2. Автомат no п. 1, отличающийся тем, что, с целью сокращения хода приспособления, механизм выталкивания детали вьтолнен в виде установленной на зажимном
приспособлении с возможностью качания собачки, размещенной с возможностью одновременного взаимодействия с толкателем и с введенным закрепленным по ходу приспособления упором.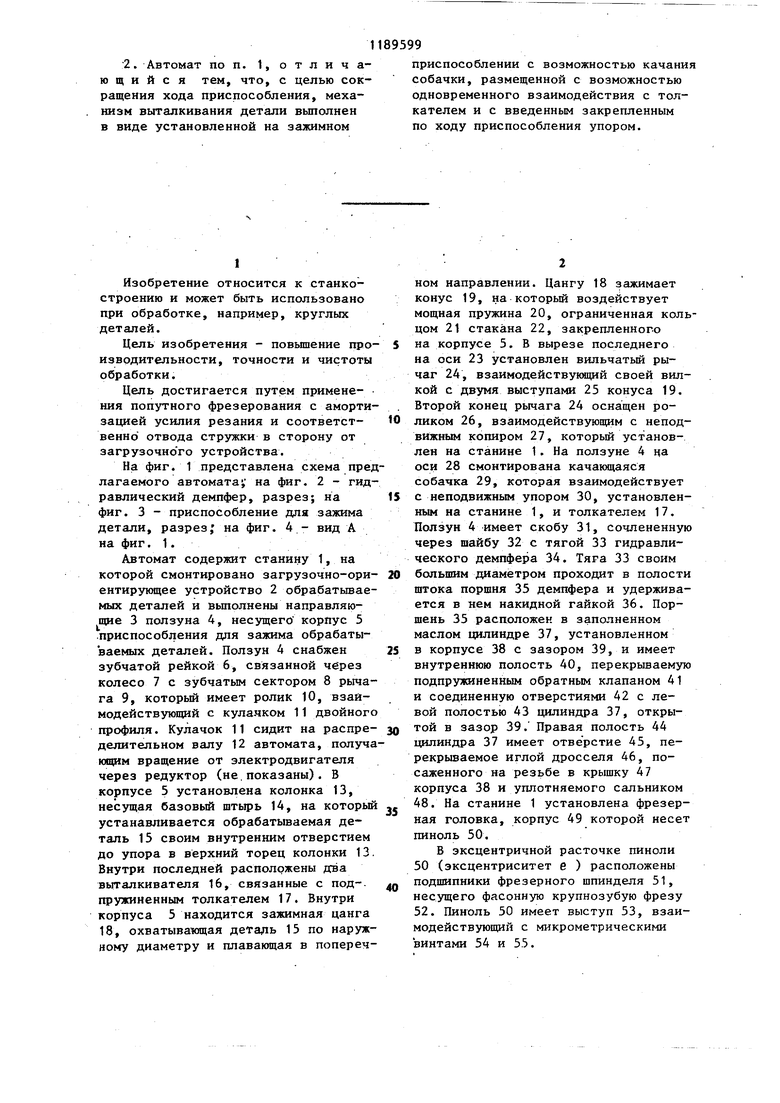
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перебазирования деталей | 1976 |
|
SU602351A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| Поворотно-зажимное устройство | 1983 |
|
SU1127745A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Линия спутникового типа | 1989 |
|
SU1646798A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
1. АВТОМАТ ДЛЯ ФРЕЗЕРОВА,НИЯ КРУГЛЫХ ДЕТАЛЕЙ, включающий зажимное приспособление для детали, кулачковый механизм подачи приспособления и связанный с приспособлением механизм выталкивания детали с толкателем, отличающийся тем, что, с целью поБЬПпения производительности, точности и чистоты обработки, в кулачковый механизм подачи приспособления введен гидравлический демпфер, связанный с зажимным приспособлением для детали посредством введенной тяги, один конец которой закреплен на зажимном приспособлении для детали, а другой установлен с возможностью перемещения в выполненной в штоке порпшя демпфера полости.
1
Изобретение относится к станкостроению и может быть использовано при обработке, например, круглых деталей.
Цель изобретения - повьппение произврдительности, точности и чистоты обработки.
Цель достигается путем применения попутного фрезерования с амортизацией усилия резания и соответственно отвода стружки в сторону от загрузочного устройства.
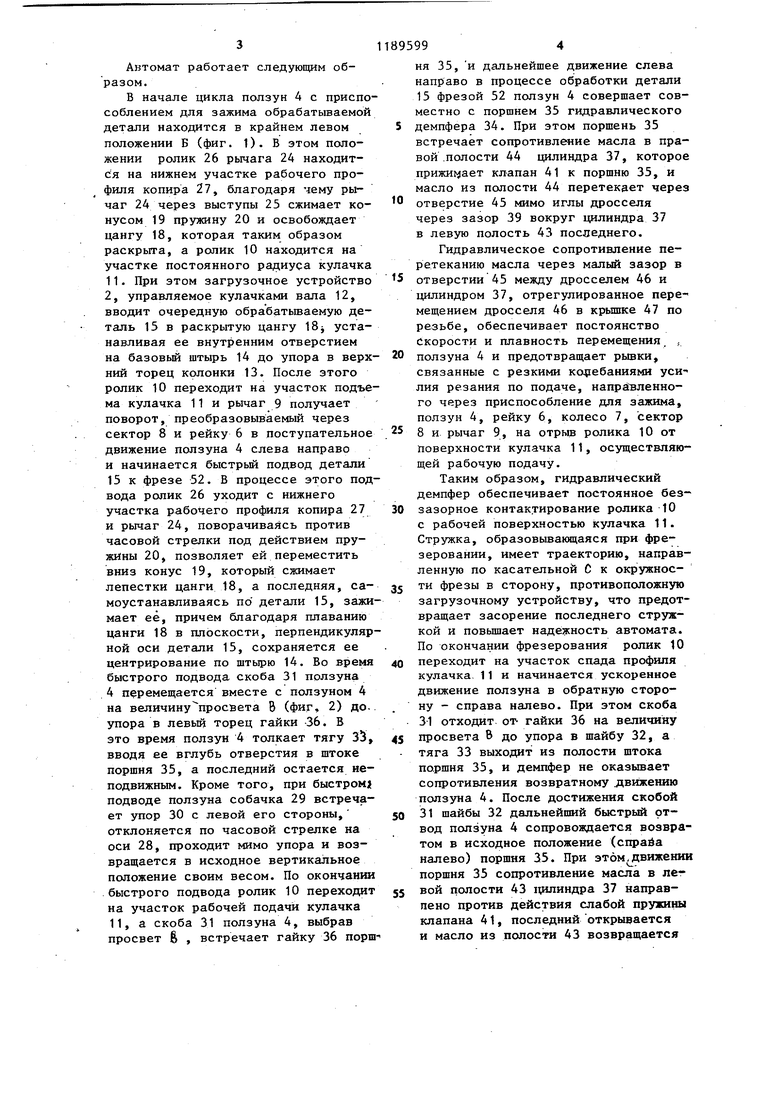
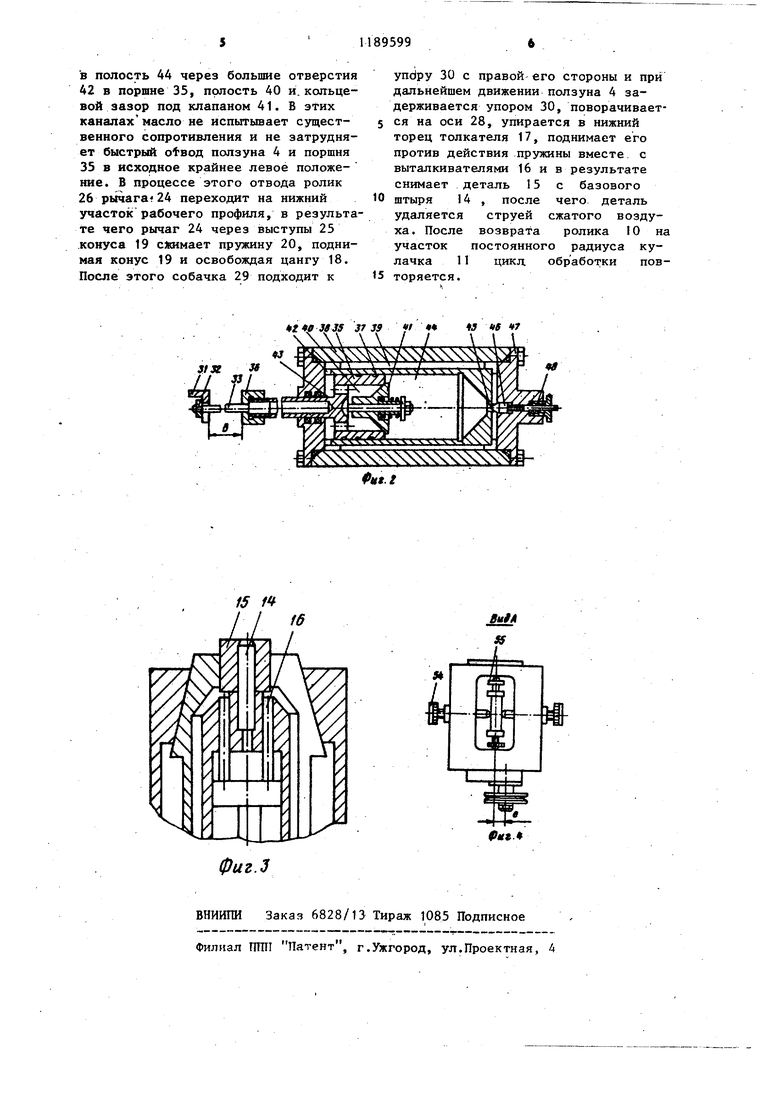
На фиг. 1 представлена схема предлагаемого автомата на фиг. 2 - гидравлический демпфер, разрез; на фиг. 3 - приспособление для зажима детали, разрез; на фиг. 4 - вид А на фиг. 1.
Автомат содержит станину 1, на которой смонтировано загрузочно-ориентирующее устройство 2 обрабатываемых деталей и вьшолнены направляющие 3 ползуна 4, несущего корпус 5 .приспособления для зажима обрабатываемых деталей. Ползун 4 снабжен зубчатой рейкой 6, связанной через колесо 7 с зубчатым сектором 8 рычага 9, который имеет ролик 10, взаимодействующий с кула-чком 11 двойного профиля. Кулачок 11 сидит на распределительном валу 12 автомата, получающим вращение от электродвигателя через редуктор (не.показаны). В корпусе 5 установлена колонка 13, несущая базовый штырь 14, на который устанавливается обрабатываемая деталь 15 своим внутренним отверстием до упора в верхний торец колонки 13. Внутри последней расположены два выталкивателя 16, связанные с под-пружиненным толкателем 17. Внутри корпуса 5 находится зажимная цанга 18, охватывающая деталь 15 по наружному диаметру и плавающая в поперечном направлении. Цангу 18 зажимает конус 19, на который воздействует мощная пружина 20, ограниченная кольцом 21 стакана 22, закрепленного на корпусе 5. В вырезе последнего на оси 23 установлен вильчатый рычаг 24, взаимодействукшщй своей вилкой с двумя выступами 25 конуса 19. Второй конец рычага 24 оснащен роликом 26, взаимодействующим с неподвижным копиром 27, который установлен на станине 1. На ползуне 4 на оси 28 смонтирована качающаяся собачка 29, которая взаимодействует с неподвижным упором 30, установленным на станине 1, и толкателем 17. Ползун 4 -имеет скобу 31, сочлененную через шайбу 32 с тягой 33 гидравлического демпфера 34. Тяга 33 своим большим диаметром проходит в полости штока поршня 35 демпфера и удерживается в нем накидной гайкой 36. Поршень 35 расположен в заполненном маслом цилиндре 37, установленном в корпусе 38 с зазором 39, и имеет внутреннюю полость 40, перекрываемую подпруткиненным обратным клапаном 41 и соединенную отверстиями 42 с левой полостью 43 цилиндра 37, открытой в зазор 39. Правая полость 44 цилиндра 37 имеет отверстие 45, перекрываемое иглой дросселя 46, посаженного на резьбе в крышку 47 корпуса 38 и уплотняемого сальником 48. На станине 1 установлена фрезерная головка, корпус 49 которой несет пиноль 50.
В эксцентричной расточке пиноли 50 (эксцентриситет е ) расположены подшипники фрезерного шпинделя 51, несущего фасонную крупнозубую фрезу 52. Пиноль 50 имеет выступ 53, взаимодействующий с микрометрическими винтами 54 и 55.
Автомат работает следующим образом.
В начале цикла ползун 4 с приспособлением для зажима обрабатываемой детали находится в крайнем левом положении Б (фиг. 1). В этом положении ролик 26 рьиага 24 находится на нижнем участке рабочего профиля копира 27, благодаря чему рычаг 24 через выступы 25 сжимает конусом 19 пружину 20 и освобождает цангу 18, которая таким образом раскрыта, а ролик 10 находится на участке постоянного радиуса кулачка 11. При этом загрузочное устройство 2, управляемое кулачками вала 12, вводит очередную обрабатьгоаемую деталь 15 в раскрытую цангу 18 устанавливая ее внутренним отверстием на базовый штырь 14 до упора в верхний торец колонки 13. После этого ролик 10 переходит на участок подъема кулачка 11 и рычаг 9 получает поворот, преобразовываемый через сектор 8 и рейку 6 в поступательное движение ползуна 4 слева направо и начинается быстрьй подвод детали 15 к фрезе 52. В процессе этого подвода ролик 26 уходит с нижнего участка рабочего профиля копира 27 и рычаг 24, поворачиваясь против часовой стрелки под действием пружины 20, позволяет ей переместить вниз конус 19, который сжимает лепестки цанги 18, а последняя, самоустанавливаясь по детали 15, зажимает её, причем благодаря плаванию цанги 18 в плоскости, перпендикулярной оси детали 15, сохраняется ее центрирование по штырю 14. Во время быстрого подвода скоба 31 ползуна 4 перемещается вместе с ползуном 4 на величину просвета В (фиг, 2) до-, упора в левый торец гайки -36. В это время ползун 4 толкает тягу 35, вводя ее вглубь отверстия в штоке поршня 35, а последний остается неподвижным. Кроме того, при быстрому подводе ползуна собачка 29 встречает упор 30 с левой его стороны, отклоняется по часовой стрелке на оси 28, проходит мимо упора и возвращается в исходное вертикальное положение своим весом. По окончании быстрого подвода ролик 10 переходит на участок рабочей подачи кулачка 11, а скоба 31 ползуна 4, выбрав просвет & , встречает гайку 36 поршТ895994
ня 35, и дальнейшее движение слева направо в процессе обработки детали 15 фрезой 52 ползун 4 совершает совместно с поршнем 35 гидравлического 5 демпфера 34. При этом поршень 35 встречает сопротивление масла в правой .полости 44 цилиндра 37, которое пpижи aeт клапан 41 к поршню 35, и масло из полости 44 перетекает через
отверстие 45 мимо иглы дросселя через зазор 39 вокруг цилиндра 37 в левую полость 43 последнего.
Гидравлическое сопротивление перетеканию масла через малый зазор в
5 отверстии 45 между дросселем 46 и цилиндром 37, отрегулированное пере- мещением дросселя 46 в крьшке 47 по резьбе, обеспечивает постоянство Скорости и плавность перемещения , 20 ползуна 4 и предотвращает рьшки,
связанные с резкими колебаниями уси-ЛИЯ резания по подаче, напрйвленного через приспособление для зажима, ползун 4, рейку 6, колесо 7, сектор
25 S и рычаг 9, на отрыв ролика 10 от поверхности кулачка 11, осуществляющей рабочую подачу.
Таким образом, гидравлический демпфер обеспечивает постоянное без-
30 зазорное контактирование ролика 10 с рабочей поверхностью кулачка 11. Стружка, образовывакщаяся при фрезеровании, имеет траекторию, направленную по касательной С к окружнос35 фрезы в сторону, противоположную загрузочному устройству, что предотвращает засорение последнего стружкой и повышает над важность автомата. По окончании фрезерования ролик 10
40 переходит на участок спада профиля кулачка. 11 и начинается ускоренное движение ползуна в обратную сторону - справа налево. При этом скоба 31 отходит от гайки 36 на величину
45 просвета В до упора в шайбу 32, а тяга 33 выходит из полости штока поршня 35, и демпфер не оказывает сопротивления возвратному .движению ползуна 4. После достижения скобой
50 31 шайбы 32 дальнейший быстрый отвод ползуна 4 сопровождается возвратом в исходное положение (спрайа налево) поршня 35. При этом,движении поршня 35 сопротивление масла в левой полости 43 1цшиндра 37 направлено против действия слабой пружины клапана 41, последний открывается и масло из полости 43 возвращается
в полость 44 через большие отверстия 42 в поршне 35, полость 40 и. кольцевой зазор под клапаном 41. В этих каналахмасло не испытьшает существенного сопротивления и не затрудняет быстрый ползуна 4 и поршня 35 в исходное крайнее левое положение. В процессе этого отвода ролик 26 рычагам 24 переходит на нижний участок рабочего профиля, в результате чего рычаг 24 через выступы 25 .конуса 19 сжимает пружину 20, поднимая конус 19 и освобождая цангу 18. После этого Собачка 29 подходит к
ift OJeSS 3739 « « «
yndpy 30 с правой его стороны и при дальнейшем движении ползуна 4 задерживается упором 30, поворачивается на оси 28, упирается в нижний торец толкателя 17, поднимает его против действия пружины вместе с выталкивателями 16 и в результате снимает деталь 5 с базового штыря 14 , после чего деталь удаляется струей сжатого воздуха. После возврата ролика 10 на участок постоянного радиуса кулачка 11 цикл обработки повторяется.
9в
| Устройство для обработки пазов | 1976 |
|
SU740411A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
