Изобретение относится к машиностроению, в частности к электрохимическим методам формирования поверхностей деталей.
Цель изобретения - повышение надежности регулирования процесса электрохимической обработки (ЭХО).
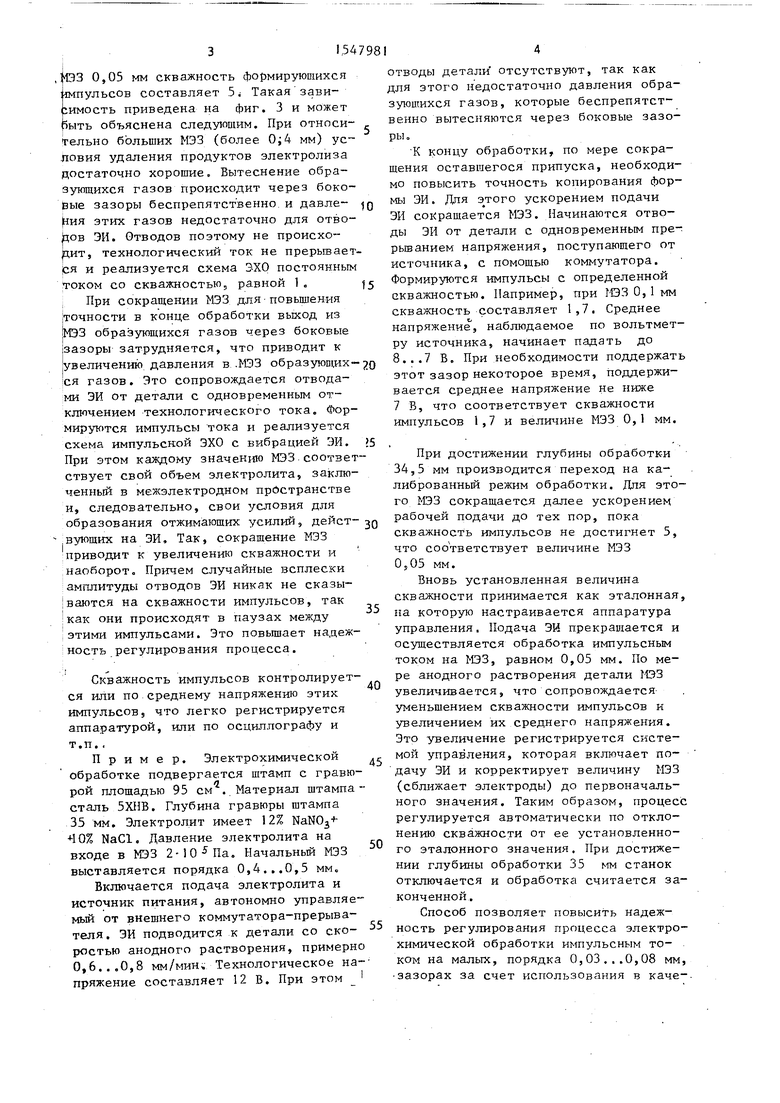
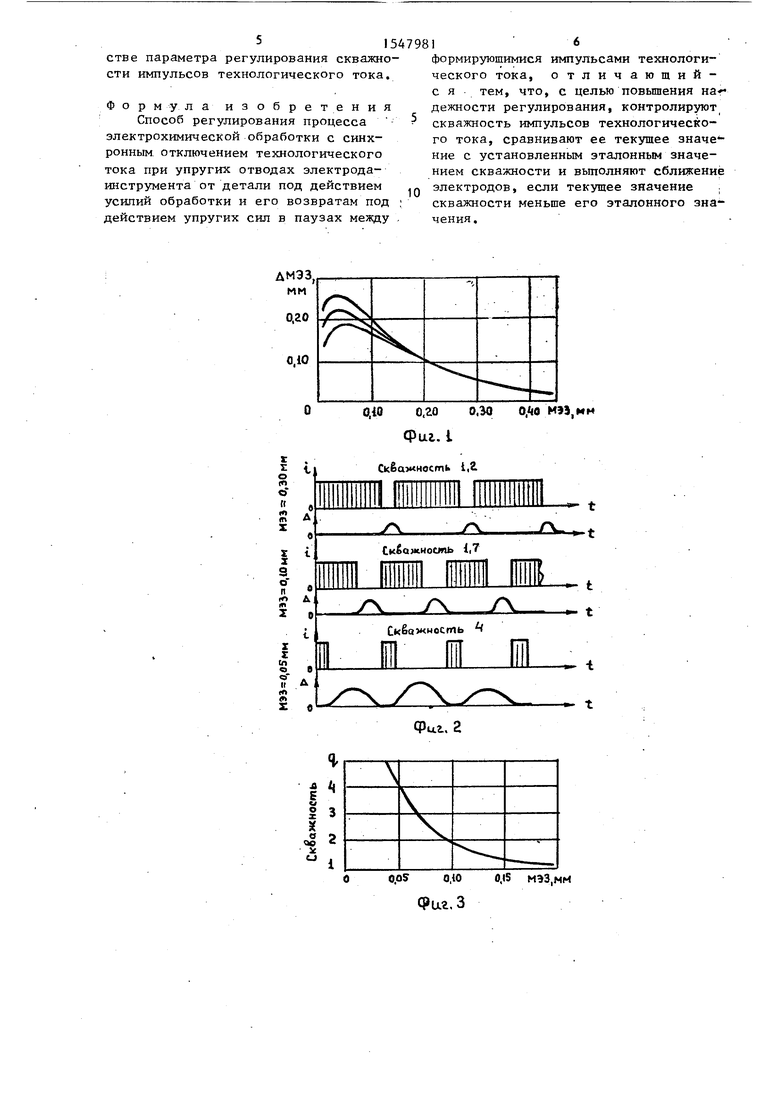
На фиг. 1 показана зависимость амплитуды отводов электрода-инструмента (ЭЙ) от величины межэлектродного зазора (МЭЗ); на фиг. 2 - скважность импульсов технологического тока и амплитуда отводов ЭЙ на различных стадиях процесса при МЭЗ, равном 0,05, 0,1 и более 0,3 мм; на фиг. 3 - зависимость скгадности импульсов тока от величины МЭЗ.
Амплитуда упругих токов ЭЙ стабильна при работе на зазорах более 0,1 мм (Лиг. 1). При переходе на Аинишном этапе обработки к меньшим значениям МЭЗ (менее 0,1 мм) наблюдаются случайные всплески амплитуды, превышающие по величине установившееся значение этой амплитуды (Лиг. 2). Это происходит из-за неодинаковых условий промывки сокращающегося МЭЗ электролитом в каждом цикле вибрации ЭЙ. Такая нестабильность амплитуды отводов ЭЙ приводит к ложным срабатываниям аппаратуры управления, что и делает эту амплитуду ненадежным
параметром для оценки МЭЗ.
Анализ скважности импульсов, формирующихся при различных величинах МЭЗ (Фиг. 2), показывает, что существует зависимость этой скважности от величины МЭЗ. Например, при ЮЗ 0,3 мм скважность равна 1,2. При МЭЗ 0,1 мм она увеличивается до 1,7. При
сл
4 1
CD 00
}ОЗ 0,05 мм скважность формирующихся импульсов составляет 5. Такая зависимость приведена на фиг. 3 и может быть объяснена следующим. При относительно больших МЭЗ (более 0;4 мм) условия удаления продуктов электролиза достаточно хорошие. Вытеснение образующихся газов происходит через боко- йые зазоры беспрепятственно и давле- |ния этих газов недостаточно для отво- |цов ЭЙ. Отводов поэтому не происходит, технологический ток не прерывается и реализуется схема ЭХО постоянным током со скважностью, равной 1„
При сокращении МЭЗ для повышения точности в конце обработки выход из МЭЗ образующихся газов чгерез боковые зазоры затрудняется, что приводит к увеличению давления в .ЮЗ образующих- ся газов. Это сопровождается отводами ЭЙ от детали с одновременным отключением технологического тока. Формируются импульсы тока и реализуется схема импульсной ЭХО с вибрацией ЭЙ. При этом каждому значению МЭЗ соответствует свой объем электролита, заключенный в межэлектродном пространстве и, следовательно, свои условия для образования отжимающих усилий, деист- вующих на ЭЙ, Так, сокращение ЮЗ приводит к увеличению скважности и наоборот о Причем случайные всплески амплитуды отводов ЭЙ никак не сказываются на скважности импульсов, так как они происходят в паузах между этими импульсами. Это повышает надежность регулирования процесса.
Скважность импульсов контролирует
ся или по среднему напряжению этих импульсовs что легко регистрируется аппаратурой, или по осциллографу и т.п.,
Пример. Электрохимической обработке подвергается штамп с гравюрой площадью 95 см . Материал штампа - сталь 5ХНВ. Глубина гравюры штампа 35 мм. Электролит имеет 12% NaNOj- - NaCl. Давление электролита на входе в ЮЗ 2-10 5 Па. Начальный ЮЗ выставляется порядка 0,4...О,5 мм.
Включается подача электролита и источник питания, автономно управляемый от внешнего коммутатора-прерывателя. ЭЙ подводится к детали со скоростью анодного растворения, примерно О,6...О,8 мм/мин. Технологическое напряжение составляет 12 В. При этом
5
0
0
отводы детали отсутствуют, так как для этого недостаточно давления образующихся газов, которые беспрепятственно вытесняются через боковые зазо- ры.
К концу обработки, по мере сокращения оставшегося припуска, необходимо повысить точность копирования формы ЭЙ. Для этого ускорением подачи ЭЙ сокращается МЭЗ. Начинаются отводы ЭЙ от детали с одновременным прерыванием напряжения, поступающего от источника, с помощью коммутатора. Формируются импульсы с определенной скважностью. Например, при ЮЗ О, 1 мм скважность составляет 1,7. Среднее напряжение, наблюдаемое по вольтметру источника, начинает падать до 8...7 В. При необходимости поддержать этот зазор некоторое время, поддерживается среднее напряжение не ниже 7 В, что соответствует скважности импульсов 1,7 и величине МЭЗ 0,1 мм.
При достижении глубины обработки 34,5 мм производится переход на калиброванный режим обработки. Для этого ЮЗ сокращается далее ускорением рабочей подачи до тех пор, пока скважность импульсов не достигнет 5, что соответствует величине МЭЗ 0S05 мм.
Вновь установленная величина скважности принимается как эталонная, на которую настраивается аппаратура управления. Подача ЭЙ прекращается и осуществляется обработка импульсным током на ЮЗ, равном 0,05 мм. По мере анодного растворения детали ЮЗ увеличивается, что сопровождается уменьшением скважности импульсов и увеличением их среднего напряжения. Это увеличение регистрируется системой управления, которая включает подачу ЭЙ и корректирует величину МЭЗ (сближает электроды) до первоначального значения. Таким образом, процесс регулируется автоматически по отклонению скважности от ее установленного эталонного значения. При достижении глубины обработки 35 мм станок отключается и обработка считается законченной .
Способ позволяет повысить надежность регулирования процесса электрохимической обработки импульсным током на малых, порядка 0,03...О,08 мм, зазорах за счет использования в каче5154
стве параметра регулирования скважности импульсов технологического тока.
Формула изобретения
Способ регулирования процесса электрохимической обработки с синхронным отключением технологического тока при упругих отводах электрода- инструмента от детали под действием усилий обработки и его возвратам под ; действием упругих сил в паузах между
формирующимися импульсами технологического тока, отличающий- с я тем, что, с целью повышения на- дежности регулирования, контролируют скважность импульсов технологического тока, сравнивают ее текущее значение с установленным эталонным значением скважности и выполняют сближение электродов, если текущее значение скважности меньше его эталонного значения.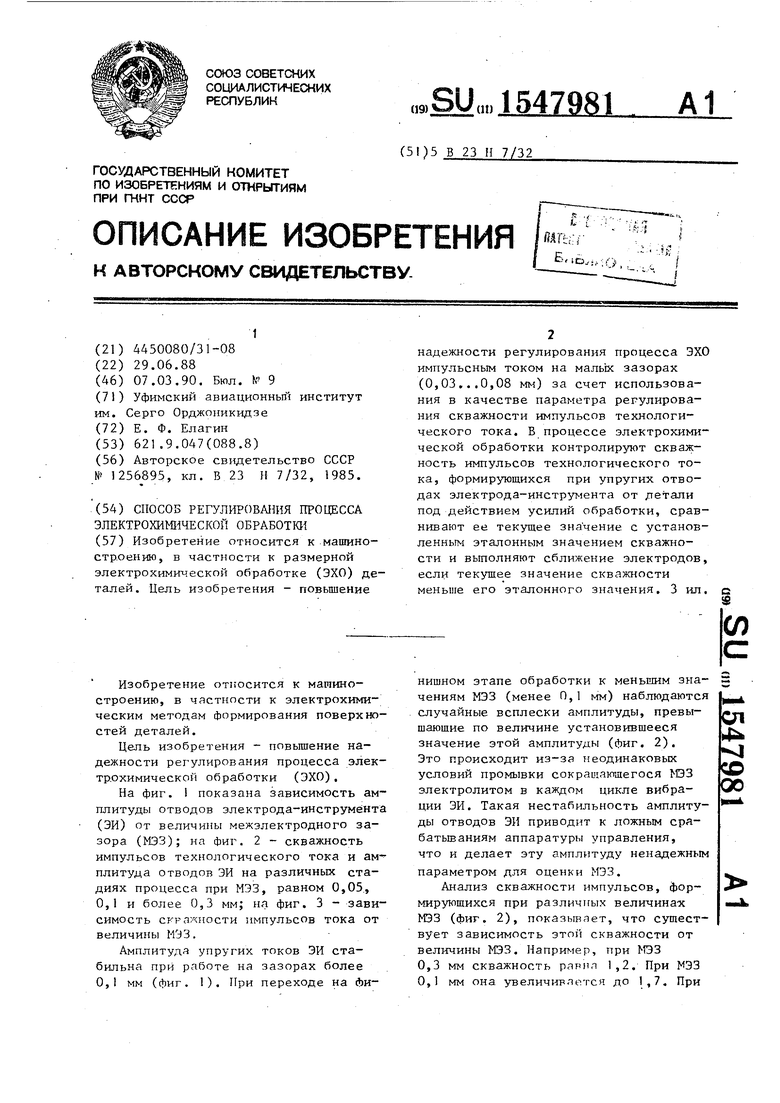
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2188103C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
Изобретение относится к машиностроению, в частности к размерной электрохимической обработки (ЭХО) деталей. Цель изобретения - повышение надежности регулирования процесса ЭХО импульсным током на малых зазорах (0,03...0,08 мм) за счет использования в качестве параметра регулирования скважности импульсов технологического тока. В процессе электрохимической обработки контролируют скважность импульсов технологического тока, формирующихся при упругих отводах электрода-инструмента от детали под действием усилий обработки, сравнивают ее текущее значение с установленным эталонным значением скважности и выполняют сближение электродов, если текущее значение скважности меньше его эталонного значения. 3 ил.
дмэз, мм
о.го о.ю
ЈХ
о,10 о.го о.зо о,цо м«,мм Фиг. I
| Способ регулирования процесса электрохимической и эрозионнохимической обработки | 1985 |
|
SU1256895A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
