Изобретение относится к обработке металлов давлением, в частности к способам осуществления процесса ротационного выдавливания.
Цель изобретения - повышение точности формы некруглой полости изделия путем обеспечения плотного прилегания металла заготовки ко всей поверхности оправки за счет минимизации тангенциального течения металла в процессе деформирования.
На фиг. 1 и 2 показаны схемы ротационного выдавливания.
Предлагаемый способ изготовления полых изделий состоит в том, что заготовку 1 устанавливают в оправку 2, выполненную по форме полости изделия, вращают вместе с оправкой вокруг оси 3 обработки и деформируют ротационным выдавливанием, например, роликами 4. Заготовку деформируют за несколько проходов, а в каждом проходе заготовку с оправкой вращают в направлении, противоположном направлению вращения в предыдущем проходе.
Такая обработка позволяет минимизировать тангенциальное течение металла заготовки относительно оправки и поэтому обеспечивает плотное прилегание заготовки к оправке и повыщает точность формы и размеров полости изделия.
Согласно предлагаемому способу выполнена медная капиллярная трубка с профилем отверстия в виде правильного щестигран- ника, диаметр описанной окружности кото5 рого 6 мм, наружный диаметр 7 мм. Заготовка имеет наружный диаметр 8 мм, толщину стенки 1 мм и длину 134 мм. Ротационное выдавливание выполняли за три прохода при числе оборотов оправки 1600 в
HQ минуту и при подаче 0,1 мм на оборот.
Формула изобретения
Способ изготовления полых изделий, 15 при котором заготовку устанавливают на оправку, выполненную по форме полости изделия, вращают вместе с оправкой вокруг оси обработки и деформируют ротационным выдавливанием отличающийся тем, что, с целью повышения точности формы некруглой полости изделия путем обеспечения плотного прилегания металла заготовки ко всей поверхности оправки за счет минимизации тангенциального течения металла в процессе деформирования, заготов- 25 ку деформируют за несколько проходов, а в каждом последующем проходе заготовку с оправкой вращают в направлении, противоположном направлению вращения предыдущего прохода.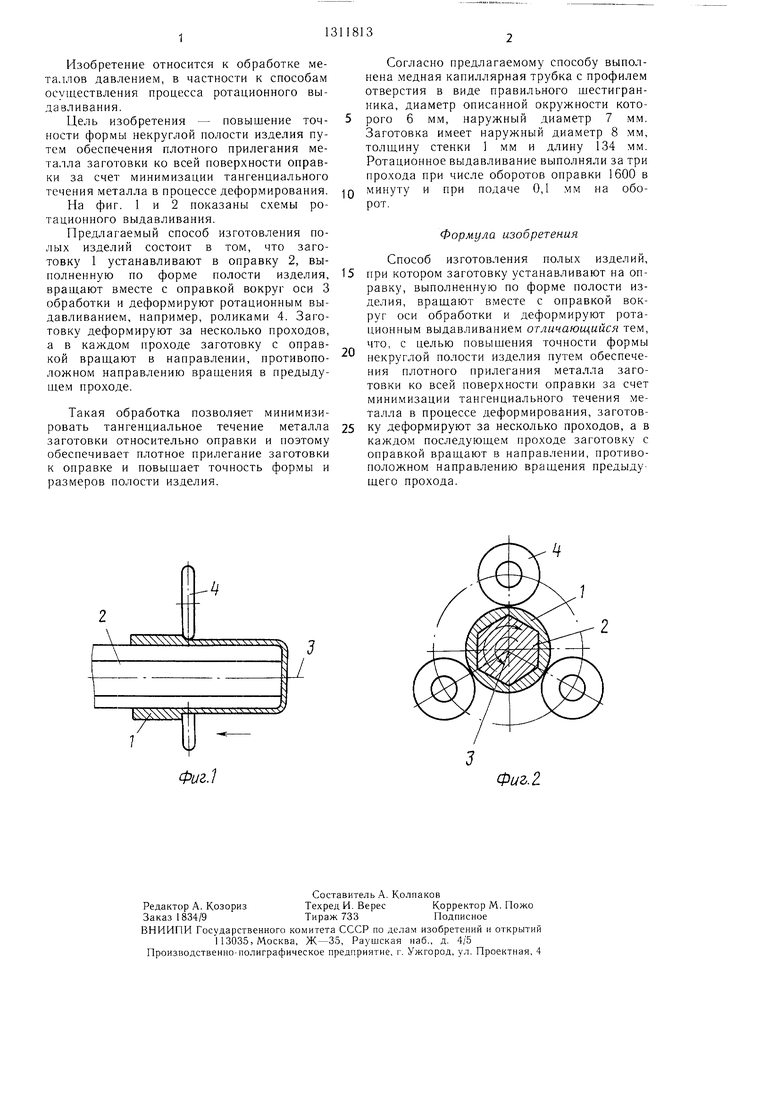
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2751207C2 |
| ТРУБЫ ИЗ СПЛАВА НА ОСНОВЕ НИКЕЛЯ И СПОСОБ ИХ ПРИЗВОДСТВА | 2017 |
|
RU2731227C2 |
| УСТАНОВКА ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2487774C1 |
| Способ изготовления полых изделий со ступенчатой внутренней поверхностью | 1984 |
|
SU1263396A1 |
| Устройство для ротационного выдавливания | 1983 |
|
SU1080902A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ПОЛЫХ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2279942C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ КОНИЧЕСКИХ ИЗДЕЛИЙ | 1991 |
|
RU2007242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОГОФРОВОГО СИЛЬФОНА | 2007 |
|
RU2341348C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ОБОЛОЧЕК СЛОЖНОГО ПРОФИЛЯ | 2006 |
|
RU2343035C2 |
Изобретение относится к технологии ротационного выдавливания и позволяет повысить точность формы полости изделий. Для этого обработку заготовки на некруглой оправке выполняют за несколько проходов, причем направление вращения оправки изменяют от прохода к проходу. Это позволяет уменьшить тангенциальное течение металла заготовки относительно оправки, повысить плотность прилегания заготовки к оправке для изготовления прецизионных труб с некруглым отверстием. 2 ил. 00 оо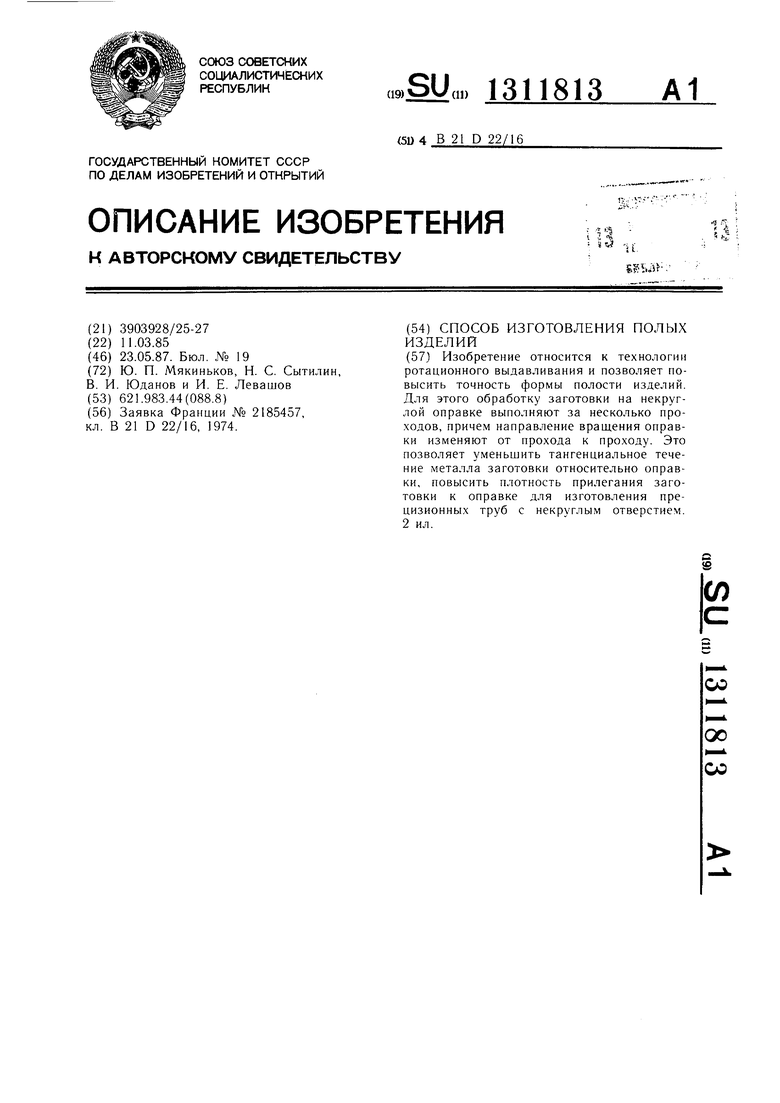
/
Фиг.1
Фиг. г
| СПОСОБ ПЕРЕРАБОТКИ ОКИСЛЕННОЙ НИКЕЛЕВОЙ РУДЫ | 2000 |
|
RU2185457C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
