го. Сляб по широким Т ряКЯМ ЕЛМ
переменное я 1ачен;;е rieroopMain и
ГО-ВОГИуТОГО профиля П |О ; ЧИ И
и ,.1П-т II с с ту -f
ъ лерт:- -. ,, бс ковси:
Пр. ,
значение по то:пцт ка,
такой деформации сли
следующей клетИ; це
валках ocymeci с.ляетс
по 1Г:Ир -Г11е сляба,
мочные выступь; и лпадинь э иг-ч;
после Г рокат; я в iipeuJiO-eHuo:лекте BnjjKCJs з не.пи --1И;;л;оп уиосу; ;
кам вели зину волльи уме -ьш 1 ;) :;
амплитуде, получр о-;: счет ; :
тельного с5;ка-1тя rijj.:;
Изоб12етэниа о Л1сс i i C:-v к : tio--МУ производств;/ К КОЛОТ Т. СЛОЛЬзовано при ия лз-гопле ; - nojTO з линии широко олос:1ьж станов на клгтлх окалинолокателей,
Цель изобретение :тсвъга г}- 1::г ка чества полос пу ек стижекик -n-iKnc rpa шин и разрывов при лзсл ;-Д;ло11 ;нг г оо- катке, ) холодтьгй передел
На чертеже изо5ражс51;-л вал-с;- . рел- лагаемого комплекта, общий злп,
Комплект рабочих тллког ственно для окалинолома талей niMcoKO- люлосных соетпнт ип lii-HKiier o i и верхнего 2 вал:ков., вдоль бочек 3 которых зыполне 1 рлд ручьев 4,, содержащих рребни 5 3 въггюлненные в де кольцевых поясков, к дя1чш,а 6 в вице коль девых канавок и накло п- ых ста нок 7 . Греб5 и и дниша в/юль оочек валков раснололсёнь с ре:/ламеат лрпва : ным шагом 1 „.,.,.., - , , I , : Г ячжй
-, -; - }т
глубиноИ ручьев I ,,,,.. Н .,, , -. имеют зеркальную скмчетрию О Г Лоси- тельно середины бочки.
При этом расстояние Mexa ,v п хг/мя соседними (ами от середины бочки к ее краям я i ., 02 - 1,10 раза по отношению к прегтыдуще- му 2 а г.у убина ручьев vN SHbuia .ч указанном напоазлании по ,г;.:;иле бочел; в 1эОЗ-1,15 разад а гцлч устачонкэ комплекта в окалиноломатель чалг:н располагают так, что гребни одного валка находятся капротив днк1Ц дрр.Л О- го,
,,:,нное упеличйимэ ампл1 гулы и /чр; ьшеиие аопн), что иск1 ючает воз- .HCi;:Tb 4Gc;:n KHO;i ния тпхнх :; :;, -:,;К :ЧИК ijC. jpSjalHiH, НЯ iiOBepXifOC-,
ii И; к;-,::ji и p;:iSp::i:4bi тлос :;ри iipoKa их Б иоследуюп:г;х клетях, / л -:очая d anbi лолс-дной Г1:рокатки.
.:: } CnoJ-: ЗО - ;НИИ П реДЛС Л С Н НОГ О
.: : ;-;плек--а r,f.) коэфф1 цкепт ,: r.i i;- СОС-; ;.:: лет i ,02 вне, ; - V ,026 Г:о оь-: объекту
оп : ;. V na3 }t:B&M. i ил
2 | охклс-к 1 а со(,тоит ь след то. и о т ь каг коную пару 1
; мс -ду которой ок обжимаете так
мл поверхности сляба образуются yKJxO-вогнутые участки в соответст;; профилировкой ва.пкоБ,. При этом ичкла Т гац ;;: ;-i EoiC iynoH на слябе : срединь; его уме; buiaei ся, а шаг ль1, сбоазуемый ком ;лектом валков лич ;яается -ак, что то, с;ля- -га всей ц;ирире его постоянна, в валках че,:нэвого окалино- агеля по )ине своей полулает пе енное знад.ЧсЛ1ие деформации вьгпук- вогнутого профи.пя и постоянное че.чие по толщине еляба. Пройдя по ое профилеобразсвание, сляб пос- ает к следЗ ;|)11;ей клети, где в вер-- альньмх валка-Х осутествллетея бо- ое обкатке по ргкрине сляба,, при г- лрил о:ioniiDie и вг йдинь: LiOCTC ггрояатки s пре,ложен- ; комплексе т;аболи:х Е; .ЛКО.Ь узелк- аюи.:люся к кромкам величину волны, чьшающуюск по а :ллитуде , -получа- :л счет ло; 41лн:- тельног:5 бокового :ат:-;л преим}ч1 ествеч ;сл увеличение jn-r -ynfci и уменьи 2ние ЕОЛНЫ. л е, Ticen uiHpHiie еллба ,1;трь; вьагук -вог ;утот о профкл:-; ныравнивают Ся - М,- ;: Н . г И , а 1. -х Ь .; 1 . -г , и
-- 2
б и клети с: :-.чадкой бочкой лолуча .зазномерную дефор -гацкк- з попере с е -ггнии,, что исключает воамож- тъ зозникноБенкя та.-си : дефектов
как микротрещины на поверхносп поло / сы и разрывы полос при их прокатке в последующих клетях, включая станы холодной прокатки. Данные условия достигаются тем, что впадины одного валка соответствуют выступам другого, а рассто.йния между соседними впадинами увеличиваются от середины валка к его торцам в 1,02-1,10 раза по отношению к предыдущему так, что минимальные значения увеличения при- емлемы для средних участков валка, а большие - на краях бочек. При этом для валков станов больших типоразме- ров (НШС 2500) предпочтительны малые значения, а для валков станов малых: типоразмеров (НШС 700) - большие значения данного возрастания. Величинь соотношения меньшие, чем 1,02 не дают эффекта даже при длине бочки ва.лка L -2500 мм, а соотношения большие чем l,j/1.7/ ,10 могут даже при ь 1700 мм увеличить неравномерность деформации на слябе. Параметры соотношения по глубине, имеющие фактические значения в пределах 5-30 мм, выбраны из следующих представлений. Меньшие значения расхождения в глубине рациональ- ЗО наклона) может привести к загибу
ны при значительных абсолютньк значениях вплоть до 30 мм и ближе к середине бочки валка, при этом еще большее расхождение, чем ,03 эффекта не даст, но в определенных случаях может увеличивать неравномерность деформации, например, при прокатке тонких и широких слябов (160 X X 2350 мм). Большие расхождения в глубине целесообразны при--абсолютных величинах глубин малого порядка вплоть до Н 5. мм и к краю бочки, Еще большее увеличение чем HyHj /l,15.
может снизить эффект равномерности деформаций и даже привести к обратно му эффекту, т.е., к увеличению неравномерности деформации, что возможно при прокатке толстых и узких слябов (например, 320x1000 мм), когда абсолютные значения кольцевых проточек по глубине малЫа так как искажение прикромочных выпукло-вогнутых профилей в последующих вертикальных валках при редуцировании полосы по ширине может достичь гораздо больших значений, чем обеспечиваемая профилировка сляба в предложенном те валков.
Величину соотношения 1 j + выбирают в зависимости от длины бочки прокатываемых полос в соответствии со следуюш;ими соображениями. В средней части по ширине слябов Ькалина удаляется хуже,-чем с кромок (в ока- линоломателе) , поэтому наклон кр ивой соединяющей выступы и впадину на вал- ке, больше в средней части по длине бочки, чем у края валка. Кроме того, последующее обжатие полосы в вертикальных валках (п-ри больших углах
кромки полос. Поэтому длина участка 1 проточки увеличивается от середины бочки к краю.
Выбранный диапазон изменения длины участков проточки 1- + 1/1,- позволяет повысить качество удаления окалины с поверхности слябов и не приводит к загибу кромок при последующей прокатке в вертикальных валках,
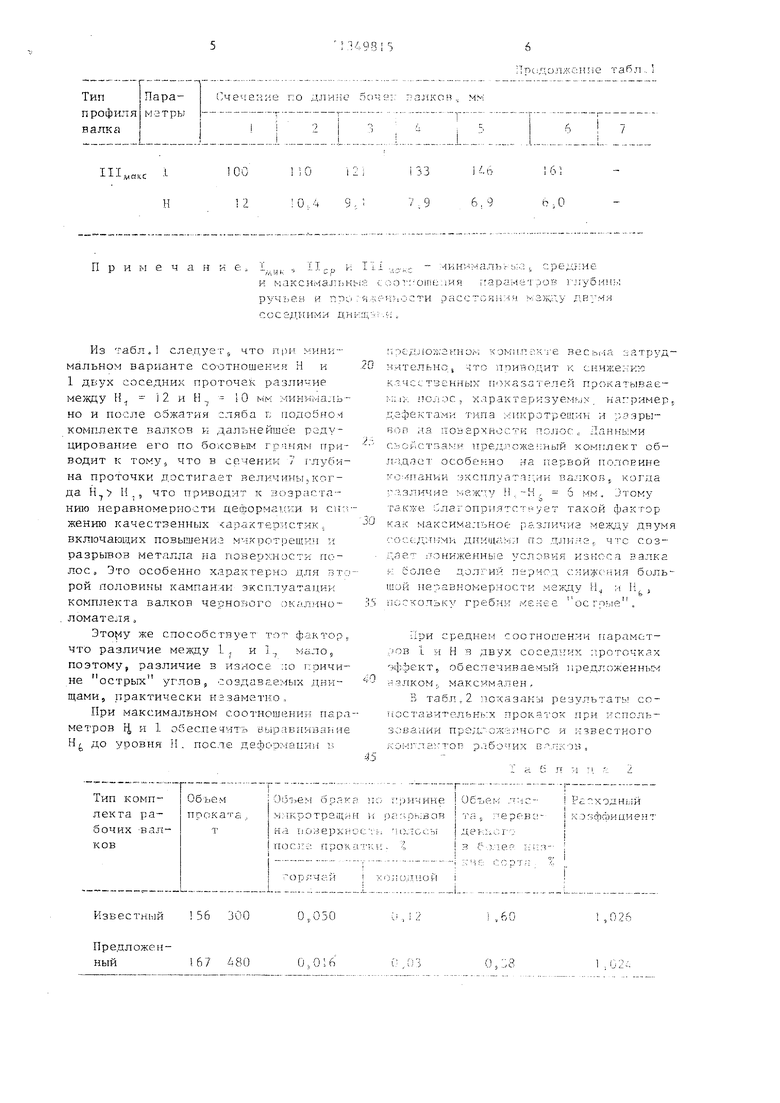
В табл,1 показаны параметры предложенного комплекта рабочих валков чернового окалиноломателя HDJC 1700 при L . 1700 мм и Д 5 i150 мм.
Таблица 1
Тп
Тип Пара-
профиля
валка
матрь;
111«акс i
100 1 Z
6,9
п.. О
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| Комплект вертикальных валков широкополосного стана горячей прокатки | 1987 |
|
SU1503913A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
| Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки | 1987 |
|
SU1599139A1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574298A1 |
| Способ горячей прокатки полосового металла | 1990 |
|
SU1712013A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2081923C1 |
| Способ горячей прокатки полосового металла | 1987 |
|
SU1574300A1 |
| Горизонтальный прокатный валок | 1983 |
|
SU1121075A1 |
| Способ прокатки полос на широкополосном стане | 1989 |
|
SU1652007A1 |
Изобретение относится к. прокатному производству и может быть использовано при изготовлении полос в линии широкополосных станов на клетях окалиноломателях. Цель изобретения - повышение качества полос путем снижения микротрещин и разрывов при последующей прокатке, включая холодный передел. На бочке каждого валка комплекта выполнен ряд ручьев 4, содержащих гребни 5 в виде кольцевых поясков, днища 6 в виде кольцевых канавок, которые сопряжены наклонными стенками 7. Гребни и дншда вдоль бочек расположены с регламентированным шагом 1 L 1„, а также глубиной ручьев И , . . .-, il , . . . ,Н и имеют зеркальную симметрию относительно середины. При сборке комплекта один валок смещают относительно другого так, что гребни одного из них расположены напротив дн1-1щ друго СлЭ 4 СО схэ сд
Примечание, I,,,., , 11 с р -
и t-iaKCHMajibHbia ручьев и : я -; сосед1- ими цнкщ Из табл. 1 следует,, что лги- минимальном варЕ-шнте co OTb:omeKv::,4 Н и 1 двух соседних проточек различие между Н 2 и Н , 10 мм минимально и после обжатия сляба г; подобном комплекте валков к дальнейшее реду- дировангг-1е его по боковым гр-ичям приводит к тому, что в сечении 7 г луби- на проточки достигает величины,когда Н, И., 5 что приводит к зозрас га- нию неравномерности деформации и си-;-;- жению качественных характеристик, включающих повышение мчкротрещр-и ;-; разрывов металла на поверхности полос. Это особенно хар.актерно для второй nojtOBHKbi кампании эксплуатации комплекта валков чернового окалмно- лoмaтeJIя,
STOf iy же способствует то фактор. что различие между 1-, и 1 , мало поэтому, различие з износе :;о гтоичи- не острых углов, соэдавгемых днищами, практически из заметно:,
При максимальном соотношении параметров f|, и 1 обеспечить выравнивание Н до уровня Н. после дефоомапии li
Известный
56 300
Предложенный 167 480
;; тьдлолсэкнол KOMu.ni iK i e Becbi-ia затруднительно, что ппиво,цит к сниже;;и о качественных показателей прокатывае- м: IV полос, xapaKTspKsyeMhix нагример дефектами ти.па микротреигин и разрывов на поверхности полос:,: Паннь:ми cbo CTsaNiH предложе :ный комгшект об- особенно на Piepeoft половине ко - пании эксплуатации валков когда рдзличяе меж ту Н.--Н, 5 мм, JTOMy также Слагоприятстнует такой фактор как максимальное различна меж,и,у днум соседними днии(а;-(и по ДJПFяeJ что соз- цае-1 7ониженнь е условия изно-са залка -. Солее долгий периоа с ижс аия большой неравнокерноети меяду Н,, ;- Н, , поскольку гребни г/е;-;ее осгр;,
При среднем соотношении парамет- jiOB 1 и Н в двух сосед И:х проточках эфЬект., обеспечиваемый iгредложенньм Н ч л к о м,, м а к с и м а л е н ,
В табл,2 показаны результат;,: со- оставительнь:х прокаток при исполь- зс;вании предооже ного и известного ко:-:г: ;е;:топ р,1боч их БЛ.Г;КОБ,
f,n
. 713498158
Формула изобретениятем, что, с целью повьшения качества
полос путем снижения микротрещин и
Комплект рабочих валков преиму-разрывов при последующей прокатке,
щественно для окалиноломателей широ- включая холодньй передел, гребни одкополосных станов, каждый валок вного валка расположены напротив днищ
котором содержит бочку с рядомдругого, при этом расстояние между
ручьев, включающий гребни и днищадвумя соседними днищами увеличиваетв виде кольцевых поясков и канавок,ся от середины бочек к их краям
сопряженных наклонными стенками, а юs 1,02-1,10 раза по отнощению
пояски и канавки расположены с per-к предьщутцему, а глубина ручьев
ламентированным шагом и имеют зер-уменьшается в указанном напрев-
кальную симметрию относительно сере-лении по длине бочек в ,03дины бочки, отличающийся 5 раза.
| Долженков Ф.Е | |||
| и др | |||
| Опыт применения валков с кольцевыми проточками на толстолистовом стане | |||
| - Сталь, 1984, № 3, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Остапенко А.Л | |||
| и др | |||
| Валки с кольцевыми проточками | |||
| - Металлург,985, № 6, с.39-40. | |||
