Изобретение относится к механической обработке и может быть использовано для обработки по копиру криво лпнейшз х пазов на торцах деталей, например межлопаточных каналов и про ф}тя пера лопаток радиального цнффу- зора компрессора ГТД и др,
Цель изобретения - повышение производительности путем ос тцествления непрерывно-последовательной обработ- ки расположенных диаметрально противоположно пазов в деталях,,
На фиг , 1 представлено устройст-i: во, разрез; на фиг,2 - разрез А-А на , фиг..1; на фиг.З - сечение Б-Б на фиг ,1,
Устройство для обработки криволинейных пазов содержит стойку .1 с основанием 2, В расточках стойки установлены с возможностью вращения план шайбы 3 и копирный шпиндель 4, Планшайба 3 фиксирована в осевом направ лении установочнор гайкой 5, навинченной на резьбовую часть хвостовика 6j на котором посредством шпонки 7 и гайки 8 закреплена шестерня 9. С рабочей стороны планпшйба 3 снабжена шпилькой 0, прижимом 11 и гайкой 12 На части 13 планшайбы 3 выполнено зубчатое червячное колесо 14 с которым взаимодействует червяк Привода 15J прикрепленного к стойке 1, Копирный шпиндель 4 имеет хвостовик I б с шпонкой 17, на котором гайкой 18 закреплена ведомая шестерня 19, связанная с ведзтдей шестерней 9 посредством зубчатой передачи 20 с передаточным отношением
;;
где d угол поворота планшайбы
3 при обработке одного паза 21 детали 22,
На цапфе 23 копирного шпинделя 4, посредством шпонки 24 и гайки 25 закреплен копир 26J профиль которого образован двумя диаметрально противоположными одинаковыми кривыми 27. Каждая из указанных кривых является масштабно увеличенной разверткой кривой паза 21 с центральным углом d, на начальную полуокружность копира 26р имеющую угол/з У/ 180 С, С поверхностью копира 26 постоянно контакти- рует ролик 285 установленный на оси 29 закрепленной в корпусе фрезерной бабки 30. В нижней части бабки 30 выполнены салазки 315 установленнные
5
0 5
0
Q
с возможностью(перемещения по направляющей 32 основания 2, к которому присоединены кронштейны 33 с осью 34 и блоком 35. В ручей последнего перемещен трос 36, присоединенный одним концом к проушине 37 бабки 30, а вторым - к гр,узу 38, благодаря которому ролик 28 находится в силовом контакте с поверхностью копира 26, В расточках бабки 30 установлены на шпонках 39 с возможностью перемещения две пиноли 40 и 41 с инструментальными шпинделями 42 и закрепленными в них фрезами 43 и 44. Шпиндели
42воспринимают вращение посредством скользящих шпонок 45 от шестерен 46, принадлежащих приводам 47 и 48, С пинолями 40 и 41 посредством пазов 49 соединены., глечи двуплечего рычага 50,установленного с возможностью качания на оси 51 от силового цилиндра 52, поршень с штоком 53 которого соединен с рычагом 50 посредством пальца 54.
Устройство работает следующим об разомt
На поверхности планшайбы 3 устанавливают и закрепляют посредством прижима 11 и гайки 12 деталь 22, Фрезы 43 и 44 при этом располагаются вне контакта с деталью 22, что осуществляется посредством органов управления устройством. Эти органы воз действуют требуемым образом на поршень с штоком 53 силового цилиндра 52р которыми рычаг 50 устанавливается в горизонтальное исходное положение, В исходном положении ось фрезы
43расположена на диаметре в точке а начала кривой паза 21, а ось фрезы 44 - в конце указанной кривой, на диаметре Пл в точке б, при этом ролик 28 контактирует с кривой копИ ра в точке (5 , которая пропорционально соответствует точке а , началу кривой паза 21. Первоначально включают вращение приводов 47 и 48, фрез 43 и 44, затем - подачу на врезание на глубину h фрезы 43 в тело детали 22 что осуществляется подачей сжатой среды в подпоршневую полость силового цилиндра 52. При этом поршень со .штоком 53 переместится в направлении стрелки Г и повернет рычаг 50 который переместит пиноль 40 с фрезой 43 к детали 22, а пиноль 41 с фрезой 44 от детали 22, Затем включают вращение привода IS, которым сообща313
ют движение планшайбе 3 с деталью 22 и через передачу 20 - шпинделю 4 с Копиром 26, Вращающийся копир 26, воздействуя на ролик 28, вынуждает фрезерную бабку 30 к перемещению по направляющим 32 в направлении стрелки DS поднимая при этом груз 38, прижимающий ролик 28 к поверхности копира 26. В процессе поворота копира 26 Р; детали 22 фреза 43 обрабатывает паз 21 по заданной кривой, а фреза 44 с выключенным при этом приводом 48 перемещается от Т) к Г) , В момент когда точка г копира 26 соприкоснется с роликом 28 и фреза 43 переместится . в точку а , завершив обработку паза 2, сжатая среда подается в надпорш- невую полость цилиндра 52, поршень со штоком 53 которого переместится в направлении стрелки Е и повернет рычаг 50 во второе крайнее положение. При этом пиноль 40 переместит фрезу 43 от детал 22 одновременно пиноль 4 переместит фрезу 44 к детали 22 в точку е f на глубину врезания h. В продолжении вращения детали 22 и копира 26 слежение ролика 28 по кривой 27 осуществляется от точки 1 к точке 8, а перемещение фрезерной бабки 30 осуществляется в направлении стрелки Ж, при которой фреза 44,обрабатывая паз детали 22, завершит ее к точке и . В этот момент, с точкой ;L совместится точка к очередного криволинейного паза, копир 26 установится в исходное положение, при котором точка в находите в контакте с роли4
ком 28, поршень с штоком 53 переместят пиноль 40 в рабочее положениеj а пиноль 4 - в нерабочее , положение и цикл обработки повторяется сначала,
в описанной последовательности. При этом фреза 43 обрабатывает канал к-л, а фреза 44 - канал м-н и т,д, до ПОЛ1ЮЙ обработк:, вг е.х каналов которая завершится за пол-оборота планшайбы 3.
Формула изобретения
Устройство для обработки криволинейных пазов, включающее стойку, установленные на ней с возможностью поворота, кинематически связанные между собой планшайбу.для детали и копир, фрезерную бабку с инструментальным шпинделем, отличающееся тем, что, с целью повьшге- кия производительности путем осуществления (Непрерывно-Последовательной обработки расположенных диаметрально противоположно пазов в деталях, фрезерная бабка снабжена дополнитель- ным инструментальным шпинделем и двуплечим рычагом, на концах плеч которых размешены инструментальные шпиндели, причем копир выйолнен с двумя симметричными относительно его оси идентичными поверхностями, а переда - точное отношение между копиром и
Т
планшайбой равно
1 7 Д
оС
угол поворота планшайбы при обработке одного паза.
«;,,-.г7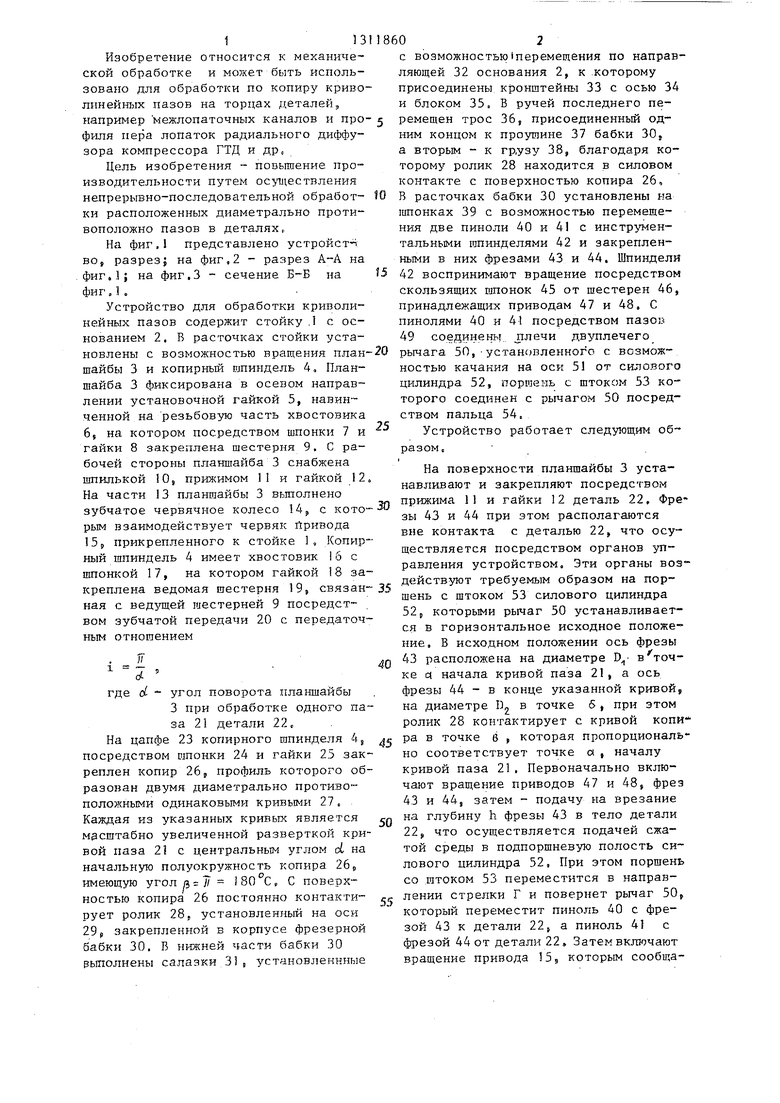

| название | год | авторы | номер документа |
|---|---|---|---|
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1988 |
|
SU1693824A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Автомат для фрезерования круглых деталей | 1983 |
|
SU1189599A1 |
| Металлорежущий станок | 1990 |
|
SU1784412A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
Изобретение относится к области механической обработки и может быть использовано для обработки по копиру криволинейных пазов на торцах деталей j например межлопаточных каналов и профиля пера лопаток радиального диффузора компрессора ГТД. Цель изобретения - повышение производительности путем осуществления непрерывно- последовательной обработки расположенных диаметрально противоположно пазов в деталях. Устройство содержит стойку 1, планщайбу 3 для детали и копир ,26, профиль которого выполнен с двумя симметричными относительно его оси идентичными криволинейными поверхностями. Планшайба 3 и копир 26 установлены с возможностью поворота и кинематически связаны друг с другом. Передаточное отношение кинематической цепи между ними равно i Tr.cit где ct- угол-поворота план- шайбы при обработке одного паза. Обработку осуществляют размещенными во фрезерной бабке 30 двумя инструментальными шпинделями, расположенными на концах плеч двуплечего рычага 50. 3 ил. ( Д№ |У|7| таи пицц 15 п 10 5,8 3 П 1П гр 18 8 3 W
Редактор С, Патрушева
Составитель В. Анашкин
Техред м.Ходанич Корректор М. Шароши
Заказ 1939/ 2Тираж 976Подписное
ВНШоПИ Государственного комитета СССР .
по делам изобретений и открытий Москва, Ж-35, Рау1пская наб., д.4/5
,«, я , V т. . п. М . с сг « . ия. IU «« я ALC «г. ш .... ,,..---.,,«.-о-, «.™,в„ (-.,- .-« «---«- «,.«.я. и.™, в, ив- в™ «
Производственно-полиграфическое предприятие, г. Ужгород9 ул, Проектная,-4
| Дружинский И.А | |||
| Методы обработки сложных поверхностей на металлорежущих станках | |||
| М, -Л.г-Мапшностроение, 1965, с.270-274, фиг.138а. |
