Изобретение относится к металлургии и машиностроению и может быть использовано для подачи круглого проката, например труб.
Цель изобретения - упрощение конструкции, снижение потребляемой мощности и расширение технологических возможностей при сохранении широкого диапазона диаметров подаваемого проката.
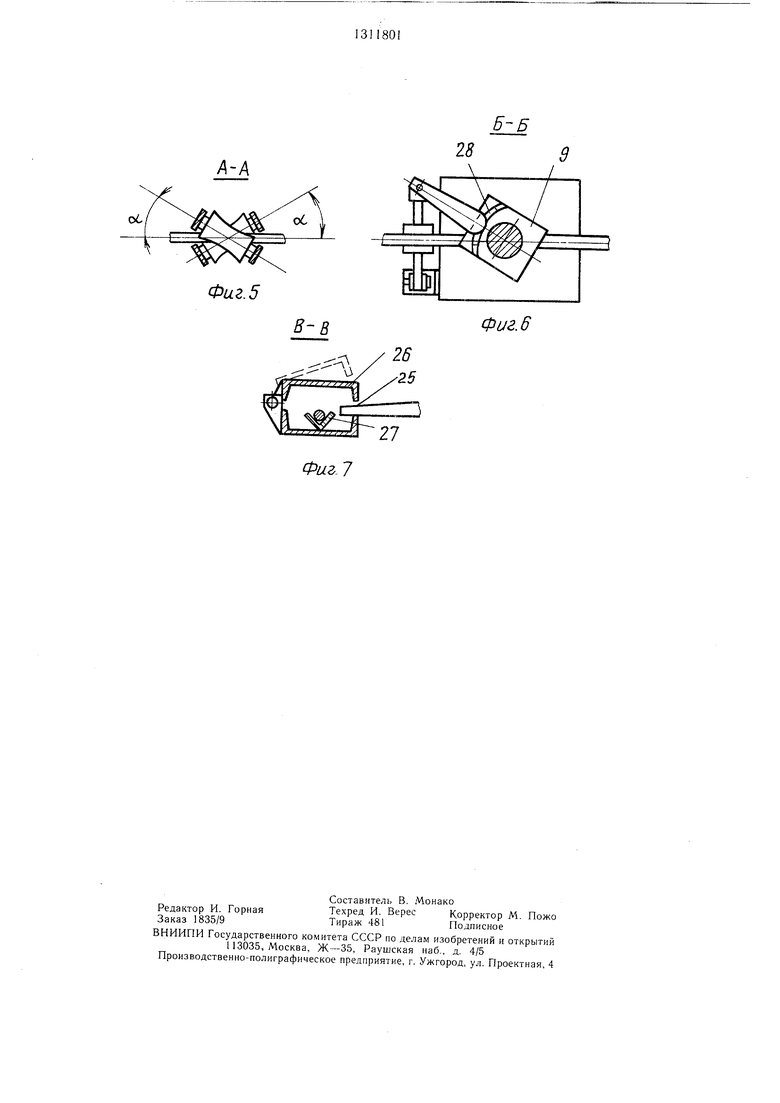
На фиг. 1 изображен схема предлагаемого устройства, вид вдоль оси подачи на фиг. 2 - валки, исходное положение; на фиг. 3 - то же рабочее положение; на фиг. 4 - линия очистки круглого проката, оборудованная устройством для его подачи; на фиг. 5 - разрез А-А на фиг. 4; на фиг. 6 - разрез Б-Б на фиг. 4; на фиг. 7 - разрез В-В на фиг. 4.
Устройство для подачи круглого проката содержит станину с основанием 1 и Г-об- разной стойкой 2, в которых выполнены цилиндрические отверстия с вертикальной осью, держатель 3 нижнего валка 4 с вогнутой рабочей поверхностью, связанный через поводок 5 с держателем винтовой привод 6 поворота. Держатель нижнего валка зафиксирован болтами 7 относительно основания и на нем установлен привод 8 вращения нижнего валка. На держателе 9 установлен верхний валок 10. Его привод вертикального перемеп |,ения выполнен в виде пневмоцилиндра 11, соединенного с держателем верхнего валка посредством двух шарнирно соединенных стержней 12, подпружиненного винта 13 и гайки 14 (не показана) и раз.мещенного в корпусе 15, имеющем винты 16 фиксации его относительно стойки, закрепленный в верхней части корпуса упор 17, ограничи- ваюпдий движение стержней. Привод осевого перемещения корпуса выполнен в виде гайки на кронштейне 18, с которой вза- и.модействует винт 1.9, связанный с корпусом. Винтовой привод 20 связан с корпусом через поводок 21. На держателе верхнего валка установлен регулируе.мый толкатель 22, взаимодействующий с рычагом 23, один конец которого опирается на пружину 24, а другой шарнирно соединен с основанием устройства и имеет загрузочный лоток 25 с откидной крышкой 26. Рычаг 23 имеет желоб 27. В Т-образном пазу держателя верхнего валка размещен сухарь 28 толкателя.
Вылет толкателя настроен так, что в момент его контакта с рычагом при опускании держателя 9 между верхним валком и изделием, находящимся в желобе 27, имеется минимальный гарантированный зазор t. Рычаг выполнен, а пружина 24 подобрана так, что между самым массивным из обрабатываемого диапазона изделием, покоящемся на желобе, и нижним валком, имеется зазор, т. е. позиционируемое изделие не опирается на вращающийся
нижний валок в процессе закрывания крышки разгрузочного лотка и опускания верхнего валка.
Кроме этого, устройство снабжено датчи- ком наличия изделия на рычаге, дающим команду на закрытие загрузочного лотка, крышкой и датчиком нижнего положения крышки, дающего команду на опускание верхнего валка. Устройство встроено в ли
нию с иглофрезерным станком 29, тянущим приспособлением 30 и разгрузочным лотком 31.
Устройство для подачи круглого проката работает следующим образом.
Для настройки на нужный угол а. наклона валков к оси ослабляют болт 7 и винт 16, а также болты, фиксирующие сухарь 28 в пазу держателя 9. Угол а устанавливают винтовыми приводами 6 и 20,, после чего фиксируют держатель 3 и корпус 15 относительно станины и сухарь
относительно держателя 9 соответствующими болтами.
Величину раствора валков при переходе на другой диаметр проката изменяют путем вертикального перемещения корпуса
15 винтом 19, например при настройке на меньщий диаметр изделие укладывают в желоб рычага 23, зате.м давлением в порщневую полость пневмоцилиндра 11 опускают держатель в крайнее нижнее положение, при котором стержни 12 располагаются на одной прямой с винтом 13, винтом 19 опускают корпус 15 до контакта обоих валков с изделием и создают необходимый прижим, сжимая пружину дополнительным поворотом винта 19. Давлением в штоковую полость цилиндра поднимают держатель 9 и фиксируют корпус относительно стойки 2 болтами.
Загрузку изделия производят при его поперечном движении со стеллажа на призму лотка и на желоб 27 рычага.
Датчик наличия изделия на рычаге подает команду на закрытие крышки 26 лотка, датчик нижнего положения крышки подает команду на подачу давления в поршневую полость цилиндра 1 I. Стержни 12 смещаются вправо до упора 17 и подают
вниз винт 13, который через пружину перемещает держатель 9 с валком 10 вниз. В момент контакта толкателя 22 с рычагом появляется предварительно настроенный зазор Р между изделием и валком. При дальнейшем движении держателя вниз толкатель нажимает на рычаг и опускает его вместе с изделием. При этом до контакта изделия с нижним валком 4 зазор t сохраняется. Далее при движении валка 10 вниз происходит выборка зазора t, в процессе которой рычаг продолжает поворачиваться вниз, а желоб рычага опускается, оставляя изделие на нижнем валке 4. Таки.м образом, зазор 1 необходим для того, чтобы в рабочем положении получить зазор между желобом рычага и вращающимся вокруг своей оси изделием (фиг. 3).
Валки 4 и 10 подают изделие через зону очистки иглофрезерного станка и далее в валки тянущего устройства.
Использование предлагаемого устройства позволит получить экономический эффект за счет повыщения производительности и качества очистки проката увеличенного диапазона диаметров путем обеспечения более высокого диапазона соотношений между скоростью продольной подачи и частотой вращения изделия относительно собственной оси
Кроме того, устройство является более универсальным и может быть использовано в условиях, когда вращение изделия при его продольной подаче не требуется например при обработке вращающимся скребковым блоком или в случае, когда поступательное без вращения перемещение проката через зону очистки необходимо для последующей операции, например для запрессовки стальной трубы в алюминиевую
оболочку при изготовлении теплообменников.
Формула изобретения
Устройство для подачи круглого проката,
содержащее станину, установленные в ней держатели с вогнутыми валками, привод поворота держателей относительно вертикальной оси, привод вращения нижнего валка, привод вертикального перемещения держателя верхнего валка и приемный желоб, отличающееся тем, что, с целью упрощения конструкции, снижения потребляемой мощности и расщирения технологических
возможностей при сохранении щирокого диапазона диаметров подаваемого проката, оно снабжено несущим желоб подпружиненным рычагом и взаимодействующим с ним регулируемым толкателем, установленным на держателе верхнего валка при этом держатель нижнего валка зафиксирован от перемещения и на нем установлен привод вращения валка.
п
Фиг,.2
Фиг,.Ъ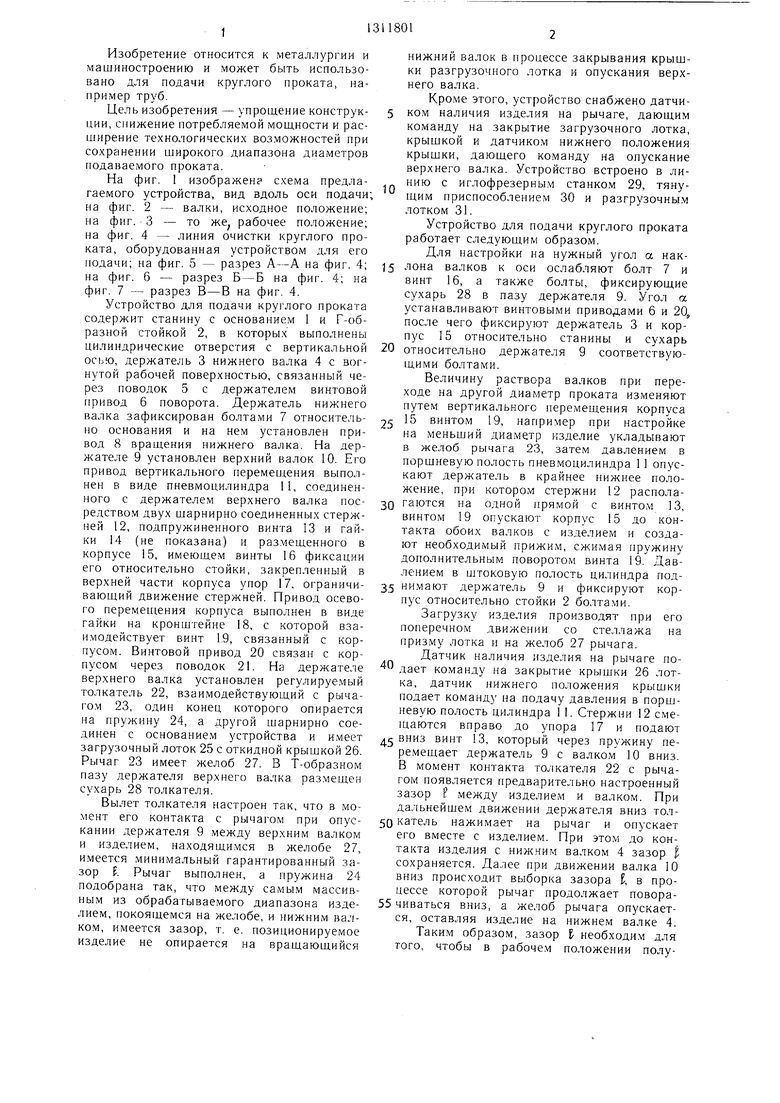

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Машина для правки круглого проката | 1988 |
|
SU1551442A1 |
| Установка для распиливания проката | 1986 |
|
SU1425000A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ТРЕХВАЛКОВАЯ ЛИСТОГИБОЧНАЯ МАШИНА | 2001 |
|
RU2200070C1 |
| ВАЛЬЦОВОЧНОЕ УСТРОЙСТВО К КОРПУСООБРАЗУЮЩЕЙ МАШИНЕ | 1970 |
|
SU423540A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ СЫПУЧЕСТИ СЛЕЖАВШЕГОСЯ ГРАНУЛИРОВАННОГО МАТЕРИАЛА | 2006 |
|
RU2312570C1 |
| Трехвалковая листогибочная машина | 1985 |
|
SU1279702A1 |
| Предварительно-напряженная клеть стана поперечно-винтовой прокатки | 1980 |
|
SU912373A1 |
| Стан поперечно-винтовой прокатки | 1988 |
|
SU1555029A1 |
Изобретение относится к металлургии и машиностроению и может быть использовано для подачи круглого проката. Целью изобретения является упрощение конструкции, снижение потребляемой мощности и расширение технологических возможностей при сохранении широкого диапазона диаметров подаваемого проката. Устройство для подачи круглого проката содержит станину с основанием 1 и Г-образ- ной стойкой 2. В станине размещены держатели 3 и 9 соответственно нижнего 4 и верхнего 10 валков. Привод вертикального перемещения верхнего валка выполнен в виде пневмоцилиндра 11. Нижний валок имеет привод вращения 9. Устройство имеет также винтовые приводы 6 и 20 поворота держателей и винтовой привод осевого перемещения корпуса в виде гайки и винта 19. На держателе верхнего валка закреплен регулируемый толкатель 22, взаимодействующий с подпружиненным рычагом 23 для опускания изделия на нижний валок и снятия изделия с него. 7 ил. i (Л
/ту/ /уу/х
Фцг.
А-/
Фиг. 5
В-В
Фиг. 6
Фиг 7
| УСТРОЙСТВО для УКЛАДКИ ГРУЗОВ | 0 |
|
SU316488A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Подающее устройство | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| .Азовское ПО по выпуску кузнечно-прессового оборудования, 1980. | |||
