1
1310437
Ш
Изобретение относится к способам обработки стальных изделий, преиму-- щественно деталей машин с концентраторами напряжений.
Цель изобретения - повьшение дол- i говечности.
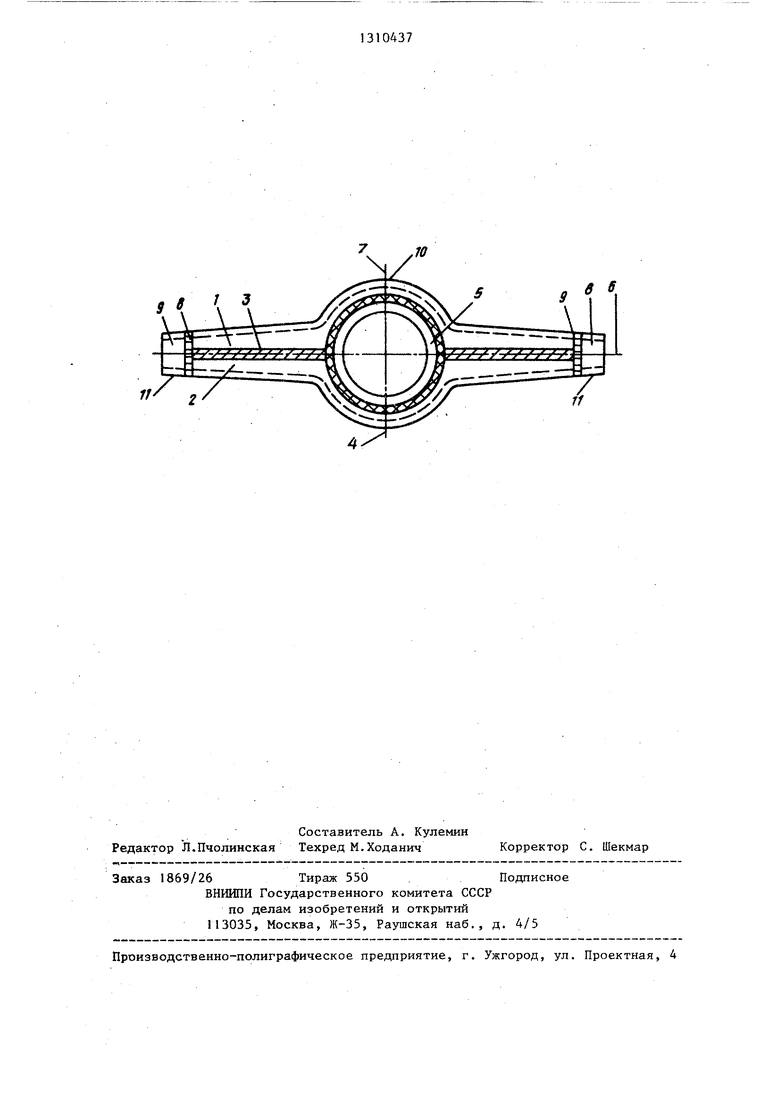
На чертеже показан сварной картер ведущего моста транспортного средства, общий вид.
Картер имеет верхнкяо 1 и нижнюю 2 пустотелые балки, сваренные продоль- ным швом 3, в которые кольцевыми швами 4 ввариваются кольца 5 (заднее кольцо не показано). Картер имеет продол1 ную 6i и поперечную 7 ось сим-} метрии. На концы балок 1 и 2 приварены при помощи швов 8 рукава 9.
Все сварные швы - односторонние и в силу своей природы являются концентраторами напряжений.
На выступающей верхней части балки 1 в месте пересечения ее наружного контура с поперечной осью 7 находится условная точка 10, к которой
верхнюю балку 1 картера в усл точке 10. Величина нагрузки о ляется исходя из разности нап в зоне кольцевого шва й& 6„«„
ЧТ
составляет ,кс г
Под нагрузкой в кольцевом расположенном на нижней балке никают рабочие напряжения рав
При сохранении деформирова состояния проводится местная обработка кольцевого шва 4 на балке 2. За счет рекристаллиз ных процессов напряжения дб в термообработки уменьшаются до
После охлаждения нагрузку За счет упруго деформированны картера, стремящихся вернутьс деформированное состояние, в термообработки кольцевого шва 20 никают сжимающие напряжения в ветствии с геометрической фор чений шва равные по величине тивоположные по знаку тем нап ниям (растягивающим), которые
при изготовлении картера прикладьша- 25 вовали до нагрева, т.е. -ли.
ется технологическая нагрузка, а на нижней части картера - на поверхности рукавов 9 находятся условные точки II, равноудаленные от условной точки 10, на которые опирае;гся картер при изготовлении.
Пример. Под действием рабочей нагрузки в эксплуатации картер подвергается изгибу относительно продольной оси симметрии 6 так, что верхняя балка 1 сжимается, а нижняя 2 растягивается. Растягиваюш е напряжения действуют в кольцевом шве 4 на нижней балке 2, вызывая появление здесь усталостных трещин, которые, зарождаясь на кольцевом шве вблизи продольной оси 6 и распространяясь вдоль кольцевого шва 4 на нижней балке 2, вызывают разрушение картера в целом.
Рабочая нагрузка, вызывающая появление в месте разрушения кольцевого сварного шва напряжений сос35
После разгрузки верхняя балка 1 частично сжата, нижняя балка 2 частично растянута. За счет дополнительного нагружения балок (элементов,
30 не лимитирующих долговечность) достигнуто наведение предварительных напряжений сжатия в зоне кольцевого шва (элемента, лимитирующего долговечность) .
При эксплуатации картера в кольцевом шве действуют рабочие растягивающие напряжения, уменьшенные на величину предварительных напряжений сжатия . Причем величина рабочих напря40 жений не превьш1ает предела выносли- вости материала сварного шва и поэтому не вызывает повреждения.
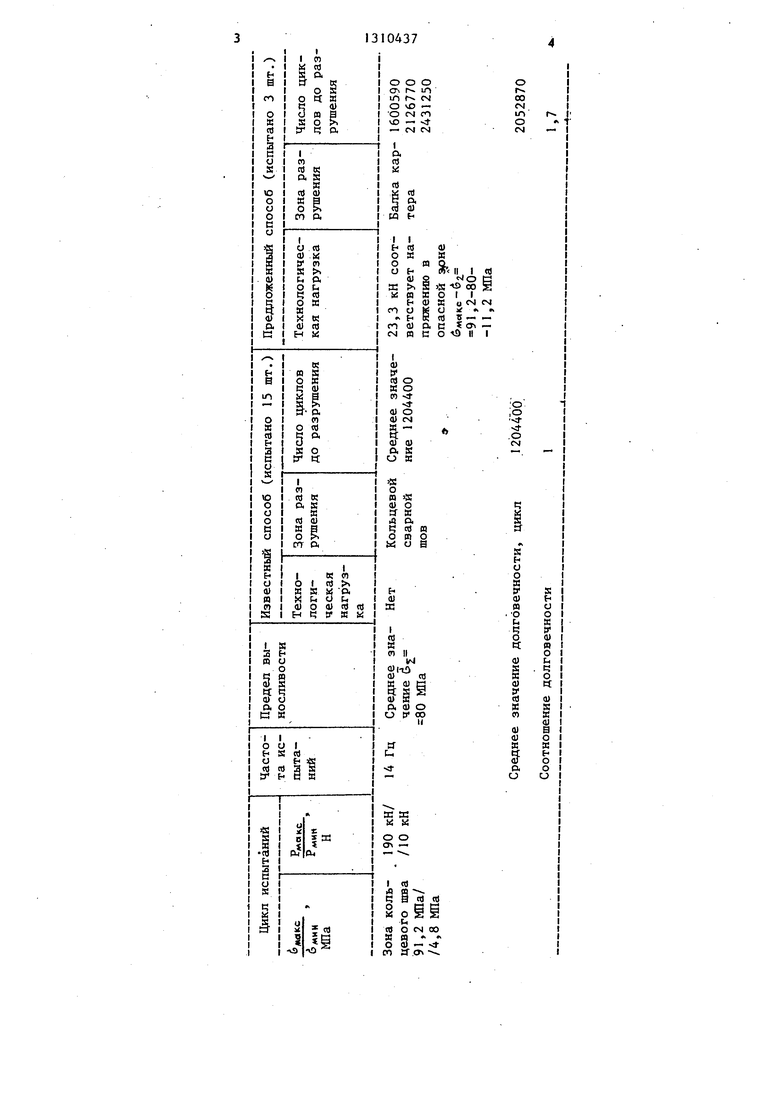
Результаты испытаний по известному и предложенному способу приведены
45 в таблице.
Форму л а изобретения
тавляла Р.
маис
а рабочая нагрузка,
Способ обработки деталей машин, включающий приложение нагрузки, местсоответствующая безопасному значению .JQ ный нагрев ТВЧ в нагруженном состоя- напряжения - пределу выносливости 6.j, нии, охлаждение и снятие нагрузки.
составляла Р«
отличающийся тем, что, с
Способ термической обработки кар-целью повьшхения долговечности, натера заключается в следующем.грузку прикладывают совпадающей по
После сварки картер устанавливает- направлению с рабочей и величиной,
ся на шарнирные опоры в условных точ-создающей напряжения в детали не мекак 11 рукавов 9 и упруго деформиру-нее разности максимального разрушаюется путем приложения нагрузки иден-щего напряжения и предела выносливостичной по направлению рабочей нати материала детали.
верхнюю балку 1 картера в условной точке 10. Величина нагрузки определяется исходя из разности напряжений в зоне кольцевого шва й& 6„«„,, -(Ьл и
4.
составляет ,кс г
Под нагрузкой в кольцевом шве 4, расположенном на нижней балке 2, возникают рабочие напряжения равные л6.
При сохранении деформированного состояния проводится местная термообработка кольцевого шва 4 на нижней балке 2. За счет рекристаллизацион- ных процессов напряжения дб в зонах термообработки уменьшаются до нуля.
После охлаждения нагрузку снимают. За счет упруго деформированных балок картера, стремящихся вернуться в недеформированное состояние, в зоне термообработки кольцевого шва 4 воз- 0 никают сжимающие напряжения в соответствии с геометрической формой сечений шва равные по величине, но противоположные по знаку тем напряжениям (растягивающим), которые дейст5 вовали до нагрева, т.е. -ли.
35
После разгрузки верхняя балка 1 частично сжата, нижняя балка 2 частично растянута. За счет дополнительного нагружения балок (элементов,
30 не лимитирующих долговечность) достигнуто наведение предварительных напряжений сжатия в зоне кольцевого шва (элемента, лимитирующего долговечность) .
При эксплуатации картера в кольцевом шве действуют рабочие растягивающие напряжения, уменьшенные на величину предварительных напряжений сжатия . Причем величина рабочих напря40 жений не превьш1ает предела выносли- вости материала сварного шва и поэтому не вызывает повреждения.
Результаты испытаний по известному и предложенному способу приведены
45 в таблице.
Форму л а изобретения
отличающийся тем, что, с
(
-
:о
,0 ЧГ
,о
CVJ
О X
о о и
ГИЛ
11/ ,/
в 6
11
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСИЛЕНИЯ ПОДКРАНОВОГО ПУТИ | 1994 |
|
RU2114045C1 |
| Картер ведущего моста транспортного средства | 1979 |
|
SU925685A1 |
| Способ получения стыкового сварного соединения с заданным положением концентратора растягивающих остаточных напряжений | 2016 |
|
RU2669669C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТЕХНИЧЕСКОГО РЕСУРСА АВАРИЙНОЙ ПОДКРАНОВОЙ БАЛКИ | 2014 |
|
RU2583116C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ СВАРНОЙ ПОДКРАНОВОЙ БАЛКИ, ПОВРЕЖДЕННОЙ УСТАЛОСТНЫМИ ТРЕЩИНАМИ | 2009 |
|
RU2460621C2 |
| Способ дуговой сварки | 1988 |
|
SU1698020A1 |
| Состав сплава | 1980 |
|
SU961905A1 |
| Способ упрочнения несущих деталей грузовых вагонов | 1990 |
|
SU1765208A1 |
| Способ определения ширины зоны концентратов растягивающих остаточных сварочных напряжений стыкового соединения из стали | 2017 |
|
RU2670350C2 |
| СПОСОБ ИСПЫТАНИЯ ТРУБ НА КОРРОЗИОННУЮ СТОЙКОСТЬ | 2008 |
|
RU2368888C1 |
Изобретение относится к области обработки стальных изделий, преимущественно деталей машин с концентраторами напряжений. Цель изобретения повьш1ение долговечности. Сущность изобретения заключается в том, что в зонах концентрации напряжений деталей машин прикладьшают нагрузку с созданием растягивающих напряжений величиной не менее разности максимальных разрушающих напряжений и предела выносливости материала, причем нагрузку прикладывают совпадающий по направлению с рабочей нагрузкой. При эксплуатации детали машин в концентраторе напряжений действуют рабочие растягивающие напряжения, уменьшенные на величину предварительных напряжений сжатия, причем величина рабочих напряжений не превьш1ает пре- . S дела выносливости материала детали и i поз тому не вызывает повреждений. 1СЛ I ил., 1 табл. СдЭ 
| Головин Г.Ф., Зимин Н.В | |||
| Технология термической обработки металлов с применением индукционного нагрева | |||
| - Л.: Машиностроение, 1979, разд | |||
| III, с | |||
| Скоропечатный станок для печатания со стеклянных пластинок | 1922 |
|
SU35A1 |
| Патент США № 3124492, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
