распределительным валом 6. Охватывамая часть 8 планшайбы имеет две направляющие 10 и 11, расположенные п обе стороны от оси подачи проволоки 2. Направляющая 10 расположена наклонно к оси подачи проволоки под
, j-O
углом 4Ь , в ней смонтирована пол- зушка 12 с навивочным упором 13, взаимодействующим своей канавкой с торцовой кромкой 14 проводки 5. В другой направляющей 11 установлен перпендикулярно к оси подачи проволоки шток 15, взаимодействующий одним концом с упомянутой ползушкой
t
Изобретение относится к производству винтовых цилиндрических пружин растяжения с зацепами.
Цель изобретения - упрощение конструкции устройства.
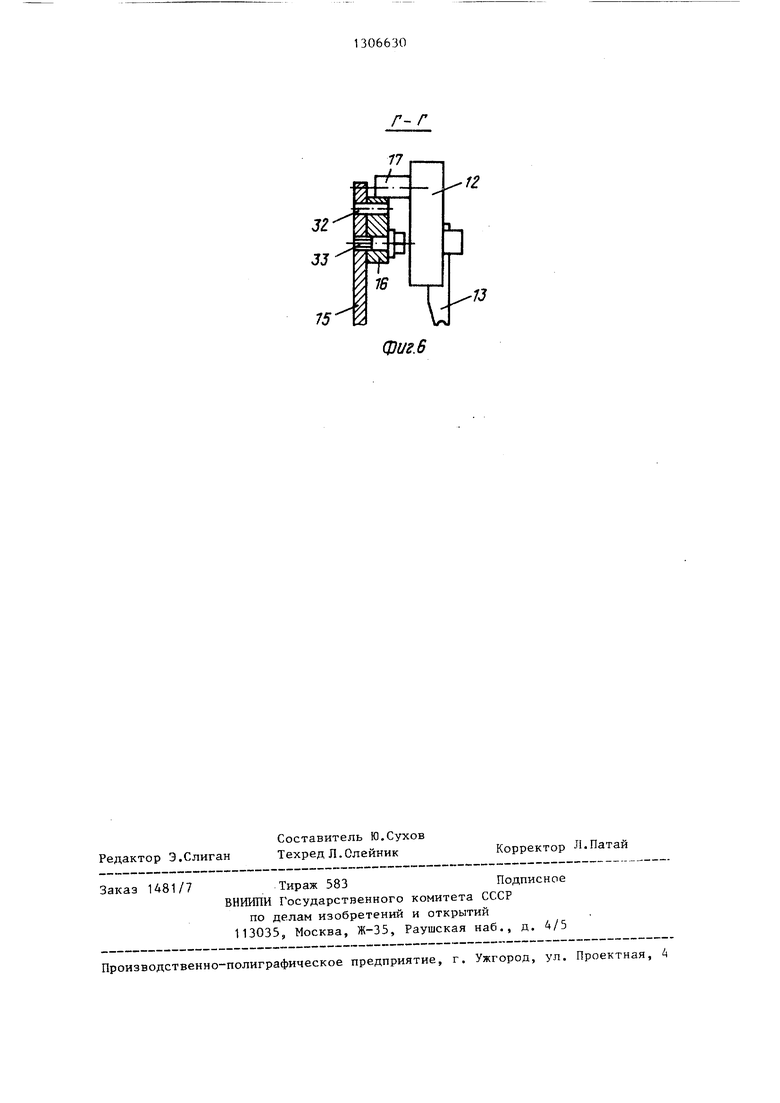
На фиг. 1 схематически изображено устройство для непрерывной навивки винтовых цилиндрических пружин растяжения с зацепами, разрез; ма фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - ви Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - шток с закрепленной на нем регулируемой линейкой-, на фиг, 6 - разрез Г-Г на фиг. 5.
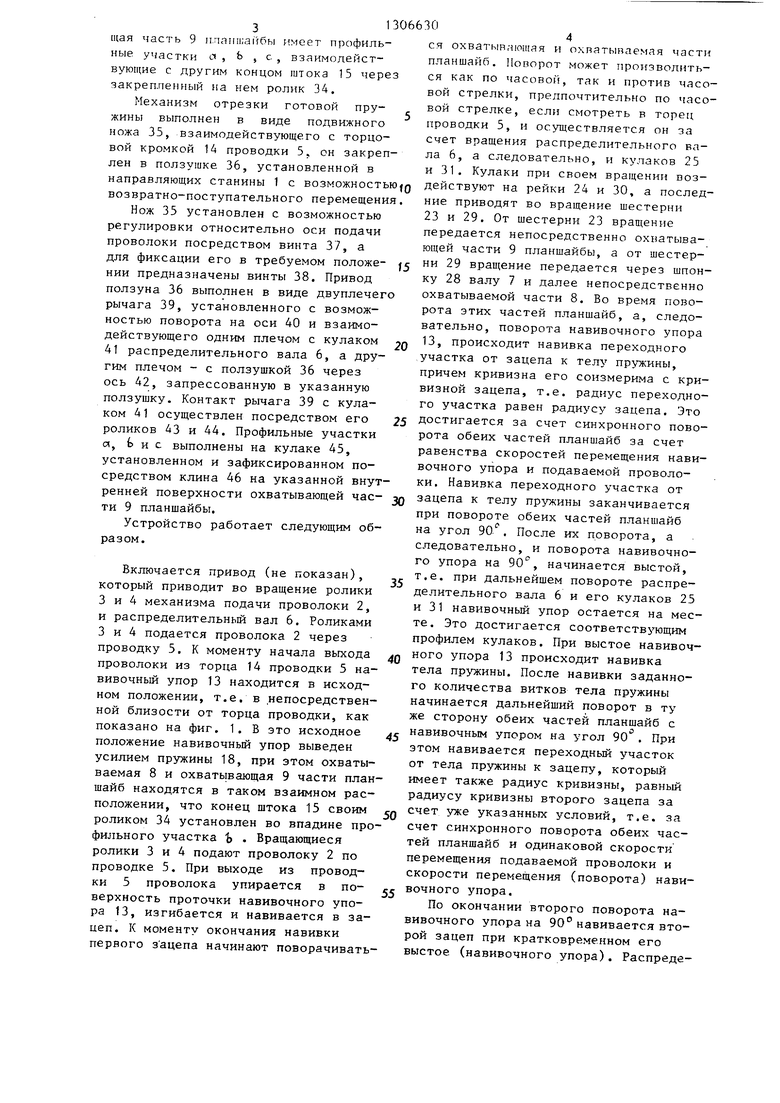
Устройство для непрерывной навивки БИНТОВЫХ цилиндрических пружин растяжения с зацепами содержит смонтированные на станине 1 механизм подачи проволоки 2, выполненный в виде приводных роликов 3 и 4, проводку 5, механизм формообразования, механизм отрезки и распределительный вал 6. Механизм формообразования имеет размещенные на одном валу 7 охватываемую 8 и охватывающую 9 части планшайбы, кинематически связанные с распределительным валом 6. Охватываемая часть 8 планшайбы имеет две направляющие 10 и 11, расположенные по обе стороны от оси подачи проволоки 2. Направляющая 10 расположена наклонно к оси подачи проволоки под углом 45 в ней смонтирована ползущка 12 с навивочным упором 13, взаимодействующим своей канавкой с торцовой кромкой 14 проводки 5. В другой направ12 через закрепленную на нем регулируемую линейку 16, контактирующую с пальцем 17, запрессованным в пол- зушке 12„ Охватывающая часть 9 планшайбы посредством втулок 21, 22 смонтирована на шейке вала 7, она имеет зубчатый венец 23, находящийся в зацеплении с зубчатой рейкой 24, связанной с кулаком 25 распределительного вала о Вал 7 смонтирован в станине 1. На конце вала установлена шестерня 29, находящаяся в зацеплении с рейкой 20, связанной с кулаком 31, аналогичным кулаку 25. 6 ил.
5
ляющей 11 установлен перпендикулярно к оси подачи шток 15, взаимодействующий одним концом с ползушкой 12 через закрепленную на нем регулируемую
линейку 16, контактирующую с пальцем -17, запрессованным в ползушке. Пружина 18 предназначена для перемещения ползушки 12 с упором 13 в исходное для навивки положение. Контакт между пальцем 1 7 и регулируемой линейкой 16 обеспечен той же пружиной 18, установленной между ползущкой 12 и дном отверстия, выполненным в охватываемой части 8 планшайбы. Навивоч- ный упор 13 прижат к ползушке планкой 19, а для осевой его регулировки служит винт 20. Вал 7 выполнен заодно с охватываемой частью планшайбы. Охватывающая часть 9 планшайбы посредством втулок 21 и 22 смонтирована на шейке вала 7, она имеет зубчатый венец 23, находящийся в зацеплении с зубчатой рейкой 24, связанной с
кулаком 25 распределительного вала 6. Вал 7 смонтирован в станине 1 на подшипниках 26 и 27. На конце вала установлена на шпонке 28 шестерня 29, находящаяся в зацеплении с рейкой 30, связанной с кулаком 31, аналогичным кулаку 25, профиль которых показан условно и уточняется при разработке рабочих чертежей.
0
0
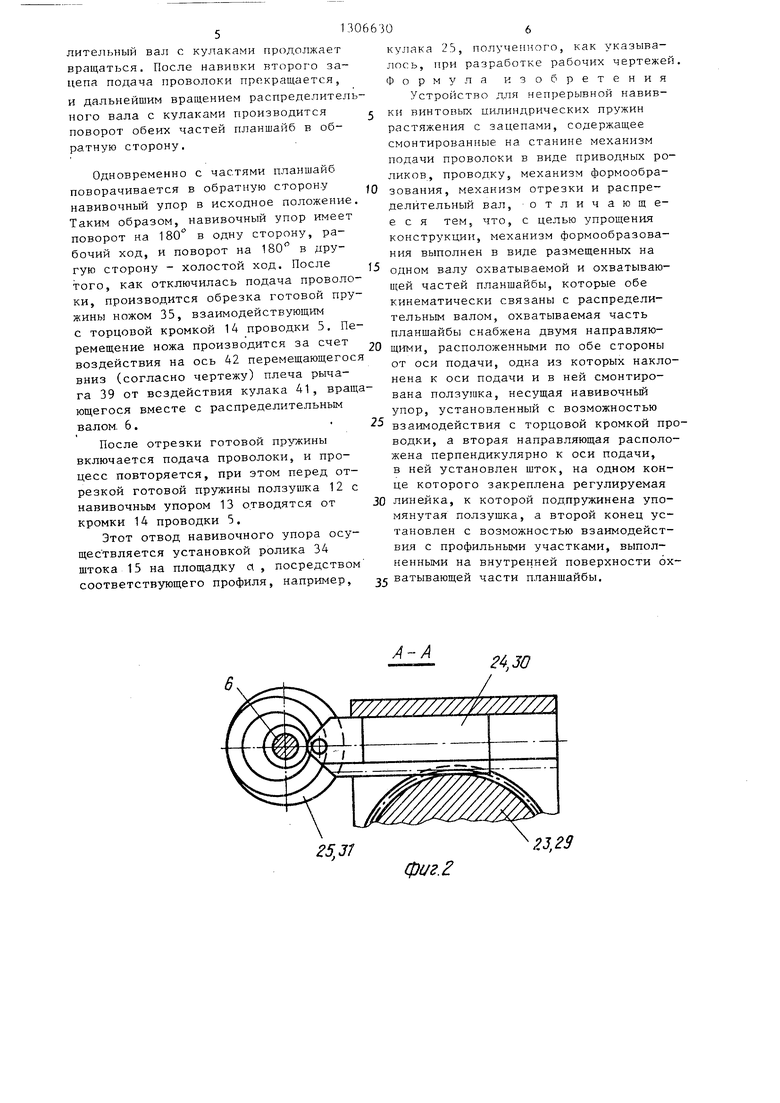
Регулируемая линейка 16 установле- j на с возможностью поворота на оси 32, а для ее фиксации в требуемом положении служит винт 33. Охватываютая часть 9 ii.nanii;aii6bi нмеет профильные участки о , Ь , с. , взаимодействующие с другим концом штока 15 через закрепленный на нем ролик 34.
Механизм отрезки готовой пружины выполнен в виде подвижного ножа 35, взаимодействующего с торцовой кромкой 14 проводки 5. он закреплен в ползушке 36, установленной в направляющих станины 1 с возможностью возвратно-поступательного перемещения
Нож 35 установлен с возможностью регулировки относительно оси подачи проволоки посредством винта 37, а для фиксации его в требуемом положа- НИИ предназначены винты 38. Привод ползуна 36 выполнен в виде двуплечего рычага 39, установленного с возможностью поворота на оси 40 и взаимодействующего одним плечом с кулаком 41 распределительного вала 6, а другим плечом - с ползушкой 36 через ось 42, запрессованную в указанную ползушку. Контакт рычага 39 с кулаком 41 осуществлен посредством его роликов 43 и 44. Профильные участки я, fe и с выполнены на кулаке 43, установленном и зафиксированном посредством клина 46 на указанной внутренней поверхности охватывающей час- ти 9 планшайбы.
Устройство работает следующим образом.
Включается привод (не показан), который приводит во вращение ролики 3 и 4 механизма подачи проволоки 2, и распределительный вал 6. Роликами 3 и 4 подается проволока 2 через проводку 5. К моменту начала выхода проволоки из торца 14 проводки 5 на- вивочный упор 13 находится в исходном положении, т.е. в непосредственной близости от торца проводки, как показано на фиг. 1. В это исходное положение навивочный упор выведен усилием пружины 18, при этом охватываемая 8 и охватывающая 9 части планшайб находятся в таком взаимном расположении, что конец штока 15 своим роликом 34 установлен во впадине профильного участка Ь Вращающиеся ролики 3 и 4 подают проволоку 2 по проводке 5. При выходе из проводки 5 проволока упирается в поверхность проточки навивочного упора 13, изгибается и навивается в зацеп. К моменту окончания навивки первого з ацепа начинают поворачивать
Q 5
5
0
5
5
ся охватынгчюпгая и охватываемая части планшайб. Поворот может произволить- ся как по часовой, так и против часовой стрелки, предпочтительно по часовой стрелке, если смотреть в торец проводки 5, и осуществляется он за счет вращения распределительного вала 6, а следовательно, и кулаков 25 и 31. Кулаки при своем вращении воздействуют на рейки 24 и 30, а последние приводят во вращение шестерни 23 и 29. От шестерни 23 вращение передается непосредственно охватывающей части 9 планшайбы, а от шестерни 29 вращение передается через шпонку 28 валу 7 и далее непосредственно охватываемой части 8. Во время поворота зтих частей планшайб, а, следовательно, поворота навивочного упора 13, происходит навивка переходного .участка от зацепа к телу пружины, причем кривизна его соизмерима с кривизной зацепа, т.е. радиус переходного участка равен радиусу зацепа. Это достигается за счет синхронного поворота обеих частей планшайб за счет равенства скоростей перемещения навивочного упора и подаваемой проволоки. Навивка переходного участка от зацепа к телу пружины заканчивается при повороте обеих частей планшайб на угол 90 , После их поворота, а следовательно, и поворота навивочного упора на 90, начинается выстой, т.е. при дальнейшем повороте распределительного вала 6 и его кулаков 25 и 31 навивочный упор остается на месте. Это достигается соответствующим профилем кулаков. При выстое навивочного упора 13 происходит навивка тела пружины. После навивки заданного количества витков тела пружины начинается дальнейший поворот в ту же сторону обеих частей планшайб с навивочным упором на угол 90 . При этом навивается переходный участок от тела пружины к зацепу, который имеет также радиус кривизны, равный радиусу кривизны второго зацепа за счет уже указанных условий, т.е. за счет синхронного поворота обеих частей планшайб и одинаковой скорости перемещения подаваемой проволоки и скорости перемещения (поворота) навивочного упора.
По окончании второго поворота навивочного упора на 90° навивается второй зацеп при кратковременном его выстое (навивочного упора). Распреде513
лительный вал с кулаками продолжает вращаться. После навивки второго зацепа подача проволоки прекращается, и дальнейшим вращением распределителного вала с кулаками производится поворот обеих частей планшайб в обратную сторону.
Одновременно с частями планшайб поворачивается в обратную сторону навивочный упор в исходное положение Таким образом, навивочный упор имеет поворот на 180 в одну сторону, рабочий ход, и поворот на 180 в другую сторону - холостой ход. После того, как отключилась подача проволоки, производится обрезка готовой пружины ножом 35, взаимодействующим с торцовой кромкой 14 проводки 5. Перемещение ножа производится за счет воздействия на ось 42 перемещающегос вниз (согласно чертежу) плеча рычага 39 от воздействия кулака 41, вращющегося вместе с распределительным валом. 6.После отрезки готовой пружины включается подача проволоки, и процесс повторяется, при этом перед отрезкой готовой пружины ползушка 12 с навивочным упором 13 отводятся от кромки 14 проводки 5.
Этот отвод навивочного упора осуществляется установкой ролика 34 штока 15 на площадку а , посредством соответствующего профиля, например,
кулака 25, полученного, как указывалось, при разработке рабочих чертеже Формула изобретения Устройство для непрерывной навивки винтовых цилиндрических пружин растяжения с зацепами, содержащее смонтированные на станине механизм подачи проволоки в виде приводных роликов, проводку, механизм формообразования, механизм отрезки и распределительный вал, отличающееся тем, что, с целью упрощения конструкции, механизм формообразования выполнен в виде размещенных на одном валу охватываемой и охватывающей частей планщайбы, которые обе кинематически связаны с распределительным валом, охватываемая часть планшайбы снабжена двумя направляющими, расположенными по обе стороны от оси подачи, одна из которых наклонена к оси подачи и в ней смонтирована ползушка, несущая навивочный упор, установленный с возможностью взаимодействия с торцовой кромкой прводки, а вторая направляющая расположена перпендикулярно к оси подачи, в ней установлен шток, на одном конце которого закреплена регулируемая линейка, к которой подпружинена упомянутая ползушка, а второй конец установлен с возможностью взаимодействия с профильными участками, выпол- ненньми на внутренней поверхности охватывающей части планшайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Устройство для получения винтовыхцилиНдРичЕСКиХ пРужиН РАСТяжЕНия СзАцЕпАМи | 1977 |
|
SU814529A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для получения пружин с прямыми концами | 1979 |
|
SU869922A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Автомат для изготовления пружинных шайб | 1977 |
|
SU751483A1 |
| Устройство для изготовления резьбовых спиральных вставок | 1987 |
|
SU1447503A1 |
| Автомат для навивки пружин | 1978 |
|
SU776725A1 |
| Автомат для изготовления пружин | 1988 |
|
SU1595612A1 |
Изобретение относится к производству винтовых цилиндрических пружин растяжения с зацепами и позволяет упростить конструкцию устройства. Устройство содержит смонтированные на станине 1 механизм подачи проволоки 2, выполненный в виде приводных роликов 3, 4, проводку 5, механизм формообразования, механизм отрезки и распределительный вал 6. Механизм формообразования имеет размещенные на одном валу 7 охватываемую часть 8 планшайбы и охватывающую часть 9 планшайбы, кинематически связанные с 6 45 . . . 30 ю со со о о: Oi со сриг.1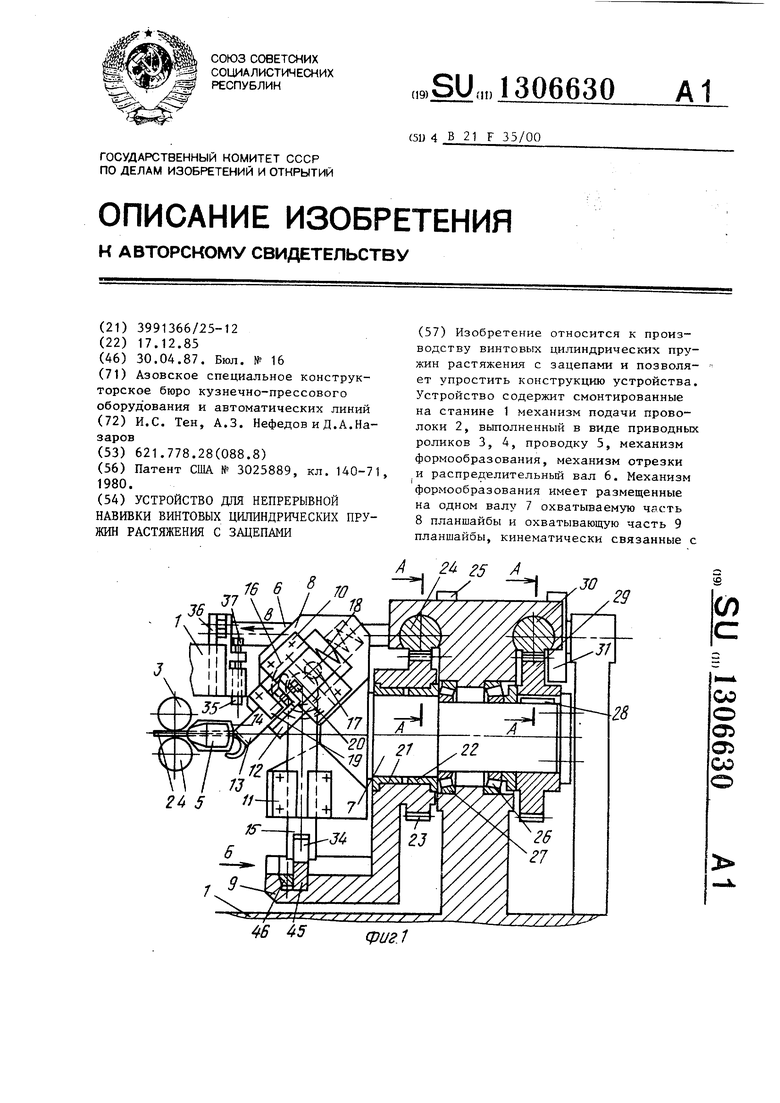
А-А
/
2,30
У/7////////// ////////.
23,29
фиг. г
в ид 6
15
Вид В
Сриг.З
2
«4
фиг.
Buff но регулируемую линей/ у р
.п
фиг. 5
75
Редактор Э.Слиган
Составитель Ю.Сухов Техред Л.Олейник
Заказ 1481/7
Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 6
Корректор Л.Патай
| Патент США № 3025889, кл | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
