и механизм поворота,стола. На штоке каждого ГЦ 7 закреплен полый пуансон, снабженный пустотообразователем в виде объемной оболочки из эластичного материала. Каждая объемная оболоч ка снабжена входным и выкодным обратными гидроклапанами (ГК), соединенными каналами с поршневой полоИзобретение относится к промышлен- ности строительных материалов и может быть использовано при полусухом прессовании пустотелых изделий.
Цель изобретения - повышение на- дежности и производительности.
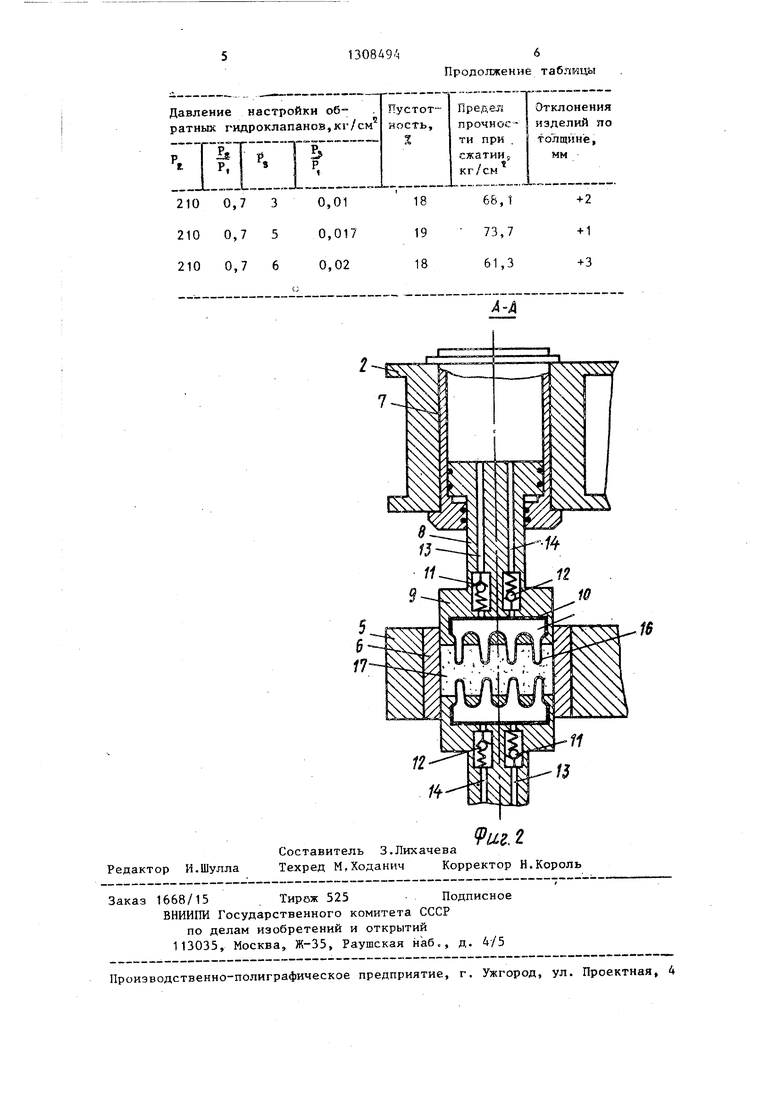
На фиг. 1 изображено предлагаемое устройство, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит станину 1, траверсы 2 и 3, смонтированные на колоннах 4, установленный на центральной колонне поворотный стол 5 с пресс-формами 6, прессующие гидро- дилиндры 7, установленные соосно навстречу .друг другу соответственно, на станине 1 и траверсе 2.На штоке 8 каждого из прессующих гидроцилиндров 7 закреплен полый пуансон 9, снабженный пустотообразователем в ви де объемной оболочки 10 из эластичного материала. Каждая объемная оболочка 10 снабжена входным 11 и выходным 12 обратными гидроклапанами, соединенными каналами 13 и 14 с поршневой полостью прессующего цилиндра 7.При этом отношение давлений настройки входного и выходного гидроклапанов к прессующему давлению соответственно равны 0,6-0,67 и. 0,01-0,017. На ста- нине 1 установлены выталкиватель и механизм поворота стола (не показаны) , а на траверсе 3 - загрузочный бункер 15. Оболочка 10 вьшолнена с несколькими пустотообразователями 16.
Устройство работает следующим образом.
На позиции засыпки в пресс-форму 6 засыпается; масса и производится ее предварительное уплотнение.Затем стол 5 поворачивается на 1/3 оборота при этом заполненная уплотненной
стью ГЦ 7. Отношения давлений настройки входного и выходного ГК к прессующему давлению соответственно равны 0,6-0,67 и 0,01-0,017. Выбранные параметры давлений настройки входно- I o и выходного ГК обеспечивают кие прочностные характеристики получаемых изделий. 2 ил,, 1 табл.
массой пресс-форма перемещается на позицию окончательного прессования. После остановки стола 5 производится подача рабочей жидкости в поршневую полость гидроцилиндров 7. Шток 8 вместе с полым пуансоном 9 перемещаются, уплотняя массу до достижения заданных размеров изделия.
Давление рабочей жидкости в полости каждого цилиндра 7 и каналах 13 и 14 автоматически поднимается до давления настройки входного гидроклапана 11, который, открываясь, пропускает рабочую жидкость в оболочку 10, увеличивая в объеме пустотообра- зователи 16, образованные отдельными частями оболочки 10, выступающими из отверстий на рабочей поверхности пуансона 9. Пустотообразователи внедряются в изделие 17.Таким образом, происходит равномерное уплотнение прессуемой массы по всему объему изделия, обеспечивая двустороннее изо- статическое прессование.
По окончании прессования поршневые полости гйдроцилиндров 7 соединяются со сливом, входной гидроклапан 11 запирается, а рабочая жидкост выдавливается из объемной оболочки 10 через вьксодной г идроклапан 12 и канал 14 в поршневую полость циЛин- дров 7 за счет упругости эластичного материала оболочки 10. В результате Пустотообразователи 16 возвращаются в первоначальное положение.
При снижении давления в оболочке 10 до настройки выходного гидроклапана 12 последний перекрывает подачу рабочей жидкости, создавая минимальную упругость пустотообразователей 16, необходимую для надежности их внедрения в предварительно уплотненную на предыдуп ей позии ии массу.
3t30
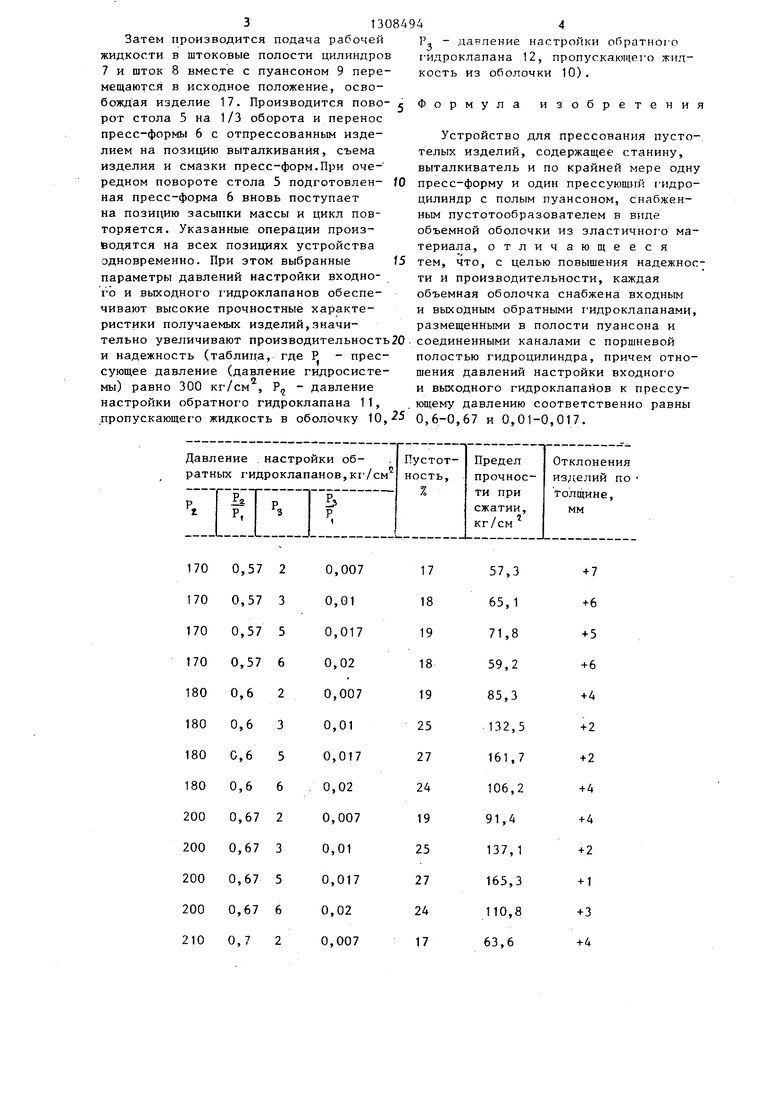
Затем производится подача рабочей жидкости в штоковые полости цилиндров 7 и шток 8 вместе с пуансоном 9 перемещаются в исходное положение, освобождая изделие 17. Производится пово- рот стола 5 на 1/3 оборота и перенос пресс-формы 6 с отпрессованным изделием на позицию выталкивания, съема изделия и смазки пресс-форм.При оче- редном повороте стола 5 подготовлен- ная пресс-форма 6 вновь поступает на позицию засыпки массы и цикл повторяется. Указанные операции произ- бодятся на всех позициях устройства одновременно. При этом выбранные параметры давлений настройки входного и выходного г идроклапанов обеспечивают высокие прочностные характеристики получаемых изделий,значительно увеличивают производительность и надежность (таблица, где Р - прессующее давление (давление гидросистемы) равно 300 кг/см, Р - давление настройки обратного гидроклапана 11, пропускающего жидкость в оболочку 10,
0,572
0,573
0,575
0,576
0,62
0,63
С,65
0,66
0,672
0,673
0,675
0,676
0,72
Р, - давление настройки обратного г идроклапана 12, пропускающего жидкость из оболочки 10).
Формула изобретения
Устройство для прессования пустотелых изделий, содержащее станину, выталкиватель и по крайней мере одну пресс-форму и один прессующий г идро- дилиндр с полым пуансоном, снабженным пустотообразователем в виде объемной оболочки из зластичног о материала, отличающееся тем, что, с целью повышения надежности и производительности, каждая объемная оболочка снабжена входным и выходным обратными г идроклапанами, размещенными в полости пуансона и соединенными каналами с поршневой полостью гидроцилиндра, причем отношения давлений настройки входног о и выходного гидроклапанов к прессующему давлению соответственно равны 0,6-0,67 и 0,01-0,017.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| Автоматический формовочный агрегат | 1990 |
|
SU1827347A1 |
| Устройство для прессования изделий из порошка | 1983 |
|
SU1136886A2 |
| Установка для изготовления полых деталей из волокнистых масс | 1984 |
|
SU1242378A1 |
| Установка для прессования строительных изделий | 1990 |
|
SU1794022A3 |
| Пресс для формования пустотелого строительного кирпича | 1990 |
|
SU1763192A1 |
| Устройство для прессования изделий из порошка | 1984 |
|
SU1228968A2 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПРЕССА | 2003 |
|
RU2250828C1 |
| ПРЕСС ГИДРАВЛИЧЕСКИЙ | 1971 |
|
SU308884A1 |
| ПРЕСС БРИКЕТИРОВОЧНЫЙ | 2009 |
|
RU2421337C2 |
Изобретение относится к производству строительных пустотелых,преимущественно керамических, изделий методом полусухого прессования. Цель изобретения - повышение надежности и производительности. Устройство содержит станину 1, траверсы 2 и 3, смонтированные на колоннах, поворотный стол 5 с пресс-формами 6, прессующие гидроцилиндры (ГЦ) 7, смонтированные на станине выталкиватель (Л 00 00 ;с tit,i
/4
Редактор Н.Шулла
9иг.
Составитель З.Лихачева
Техред М,Ходанич Корректор Н.Король
Заказ 1668/15 Тирож 525Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Гидравлический пресс | 1973 |
|
SU654414A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Ограничитель вращения вала | 1983 |
|
SU1109725A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
