ществляют заполнение порошком полости пуансона-матрицы и его уплотнение. После этого движением верхней части 3 пуансона-матрицы осуществляют допрессов- ку порошка. Затем осуществляют подъем пуансона-матрицы. При этом приспособление для фиксации фиксирует нижнюю часть 4 пуансона-матрицы в его верхней части 3 Это приводит к выталкиванию изделия из полости нижней части 4 пуансона-матрицы. Из матрицы 1 изделие выталкивается нижним пуансоном 2 5 ил
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования абразивных сегментов | 1978 |
|
SU967857A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1556815A1 |
| Пресс-форма для прессования изделий из порошковых корундомуллитовых смесей с профильными углублениями на боковых поверхностях | 2020 |
|
RU2761899C1 |
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1519845A1 |
| Пресс-форма для прессования изделий из металлических порошков | 1983 |
|
SU1202707A1 |
| СПОСОБ ОБЪЕМНОГО ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2572268C1 |
| Пресс-форма для прессования изделий из порошка | 1985 |
|
SU1324760A1 |
| Пресс-форма | 1985 |
|
SU1310234A1 |
| Прессформа для формования втулок из порошка | 1980 |
|
SU900981A1 |
Использование: пресс-форма может применяться для прессования изделий из твердых сплавов. Сущность: после заполнения полости матрицы 1 порошком опускается верхний пуансон-матрица до контакта с зеркалом матрицы 1. При этом образуется глухая формующая полость. Пуансон-матрица клином 12 фиксируется относительно матрицы 1. Затем нижним пуансоном 2 осу- 22Фиг}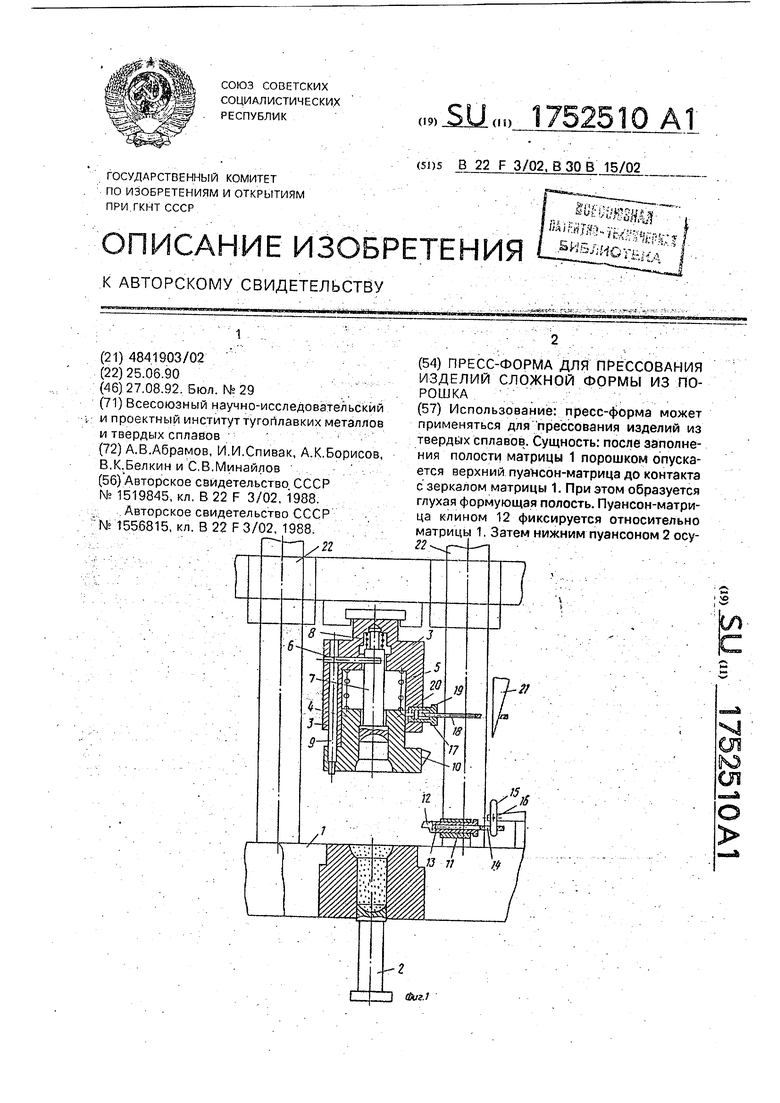
Изобретение относится к порошковой металлургии, к пресс-формам для формования из порошка изделий сложной формы, и может быть использовано для прессования изделий из твердых сплавов.
Известна пресс-форма для прессования изделий сложной формы из порошка, содержащая нижний пуансон, верхний пуансон- матрицу с выталкивателем, подпружиненным упругим элементом в направлении выталкивания, планку для перемещения выталкивателя и матрицу с размещенными в ней направляющими штифтами для размещения на них пуансон-матрицы и планки, причемпресс-форма снабжена подпружиненными ползунами, расположенными в планке перпендикулярно штифтам с возможностью контактирования с их поверхностями, пуансон-матрица выполнена с возможностью захода в полость матрицы, а штифты установлены с возможностью осевого перемещения и подпружинены в матрице, при этом упругие элементы имеют возрастающую жесткость в последовательности: упругий элемент выталкивателя, упругий элемент штифта и упругие элементы ползуна.
Недостатками известной пресс-формы являются низкие срок службы и выход в годное. Это объясняется следующим. Пуансон-матрица выполнена с возможностью захода в полость матрицы. В связи с высокой абразивностью и дисперсностью (1 мкм), прессуемых порошков (например, твердосплавная смесь) происходит интенсивный износ поверхности матрицы и наружной поверхности пуансона-матрицы из-за попадания порошка между ними при работе пресс-формы.
В процессе работы возможно заклинивание пуансона-матрицы в полости матрицы из-за перекоса пуансона-матрицы и попадания порошка в зазор. Это приводит к браку из-за непропрессовки. Кроме того, отсутствие жесткой связи между частями формующей полости - матрицей и пуансоном-матрицей, приводит к их относительному смещению из-за неравномерного распределения бокового давления в полости пуансона-матрицы Причем в процессе
прессования распределение давления изменяется. Это приводит к появлению трещин в спрессованной заготовке, что также снижает выход в годное.
Наиболее близкой к изобретению по
технической сущности является пресс-форма для прессования изделий сложной формы из порошка, содержащая матрицу, нижний пуансон и выполненный в виде двух
подпружиненных частей верхний пуансон- матрицу с формующей полостью, подпружиненным выталкивателем, планкой для его перемещения и упорами.
Недостатком известной пресс-формы
является низкие срок службы и качество получаемых изделий. Это объясняется следующим. Во время уплотнения порошка верхним пуансоном происходит смещение нижней части пуансона-матрицы относительно матрицы, поскольку они не имеют жесткой связи. Величина смещений может достигать величины зазора в направляющих упорах и нижней части пуансона. Смещения возникающие в пресс-форме между нижней
части пуансона-матрицы и матрицей происходят в процессе уплотнения порошка из-за неравномерного распределения бокового давления на стенки рабочей полости во время уплотнения порошка. Смещение будетпроисходить- в сторону большего давления, Поскольку направление большего давления в процессе уплотнения порошка постоянно меняется, направление смещения также будет изменяться, принимая циклический характер. При этом кромки контуров формующих полостей матрицы и нижней части пуансона-матрицы из-за высокой аб- разивности порошка подвергаются интенсивному износу, что приводит к снижению
стойкости пресс-формы. В результате этого износа качество прессуемых изделий снижается. Смещение формующих полостей приводит к смещению соответствующих частей прессуемого изделия, в результате чего
образуются трещины в прессуемом изделии, что приводит к снижению их качества и браку.
Целью изобретения является повышение срока службы пресс-формы и качества
изделий.
Поставленная цель достигается тем, что пресс-форму для прессования изделий сложной-формы из порошка, содержащую матрицу, нижний пуансон и выполненный в виде двух подпружиненных друг относительно друга частей верхний пуансон-матрицу с формующей полостью, подпружиненным выталкивателем, планкой для его перемещения и упорами, предлагается снабдить приспособлениями для фиксации нижней части пуансона-матрицы относительно матрицы и относительно верхней части пуансона-матрицы, приспособление для фиксации нижней части пуансона-матрицы относительно матрицы предлагается выполнить в виде клинового уступа на нижней части пуансона-матрицы, установленного на матрице подпружиненного клинового элемента со штоком, имеющим проушину, двуплечего рычага, установленного на матрице с возможностью поворота вокруг оси крепления и захода в проушину, приспособление для фиксации нижней части пуансона-матрицы относительно верхней его части предлагается выполнить в виде отверстия в корпусе нижней части, установленного на матрице клина и подпружиненного штока с проушиной, закрепленного в корпусе верхней части пуансона-матрицы с возможностью взаимодействия проушины с верхним плечом рычага и с клином, а выталкиватель подпружинить вниз.
Наличие приспособлений для фиксации нижней части пуансона-матрицы относительно матрицы и относительно верхней части пуансона-матрицы наряду с их конструктивным выполнением позволяет предотвратить смещение верхней части формующей полости (в пуансоне-матрице) относительно формующей полости матрицы, обеспечивая взаимную фиксацию частей пресс-формы в необходимый момент. Это позволяет повысить срок службы пресс- формы и качество изделий. Использование приспособления для фиксации частей пресс-формы друг относительно друга, выполненного в виде клина, взаимодействующего с клиновым уступом на матрице, известно.
В известном устройстве приспособление служит для предотвращения разъединения разборного корпуса пресс-формы, но не для предотвращения смещения частей корпуса в направлении, параллельном плоскости разъема. Приспособление выполнено в виде вилки, установленной на штоке гидроцилиндра. Предлагаемое конструктивное выполнение фиксатора также известно
Однако функциональное назначение фиксатора в известном техническом решении иное, чем в предлагаемом - фиксация выталкивателя от вертикального перемещения относительно верхней части пуансона- матрицы. Различия в конструктивном выполнении фиксаторов и/или в их функциональном назначении в предлагаемом техническом решении по сравнению с
0 известными свидетельствуют о наличии существенных отличий в предлагаемом техническом решении.
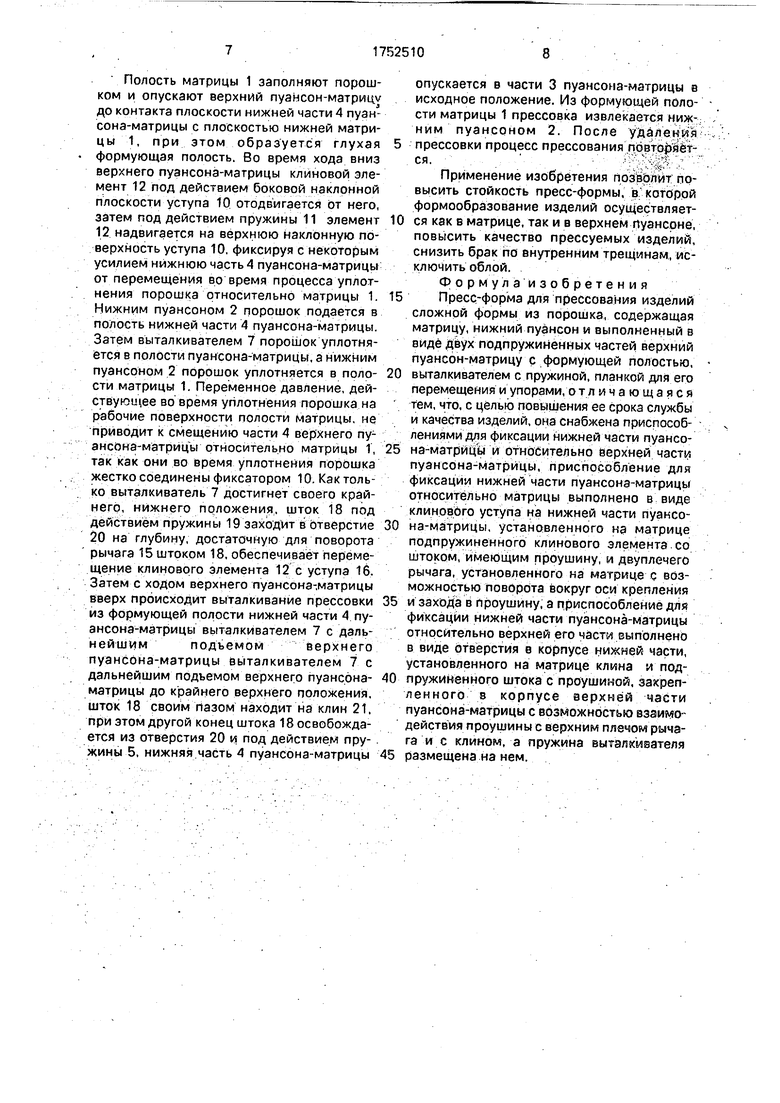
На фиг.1 изображена пресс-форма в начальный момент прессования, общий вид; а
5 на фиг.2-5 то же, последовательные стадии прессования
Пресс-форма содержит матрицу 1, нижний пуансон 2 и верхний пуансон-матрицу, состоящий из двух частей 3 и 4 с выполнен0 ной в нем формующей полостью. Нижняя часть 4 пуансона-матрицы установлена в верхней части 3 с возможностью вертикального перемещения и подпружинена вниз упругим элементом 5. В части 3 установлена
5 горизонтальная планка 6 с выталкивателем 7. Планка 6 подпружинена вниз пружиной 8 и взаимодействует с упорами 9. Пресс-форма снабжена приспособлением для фиксации нижней части 4 пуансона-матрицы
5 относительно матрицы 1, выполненным в виде клинового уступа 10 на нижней части 3, установленного на матрице 1 подпружиненного пружиной 11 клинового элемента 12 со штоком 13, имеющим проушину 14, и
0 двуплечего рычага 15, установленного на матрице 1 с возможностью поворота вокруг оси 16 крепления и захода в проушину 14.
Конструкция уступа 10 такова, что при опускании верхнего пуансона-матрицы на
5 матрицу 1, клиновой уступ 10 своей боковой поверхностью воздействует на клиновой элемент 12, отодвигая его з сторону от оси пресс-формы, а при контакте плоскостей верхнего пуансона-матрицы и матрицы 1
0 под действием пружины 11 элемент 12 надвигается на верхнюю наклонную поверхность уступа 10. На части 3 верхнего пуансона-матрицы установлено приспособление для фиксации нижней части 4 пуан5 сона-матрицы относительно верхней части 3, состоящее из корпуса 17, штока 18, пружины 19 и отверстия 20, расположенного в части 4 верхнего пуансона-матрицы, кроме того, для возврата штока 18 в рабочее поло0 жение на неподвижной части пресса крепится клин 21. Перемещение матрицы 1 и пуансон 3 относительно друг друга осуществляется по направляющим колонкам 22,
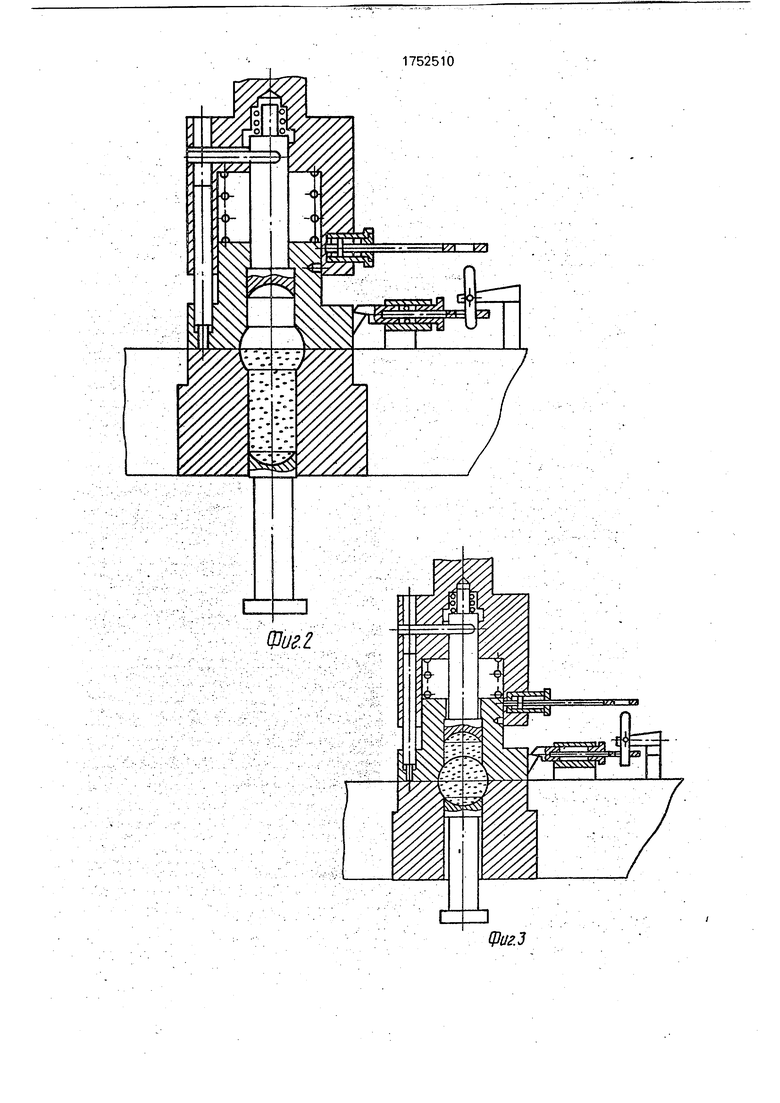
Пресс-форма работает следующим образом
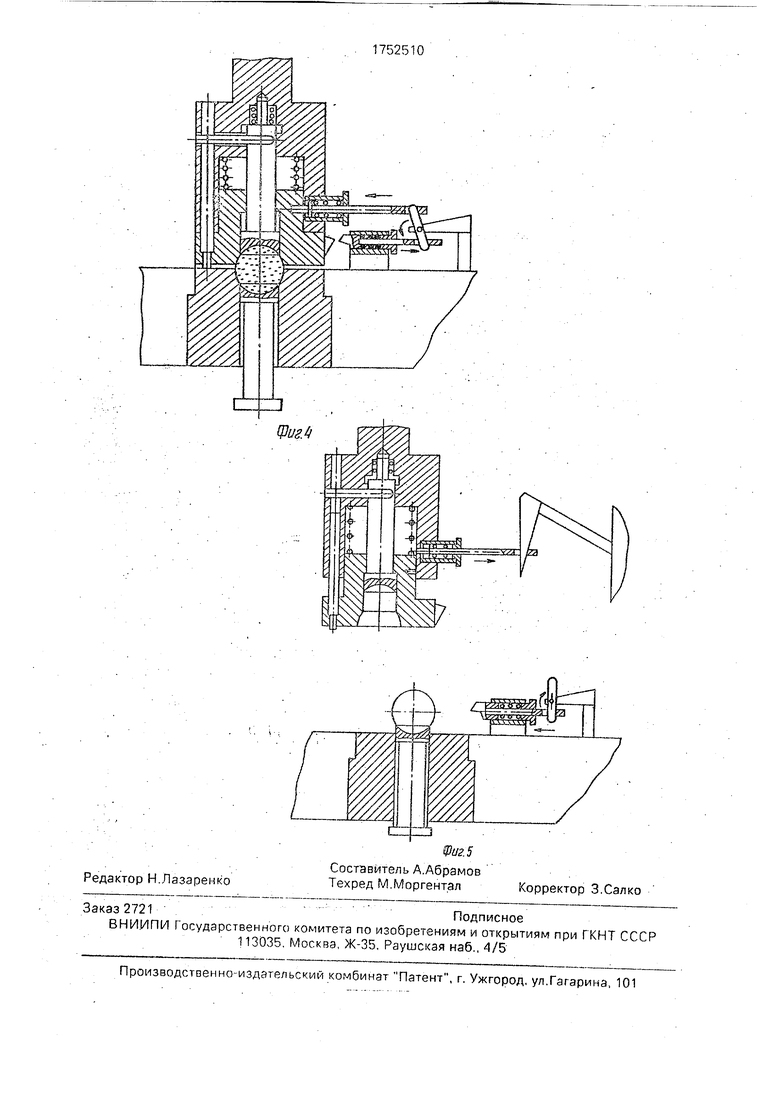
Полость матрицы 1 заполняют порошком и опускают верхний пуансон-матрицу до контакта плоскости нижней части 4 пуансона-матрицы с плоскостью нижней матрицы 1, при этом образуется глухая формующая полость. Во время хода вниз верхнего пуансона-матрицы клиновой зле- мент 12 под действием боковой наклонной плоскости уступа 10 отодвигается от него, затем под действием пружины 11 элемент 12 надвигается на верхнюю наклонную поверхность уступа 10, фиксируя с некоторым усилием нижнюю часть 4 пуансона-матрицы от перемещения во время процесса уплотнения порошка относительно матрицы 1. Нижним пуансоном 2 порошок подается в полость нижней части 4 пуансона-матрицы. Затем выталкивателем 7 порошок уплотняется в полости пуансона-матрицы, а нижним пуансоном 2 порошок уплотняется в полости матрицы 1. Переменное давление, действующее во время уплотнения порошка на рабочие поверхности полости матрицы, не приводит к смещению части 4 верхнего пуансона-матрицы относительно матрицы 1, так как они во время уплотнения порошка жестко соединены фиксатором 10. Как только выталкиватель 7 достигнет своего крайнего, нижнего положения, шток 18 под действием пружины 19 заходит в отверстие 20 на глубину, достаточную для поворота рычага 15 штоком 18, обеспечивает перемещение клинового элемента 12 с уступа 16. Затем с ходом верхнего пуансона-матрицы вверх происходит выталкивание прессовки из формующей полости нижней части 4 пуансона-матрицы выталкивателем 7 с дальнейшимподъемомверхнегопуансона-матрицы выталкивателем 7 с дальнейшим подъемом верхнего пуансона- матрицы до крайнего верхнего положения, шток 18 своим пазом находит на клин 21. при этом другой конец штока 18 освобождается из отверстия 20 и под действием пружины 5, нижняя часть 4 пуансона-матрицы
опускается в части 3 пуансона-матрицы в исходное положение. Из формующей полости матрицы 1 прессовка извлекается нижним пуансоном 2. После удаления 5 прессовки процесс прессования повторяется. ;
Применение изобретения позволит повысить стойкость пресс-формы, в которой формообразование изделий осуществляет0 ся как в матрице, так и в верхнем пуансоне, повысить качество прессуемых изделий, снизить брак по внутренним трещинам, исключить облой.
Формула изобретения
5 Пресс-форма для прессования изделий сложной формы из порошка, содержащая матрицу, нижний пуансон и выполненный в виде двух подпружиненных частей верхний пуансон-матрицу с формующей полостью,
0 выталкивателем с пружиной, планкой для его перемещения и упорами, отличающаяся тем, что, с целью повышения ее срока службы и качества изделий, она снабжена приспособлениями для фиксации нижней части пуансо5 на-матрицы и относительно верхней части пуансона-матрицы, приспособление для фиксации нижней части пуансона-матрицы относительно матрицы выполнено в виде клинового уступа на нижней части пуансо0 на-матрицы, установленного на матрице подпружиненного клинового элемента со штоком, имеющим проушину, и двуплечего рычага, установленного на матрице с возможностью поворота вокруг оси крепления
5 и захода в проушину, а приспособление для фиксации нижней части пуансона-матрицы относительно верхней его части выполнено в виде отверстия в корпусе нижней части, установленного на матрице клина и под0 пружиненного штока с проушиной, захреп- ленного в корпусе верхней части пуансона-матрицы с возможностью взаимодействия проушины с верхним плечом рычага и с клином, а пружина выталкивателя
5 размещена на нем.
Фиг.3
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1519845A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Импульсный стимулятор | 1975 |
|
SU556815A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| I/ | |||
