 21 роликовые конвейеры, образованньк из периодически вращающихся роликов 22 и 23, привод которых осуществляется от непрерывно вращающегося вала 7, кинематически связанного с роликами 22 и 23 через зубчатую передачу 8 и цепные передачи 24 или 25, кулачковые предохранительные муфты 9 и 10с однозубными дисками 11 и 12, стопорными собачками 13 и 14, приводимыми в движение индивидуальным приводом. Направление вращения и угол поворота роликов 6 центрального роликового конвейера за каждый период их вращения совпадают соответственно с направлением вращения и углом поворота либо роликов 22, либо роликов 23. 1 з.п. ф-лы, 4 ил. г (Л гз S ч Фм, го
29
///////У///// // Фиг.1
Л
с±-з
ем
zi
PU9.4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Авторское свидетельство СССР | |||
| Установка для резки и укладки кирпича-сырца на консольные вагонетки | 1983 |
|
SU1144888A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
