(54) УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРУЖИН С ПРЯМЫМИ
. . 1
Изобретение относится к оборудованию для переработки проволоки, в часгиостн к устройствам для по;1учения пружин с прямыми конЦДМН.
Процесс получения пружин с прямыми концами включает следующие операции: подача проволоки на величину первого прямого конца,навивка витков, подача проволоки на величину второго прямого конца « отрезка готовойпружины при этом прямые концы должны быть касательными к окружности, что обеспечивается или остановкой подачи во время получедия прямых концов или за счет увеличения скорое тн подвода и отвода навивочиого упора, кото- рая должна быть не менее скорости подачи.
Известно устройство для изготовления пружин с прямыми концами.
Это устройство имеет сложную конструкцию, а производительность его низка.
Известно другое устройство для навнвки пружин с прямыми концами, содержащее формообразующий механизм, включающий несуцшй элемент в виде коромысла, на одном конце которого закреплен навивочный упор, а. другой КОНЦАМИ
связан через передаточный механизм .с кулаком распределительного вала, при этом .передаточный механизм выполнен в виде регулируемой по длине серьги, соединенной одним концом с задним плечом коромысла, а другим с плечом двуплечего рычага, ка 1ательно смонтированного (la оси, взаимодействующего посредством ползушки
с ролико, установленной на его другом плече, с одноплечим рычагом, свободно установленным на оси и несущим поводок с роликом, взаимо10
, действующим с кулачком .распределительного вала. Размах поводка ограничен упорами, смонтированными на упомянутом одноплечем рычаге. Коромысло подтянуто пружиной.
Быстрый отвод навивочносо упора обеспечи15вается за счет трго, что поводок с роликом при спуске с большего диаметра кулака на меньший теряет уст)й швость и отклоняется в обратную сторону двнже1шя кулака. В этот мо- , мент пружина перемещает -навивочный упор, выЮводя его с линии подачи проьолоки.
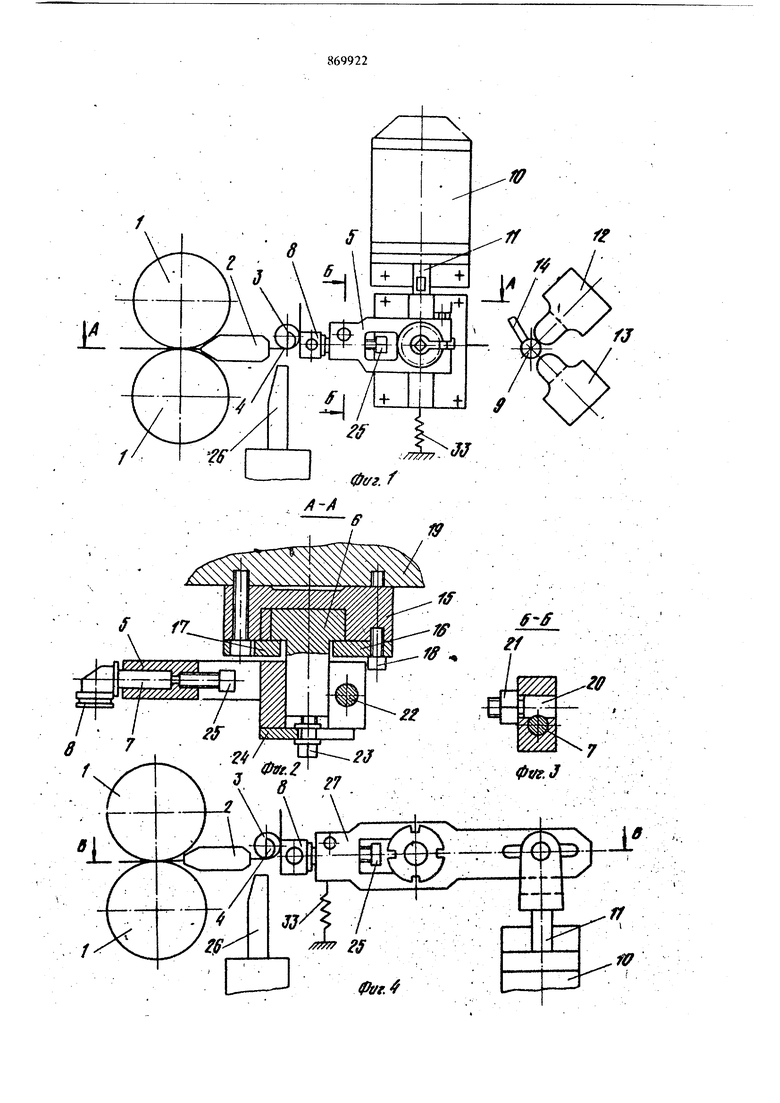
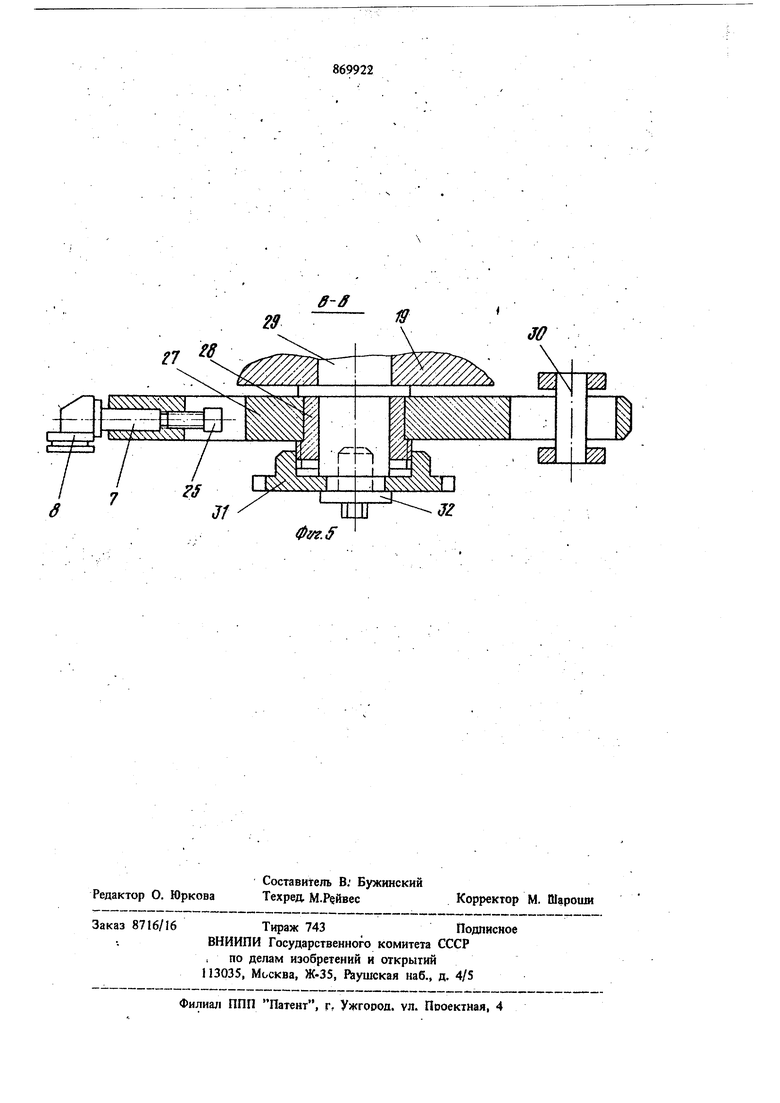
Подается проволока на длину прямого конца пружины. При дальнейшем вращении кулака он своей поверхностью подъема подходит к роллику поводка и начинает его свободно повора 1нвать в сторону даижения кулака до упора. Затем система замыкается, и ролик выходит на большой диаметр кулака. При этом перемещается свободно установленный на оси рычаг, а его перемещение передается через другие звенья передаточного механизма коромыслу с навивочным упором. Навивочный упор выводится на линию подачи и подгибает первый прямой конец пружины. В этом положении навивочный упор остается до конца навивки витков пружины. навивочный упор отводится, как было onHcaito выше, подается проволока на длину второго прямого конца. Останавливается подач Пружина отрезается. Таким образом, при сравнительно невысокой- скорости вращения распределительного вала с кулаком производительность повышена так как отвод и подвод навивочиого упора происходит быстро. Однако недостатком описанного устройства является сложность конструкции. Наиболее близким по технической сущности и достигаемому результату является устройство для изготовления пружин с прямыми концами содержащее формообразующий механизм, вклю . чаю1ций несущий элемент в виде коромысла, на одном конце которого закреплен навивочкы упор, а другой связан через передаточный мех низм с кулаком распределительного eagna. Кор мысло выполнено составным из двух свободно установленных на общей-оси плеч, взаимодействующих посредством установленного на нем ролика с кулаком распределительного вала. Описанное устройство для изготовления пру жин с прямыми концами работает следующим образом, . Проволока подается подающим роликами. По получении нужной длины прямого кониа. пружины кулак распределительного вала подой дет к ролику трехплечего рычага и при дальнейшем вращении переместит плечо с роликом в сторону врац5ения кулака до тех пор, пока другое плечо трехплечего рычага не упрется в упор. Система замыкается, ролик быстро выходит на большой диаметр кулака, пе ремещая при этом коромысло. В этот момент происходит подгибка первого прямого конца пружины, В таком положении навивочный упор остается до окончания навивки тела пружины. По окотании навивки витков, тела пружин кулак подойдет сбегающий поверхностью к ро лику, прн дальнейшем вращении кулака происходит отрыв ролика от кулака в сторону, противоположную вращению кулака Плечо терхплечего рачага упрется в регулируемый упор, меяоду. роликом и профилем кулака образуется зазор,, который сразу же ы бирается за счет усилия пружины. Переднее плечо коромысла , перемещаясь, отводит упор с линии подачи. Подача проволоки продолжается до получе ния второго прямого конца, а затем выключается. Готовая пружина отрезается. Это изобретение проще вышеописанных, однако наличие промежуточных звеньев между коромыслом и кулаком так же усложняет конструкцию, что является недостатком и отри- ; цательно сказывается на качеств пружин в части точности расположения прямых, концов. Целью изобретения является повышение качества пружин. Цель достигается тем, что известное устройство для получения пружин с прямыми концами имеет электрические датчики, жетско закрепленные на станине и экраны, установленные с возмохсностью взаимодействия с датчиками и жестко установленные на распределительном валу, а привод перемещения несущего элемента выполнен в виде электромагнита, электрически связанного с датчиками. На фиг, 1 изображено устройство для изготовления пружин с прямыми концами; на фиг, 2 - разрез А-А на фиг, 2; на фиг. 3 разрез Б-Б на фиг, ; на фиг. 4 - устройство для изготовления пружин с прямыми концами (другой вариант исполнения несущего элемента); на фиг. 5 - разрез В-В на фиг, 4,. Устройство для изготовления пружин с прямыми концами содержот подающие ролики 1, проводку 2, оправку 3 с несущей кромкой 4, несущий элемент в виде одноплечего рычага S, смонтированного на ползупже 6, на котором закреплен навивочный упор 7 со сменной головкой 8, распределительный вал 9, привод в виде электромагнита 10, соединенного посредством тяги 11 с ползушкой 6 и электрически связанного с датчиками 12, 13, взаимодействующими и с экраном 14, установленным на .распределительном валу 9, Ползушка 6 смонтирована в корпусе 15 с планками 16,, 17, закрепленными винтами 18, корпус 15 прикреплен к .плите 19, Навивочиый упор 7 фиксируется шпилькой 20 с гайкой 21. Рычаг 5 снабжен клеммным соединением с болтом 22, Для регулировки рычага 5 с навивочным упором в горизонтальной плоскости применен винт 23, ввинченный в ползушку 6, и шайба 24, прикрепленная к рьпагу 5, Для регулировки навиврчиого упора 7 применён, винт 25,. Устройство снабжено отрезт 1м ножом 26, взаимодействующим при отрезке готовых пружин с режущей кромкой 4. В другом варианте несущий элемент выполнен в виде двуплечего рычага 27, установленного через втулку 28 иа оси 29 с возможное5тью качательного движения и несущего на одном конце навивочный упор7 со сменной головкой 8, а другой конец соединен через ось 30 с тягой 11 электромагнита 10. На .втулку 28 навинчены регулировочная гайка 31 для регулировки рычага 27 в горизонталыюм направлении. Гайка 31 поджата к торцу оси 29 болтом 32. В момент регулировки болт 32 отпускают, а затем затягивают. Лля возврата рычагов 5 и 27 в исходное положение они подцружинены пружинами 33. Плита 19 прикреплена к станине (не показана) с возможностью регулировки по вертикали. Регулировка плиты 19,по вертикали необходима при переходе от навивки п равых ка левые, при зтом электромагниты 10 и пружины 33 относительно оси подачи принимают другое nojnoжение (см. фиг. 2, 1). Электромагнит 10 уста навливают вииз, а пружину 33 вверх, а по фиг. 4, т, е. когда рычаг 5 выполнен двуплечим, электромагнит 10 и 33. устанавливают вверх. Описанное устройство для изготовления пру жин с прямым концами работает следующим образом. Включают подачу проволоки, при это подающие ролики 1 подают проволоку длиной необходимой для первого прямого конца пружины, после чего распределительный вал 9 при своем вращении входит экраном 14 в прорезь датчшса 12 и дает команду на включение элек рО 1 агнита 10.. Электромагнит 10 втягивает тягу 11 и тем самым перемещает ползушку 6 с навивочным упором 7 со сменной головкой 8 вверх; При этом навивочный упор 7- со сменной головкой отгибает первый прямой конец. . В зтом положеиии навивочный упор остается до окончания навивки тела пружины. После навивки тела пружины экран 14 входит в про резь датчика 13, при этом электромагнит 10 отключается. Ползунпса 6 с навивочньт упо« ром 7 и со сменной головкой 8 под действием .пружины 33 опускается вниз. Подача проДолхса гтся до тех пор, пок не будет подано проволоки на длину, равную плии.р второго прямого конца, после чего подача остапавлипагтся. Ркнючается рез. . При движении ножа 26 вверх и при взаимодействии его .с кромкой 4 оправки 3 пружина отрезается. Затем включается снова подача, и процесс повторяется.. Работа устройства для навивки пружин с прямыми концами с несущим элементом, выполиенным (см. фиг. 4) в виде двуплечего рычага, является аиалогичной. При включении электромагнита 10 его тяга. 11 опускается и тянет эа собой плечо рычага 27, а другое плечо с навивочньш упороМ 7 поднимается вверх, при этом происходит подгибка первого прямого конца. .Далее процесс происходит как описано выще. Примененный дополиител иый привод в виде электромагнита упрощает конструкцию. V. Применение описанного устройства поэволит цовысить качество навиваемых пружин. Экономический эффект от использования предлагаемого решения составит 500 руб. а год. Формула изобретения Устройство для получения пружин с прямыми концами, содержащее смоитированные на станине, кинематически, связанные механизм подачи заготовки, механизм фррмообразоваиия пружины, включающий приводной несущий элемент с навивочным упором, механизм отрезки пружины и распределител1|Ный вал, о тличающееся тем, что, с целью повышения качества пружии, оно имеет элeкtpичecкиe датчики, жестко закрепленные на станине, и экраны, жестко закрепленные на распределительном валу и установленные с возможностью взаимодействия с датчиками, а привод перемещения несущего элемента вьшолнен в виде электромагнита, электрически связанного с датчиками. 87 .OA/ tO--- / V ZJte/I 8 . U Ф(/г. f 0t№.J
фуг.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной навивки винтовых цилиндрических пружин растяжения с зацепами | 1985 |
|
SU1306630A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Устройство для изготовления пружин растяжения | 1976 |
|
SU698708A1 |
| Автомат для изготовления пружин | 1988 |
|
SU1595612A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для получения винтовыхцилиНдРичЕСКиХ пРужиН РАСТяжЕНия СзАцЕпАМи | 1977 |
|
SU814529A1 |
| Автомат для изготовления пружинных шайб | 1977 |
|
SU751483A1 |
| Шагозадающее устройство к пружинонавивочному автомату | 1985 |
|
SU1301538A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |