Изобретение относится к черной металлургии, в частности к листопрокатному нро- изводству, и может быть использовано при изготовлении валков для прокатки полос в черновой группе клетей широкополосного стана (НШС) горячей прокатки.
Целью изобретения является повышение стойкости валков и улучшение удаления окалины с поверхности прокатываемой полосы.
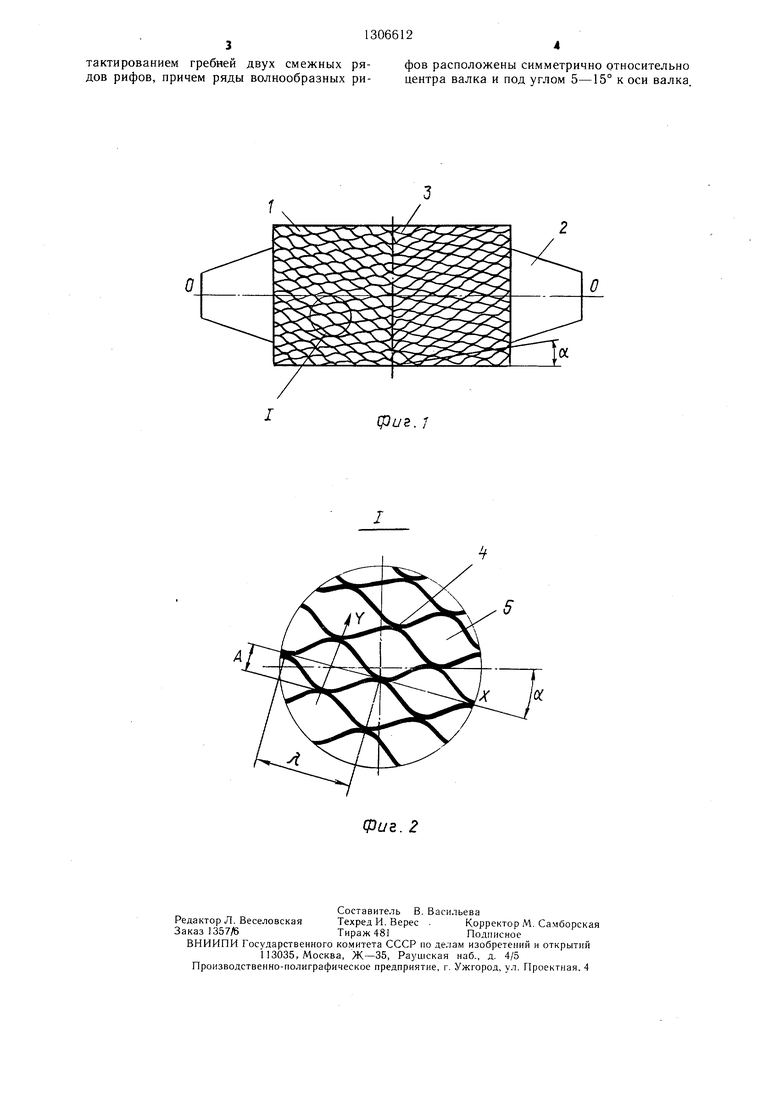
На фиг. 1 изображен прокатный валок; на фиг. 2 - узел 1 на фиг. 1 (поверхность бочки валка).
Валок 1 содержит бочку 2, поверхность которой образована рядами волнообразных рифов 3. Каждый ряд волнообразных рифов смещен по отношению к последующему на половину длины волны так, что все гребни соседних волн контактируют между собой в точке 4, при этом ряды волнообразных рифов выполнены расходяи1.имися от центра валка к краю его бочки под углом 5-15° к оси валка.
Валок обладает повышенной стойкостью вследствие того, что в рядах волнообразных рифов отсутствуют точки со значительным изменением структуры.
Кроме того, возникающие силы давления в меньшей степени воздействуют на стенки ячеек 5, образованных полуволнами соседних рядов рифов, так как ячейки имеют близкую к кругу форму. Кроме того, при деформации прокатываемой полосы металл попадает в замкнутое пространство, уменьшающее воздействие на рифы при его продольном истечении. Выполнение рядов расходящимися способствует образованию на- ровзрывного эффекта за счет улучшения заполнения водой замкнутых контуров, в которых и происходит данный эффект.
При производстве полос способом горячей прокатки нагретый сляб по направляющему рольгангу поступает в рабочее пространство клети, где подвергается воздействию рабочих валков, которые деформируют прокатываемый металл, взламывая при этом окалину, находящуюся на его поверхности. В процессе прокатки на поверхность валков (для охлаждения) подается вода, которая заполняет ячейки 5. Вода стекает с поверхности валка по наклонной к его центру, в результате чего достигается более полное заполнение водой центральнь х ячеек. Часть воды попадает на поверхность металла и также увеличивает заполнение ячеек водой на входе в очаг деформации. Попадая в замкнутое пространство, вода превран а- ется в нар и за счет паровзрывного эффекта удаляет окалину с поверхности металла.
Выполнение рядов рифов расходящимися от центра валка к его краю под углом 5-15° к его оси способствует перетеканию воды из ячеек, расположенных у края бочки валка, в ячейки, расположенные ближе к центру.
0
5
0
о
Выполнение рядов рифов под углом менее 5° не дает должного эффекта, так как при этом лишь незначительная часть воды перемещается к центру валка. При угле наююна рядов рифов более 15° может происходить поперечное смешение сляба (полосы), если сляб задается в валки несимметрично относительно центра валков. Угол наклона рядов рифов 5-15° обеспечивает стабильный процесс црок-атки и способствует лучшему заполнению ячеек водой.
Волнообразные ряды рифов выполняются известным способом на станках, предназначенных для наплавки слоя металла на корпус валка. При этом ряды выполняются в виде волн с соотношением А (1,5-6,0) А, где Л- длина волны; А - амплитуда волны (фиг. 2). При соотношении параметров волны 2А форма ячеек, образованных двумя соседними волнами, наиболее близка к форме круга.
Соотношение Д 1,5А выбирается, когда угол HaHviaBKH рядов рифов к оси валка . В этом случае форма ячеек будет максимально вытянута по оси X (фиг. 2) и время, необходимое для полного ее закрытия, мало, что необходимо для лучшего воздействия паровзрывного эффекта.
Соотношение Л 6А выбирается в случае , т. е. минимального угла наклона наплавленных ря.чов рифов к оси валка, так как при таком соотношении параметров волна будет максимально вытянута вдоль оси X и время закрытия ячейки мало.
Величина параметров волны выбирается в зависимости от режимов обжатий, при которых будет эксплуатироваться валок, таким образом, чтобы минимальное количество ячеек, находящееся на длине дуги очага деформации в одном каком-то сечении, проведенном перпендикулярно оси валка, было не менее 2-4.
Это можно выразить формулой А (0,125-0,250)УдНКь, где А -амплитуда волны;
Н - обжатие абсолютное;
Re,- радиус бочки валка.
При меньшем количестве ячеек давление паровзрывного эффекта будет использоваться не в полной мере, так как время контакта ячейки с металлом недостаточно для полного испарения воды, находящейся в ячейке.
Формула изобретения
Валок для горячей прокатки полосы, поверхность бочки которого образована рядами волнообразных рифов, отличающийся тем, что, с целью повышения стойкости валков и улучшения удаления окалины с поверхности прокать1ваемой полосы, ряды волнообразных рифов смещены друг относительно друга на половину длины их волны с кон
тактированием гребней двух смежных рядов рифов, причем ряды волнообразных рифов расположены симметрично относительно центра валка и под углом 5-15° к оси валка.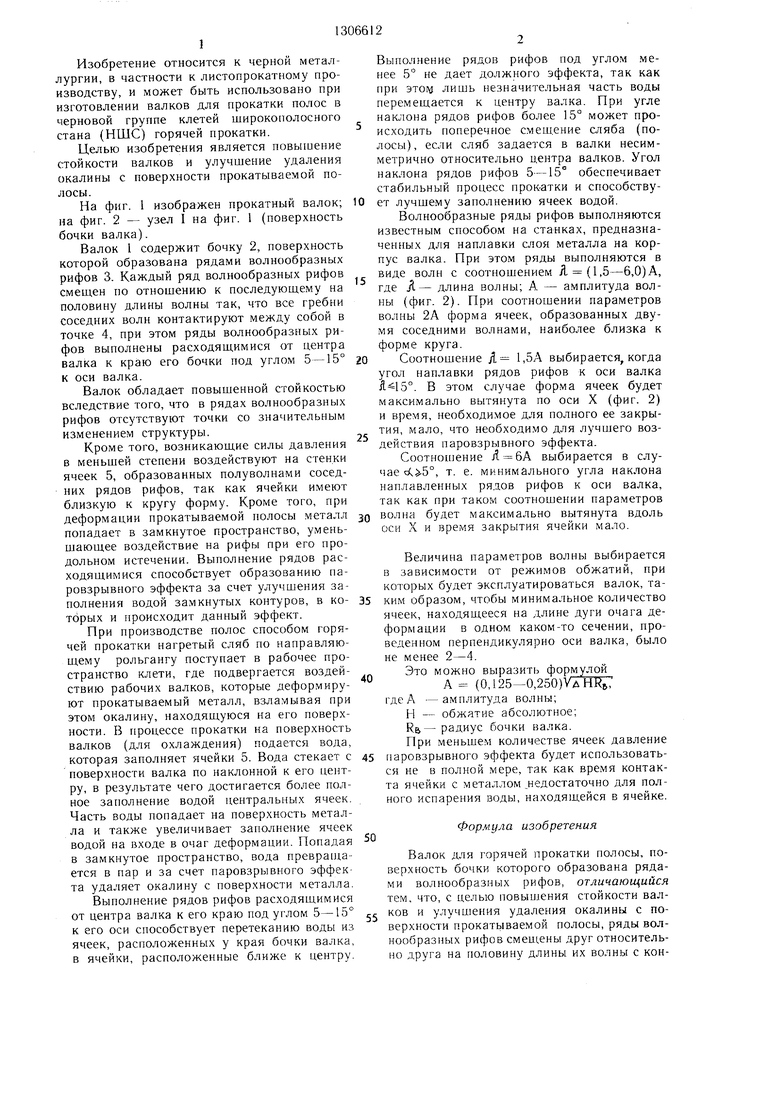
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения подката для чистовой клети листового стана | 1981 |
|
SU984516A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС С ОДНОСТОРОННИМ РИФЛЕНИЕМ | 2010 |
|
RU2445179C2 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС С ОДНОСТОРОННИМ ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ | 2012 |
|
RU2482930C1 |
| Комплект рабочих валков | 1986 |
|
SU1349815A1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| Способ производства листового проката | 1978 |
|
SU719716A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ГОРЯЧЕКАТАНЫХ ПОЛОС | 2010 |
|
RU2455089C1 |
| Прокатный валок | 1983 |
|
SU1154015A1 |
Изобретение относится к черной металлургии, к выполнению прокатных валков для горячей прокатки полосы. Целью изобретения является повышение стойкости валков и улучшение удаления окалины с поверхности прокатываемого металла. Поверхность бочки валка выполнена с волнообразными рядами рифов, где каждый последующий ряд смещен по отношению к предыдущему на половину длины волны. Контакт гребней волн двух смежных рядов рифов образует ячейки по форме близкие к кругу, что уменьшает воздействие на рифы металла при прокатке полос. Ряды рифов расположены симметрично относительно центра валка и под углом 5-15° к его оси. Выполнение рядов расходящимися способствует улучшению заполнения водой ячеек, в которых происходит паровзрывндй эффект, способствующий удалению окалины с поверхности полосы. 2 ил. i (О со о 05 05
I
(pus. 7
фиг. 2
| ТРАНСФОРМИРУЕМАЯ СТРОИТЕЛЬНАЯ КОНСТРУКЦИЯ | 2013 |
|
RU2528732C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
