Изобретение относится к абразивной обработке и мбжет быть использовано при шлифовании и полировании деталей из стали, керамики, твердого сплава, кварца, стекла и других труднообрабатываемых материалов.
Цель изобретения - упрощение конструкции станка и уменьшение его габаритов.
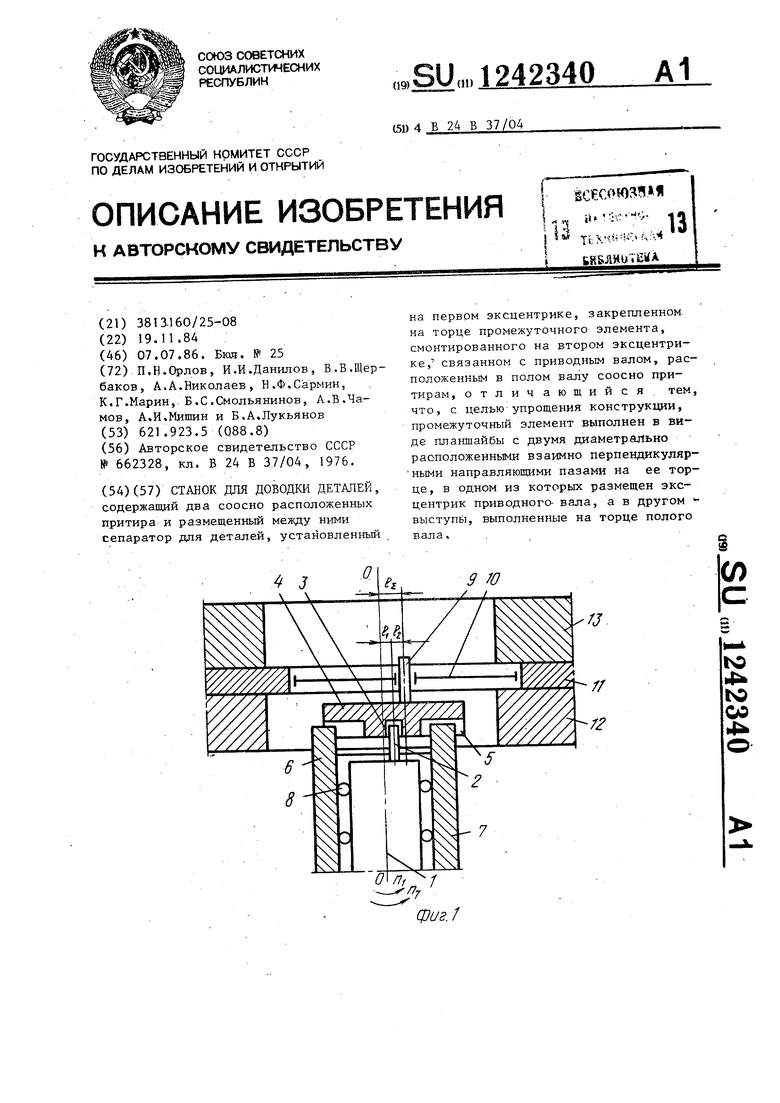
На фиг.1 представлен станок, общий вид, в разрезе; на фиг,2 - планшайба, вид сверху.
Станок состоит из приводного эксцентрикового вала 1, на верхнем торц которого расположен эксцентрик 2 с эксцентриситетом е относительно оси приводного эксцентрикового вала 1,- Эксцентрик 2 входит в направляющую, выполненную в виде симметричного паза 3 на нижнем торце планшайбы 4 по отношению к ее центру. Ось паза проходит через центр планшайбы, а его длина выбирается из соотношения L 2е/) + d, где е - величина эксцентриситета расположения эксцентрика 2 на торце приводного эксцентрикового вала 1, d - диаметр эксцентрика 2,
Планшайба 2 имеет на нижнем торце второй направляющий паз 5, расположенный перпендикулярно пазу 3. Ось паза 5 проходит через центр плагшай- бы. В направляющий паз 5 входят два диаметрально расположенных выступа 6 полого вала 7, внутри которого на подшипниках 8 установлен приводной вал 1. На верхнем торце планшайбы 4 расположен с эксцентриситетом е г, по отношению к центру планшайбы 4 эксцентрик 9 сепаратора 10, в гнездах которого располагаются обраба- тываем|з1е детали 1 между нижним 12 и верхним 13 притирами. Ось эксцентрика 9 параллельна оси приводного вала 1 и пересекается с осью паза 5.
В процессе эксплуатации величина
суммарного эксцентриситета е
t
между
центром сепаратора 10 и центром вращения притиров (ось О -О ) может
изменяться от нуля до максимального значения е, (Oi t 4 (1 i Li)(cc благодаря применению в конструкции станка планшайбы 4 с двумя взаимно перпендикулярными пазами 3 и 5 (приг воды вращения приводного эксцентрикового вала 1 , полого вала 7 и притиров. 12 и 13 не показаны).
Станок работает следующим образом.
При равенстве скоростей вращения приводного эксцентрикового вала 1 и полого вала 7 (соответственно п и П7) ti п; планшайба 4 не меняет своего положения относительно приводного эксцентрикового вала и, следовательно, эксцентрик 9 вращается с постоянным суммарным эксцентриситетом е ; относительно оси величина которого- может быть равна от нуля до своего максимального значения в зависимости от начального положения.
При рассогласовании скоростей вра- щения приводного эксцентрикового вала 1 и полого вала 7 (п/; п-) происходит изменение величины суммарного эксцентриситета е эксцентрика 9 относительно оси 0-0 оси вращения притиров. Рассмотрим на при
5
0
5
мере, когда п О, а 0. Планшайба 4 перемещается по пазу 5, и, следовательно, расположенный на ней эксцентрик 9 изменяет величину своего эксцентриситета относительно оси вращения притиров. Так как эксцентрик 2 расположен внутри паза 3, то его вращательное движение вокруг оси притиров преобразуется в возвратно- поступательное перемещение планшайбы 4 .
В момент, когда положение эксцентрика 9 совпадает с положением центральной оси 0-0 производят вырав швание угловых скоростей вращения п и n-j-, детали 11 в сепараторе 0 начинают перемещаться по круговым траекториям относительно поверхностей притиров.
фиг.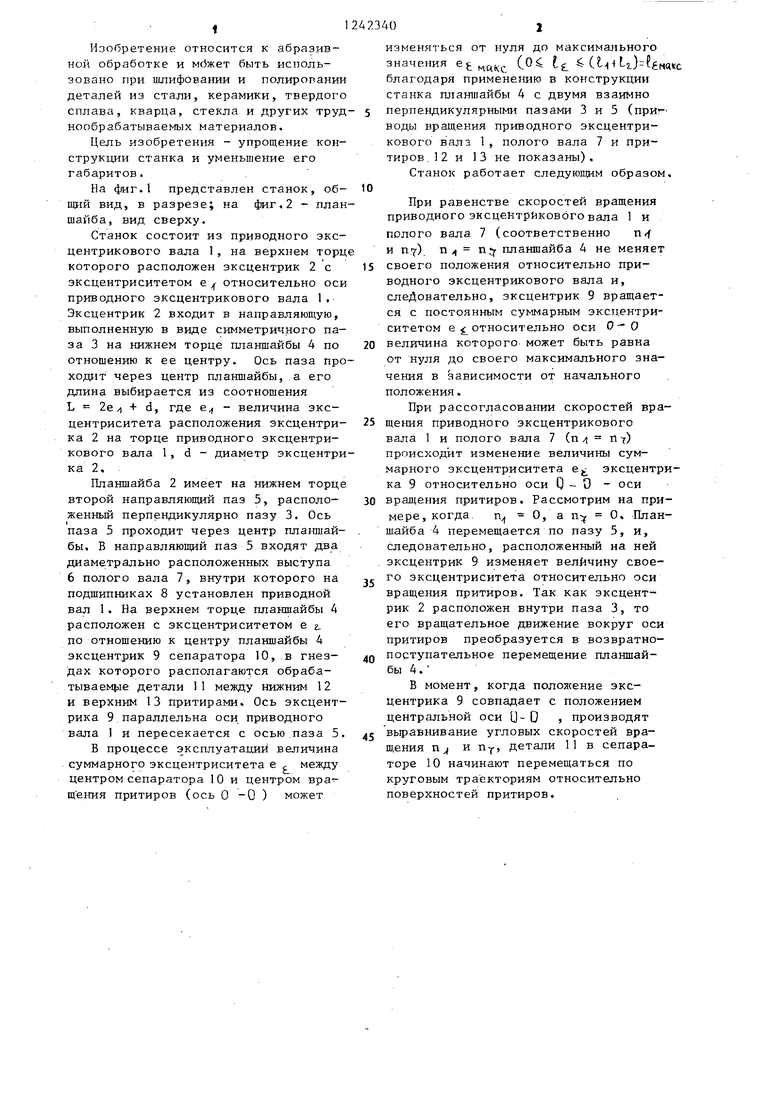
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для доводки деталей | 1982 |
|
SU1054030A1 |
| Двухдисковый шлифовально-доводочный станок | 1987 |
|
SU1569200A1 |
| Плоскодоводочный станок | 1984 |
|
SU1235704A1 |
| Устройство для двусторонней доводки деталей | 1990 |
|
SU1756123A1 |
| Устройство для доводки деталей | 1984 |
|
SU1252143A2 |
| Устройство для двустороннего шлифования и полирования деталей | 1989 |
|
SU1692822A1 |
| Копировально-фрезерный станок | 1978 |
|
SU794892A1 |
| Устройство для доводки деталей | 1984 |
|
SU1171296A1 |
| МНОГОМЕСТНЫЙ СТАНОК ДЛЯ ПЛОСКОПАРАЛЛЕЛЬНОЙ ДОВОДКИ | 1994 |
|
RU2071905C1 |
| Плоскодоводочный станок | 1981 |
|
SU990481A2 |
| Станок для доводки деталей | 1976 |
|
SU662328A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
