Изобретение относится к обработке деталей абразивным инструментом и может быть использовано в различных отраслях машиностроения, где необходима высокая точность изготовления деталей сложной конфигурации, например пера лопаток ГТД.
Цель изобретения расширение технологических возможностей устройства с обеспечением возможности обработки поверхности с малым радиусом кривизны.
На фиг. 1 представлена кинематическая схема устройства; на фиг.2 разрез А-А на фиг.1; на фиг.3 система компенсации износа инструмента.
На станине 1 установлен с возможностью перемещения штоком 2 суппорт 3, на котором установлена с возможностью покачивания относительно собственной оси цилиндрами со штоками 4, 5 планшайба 6. Планшайба 6 несет смонтированные на подшипниках пиноли 7, выходные консоли которых снабжены взаимосвязанными металлической лентой 8 шкивами 9. Металлическая лента несет ролики 10, взаимодействующие с линейкой 11, установленной под углом к оси планшайбы. Пиноли 7 несут на осях шпиндели 12, 13, на консолях которых размещены узлы крепления детали (лопатки) 14, копира 15, другие консоли снабжены роликами 16 и поджимаются пружиной 17 к дополнительному копиру 18. На станине 1 перпендикулярно движению суппорта 3 установлен копирный узел в виде корпуса с размещенными в нем плоскопараллельными направляющими 19-20 обработки наружного контура и направляющими 21-22 внутреннего контура. Направляющие 19-20 взаимосвязаны двуплечей вилкой 23, а направляющие 21-22 вилкой 24. Оси двуплечих вилок 23, 24 установлены с возможностью смещения их приводами 25, 26 компенсации износа инструмента в гайках 27, 28. На направляющих 19, 21 установлены инструментальные головки 29, 30, шпиндели которых могут нести поочередно абразивный круг 31 или насадку 32 с рабочим роликом 33 поджима ленты и связаны приводами 34, 35 приводной связью. При обработке деталей алмазными кругами приводной связью шпинделей инструментальных головок 29, 30 с приводами 34, 35 служит клиноременная передача 36 при обработке лентой 37. Лента выполняет роль приводной связи, а клиноременная передача перебрасывается на промежуточный валик, тянущий ленту. Насадки 32 и 38 обработки внутреннего контура детали выполнены консольными. На консолях этих насадок размещены соответственно рабочий (контактный) ролик 33 и копирный (контактный) ролик 39. Такое расположение роликов обеспечивает обработка деталей с малыми радиусами кривыми благодаря обеспечению возможности уменьшения диаметра роликов при сохранении плеч копирования.
Схема автоматической системы компенсации износа инструмента, обрабатывающего наружный контур, содержит датчики 40 и 41 контроля и фиксации инструмента, привод 25 смещения, оси двуплечей кинематической связи направляющих механизма копирования через гайку 27. Сегмент 42, несущий датчик 40, взаимодействует рычагом 43 с инструментом после установки его на упор 44 пневмоцилиндром 45.
Устройство работает следующим образом.
В узел крепления шпинделя 12 устанавливают деталь 14, а в узел крепления шпинделя 13 копир 15. Планшайба 6, покачиваясь штоками 4, 5 перемещается на суппорте 3 штоком 2, вводя копир 15 между копирными роликами 39, 46, а деталь 14 между абразивным кругом 31 и рабочим роликом 33, несущим и поджимающим ленту к детали. В процессе продольных перемещений суппорта деталь и копир линейкой 11 через ролики 10 и шкивы разворачивает деталь по нормали к поверхности инструмента, угол наклона шпинделей относительно оси продольных перемещений задается дополнительным копиром 18. В процессе покачивания и перемещения детали абразивный круг 31 пневмоцилиндром 47 поджимается рабочим роликом 33 цилиндром 48. Подача и съем припуска будут вестись до момента касания копирных роликов 39, 46 о поверхность копира. Замкнется кинематическая связь: копирные ролики инструмент съем припуска прекратится, подается команда на отключение привода и отвода инструмента и копирных роликов до упора 49. В исходном положении инструмента (направляющие разведены) пневмоцилиндр 45 ставит сегмент 42 с датчиком 40 на упор 44, датчик рычагом 43 взаимодействует с инструментом (абразивным кругом). При исходном положении направляющей 20 датчик 50 всегда ставится в среднее положение, так как пневмоцилиндр 46 подает направляющую 20 к жесткому упору 48. Плечи датчика 50 включены в мостовую схему, и после баланса моста подается команда на баланс моста, в который включен датчик 40. Допустим, круг сработался до диаметра показанного пунктиром. Элемент (рычаг), контактирующий с кругом, встанет наклонно, тем самым нарушится баланс моста, в который включен датчик 40, подается команда на включение привода 25, который гайкой 27 через винт начинает смещать ось двуплечей вилки 23 относительно оси вилки в направляющей 20, жестко удерживаемой на упоре пневмоцилиндром 47 вправо. Другим плечом вилка 23 будет смещать направляющую 19 в сторону смещения оси вилки. Направляющая 19 будет смещаться совместно с вилкой до момента восстановления кругом 31 через рычаг 43, датчик 40 баланса моста, в который включен датчик. В случае нарушения баланса в обратную сторону (замена круга на новый, с большим диаметром) привод сместит ось вилки в обратную сторону.
Таким образом, после выхода инструмента в исходное положение, производится корректировка плеч кинематической связи копирных роликов и инструмента относительно взаимодействующих с ними поверхностей. При уменьшении диаметра инструмента абразивный круг приближается к обрабатываемой поверхности и копирный удаляется от поверхности копира на величину износа инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования лопаток гтд | 1974 |
|
SU524676A1 |
| Устройство для обработки криволинейных пазов | 1985 |
|
SU1311860A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU1006177A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Шпиндельное устройство | 1982 |
|
SU1098679A1 |
| Копировальный станок | 1982 |
|
SU1060345A1 |
| Устройство для подачи на врезание абразивной ленты копировального ленточно-шлифовального станка | 1969 |
|
SU948630A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО | 2004 |
|
RU2264890C1 |


Изобретение касается абразивной обработки лопастей лопаток газотурбинных двигателей. Цель изобретения - расширение технологических возможностей устройства с обеспечением возможности обработки поверхностей с малым радиусом кривизны. На планшайбе 6 в пиноли 7 смонтированы на осях шпиндели 12 и 13, на консолях которых размещены узлы крепления лопатки 14 и копира 15. На направляющих 19, 21 установлены инструментальные головки 29 и 30, шпиндели которых могут нести абразивный круг 31 или насадку 32 с рабочим роликом 33 поджима ленты. Насадки 32 и 38 обработки внутреннего контура детали выполнены консольными. На консолях этих насадок размещены контактные ролики, соответственно, рабочий 33 и копирный 39. Такое расположение роликов обеспечивает обработку деталей с малыми радиусами кривизны благодаря обеспечению возможности уменьшения диаметра роликов при сохранении плеч копирования. 3 ил.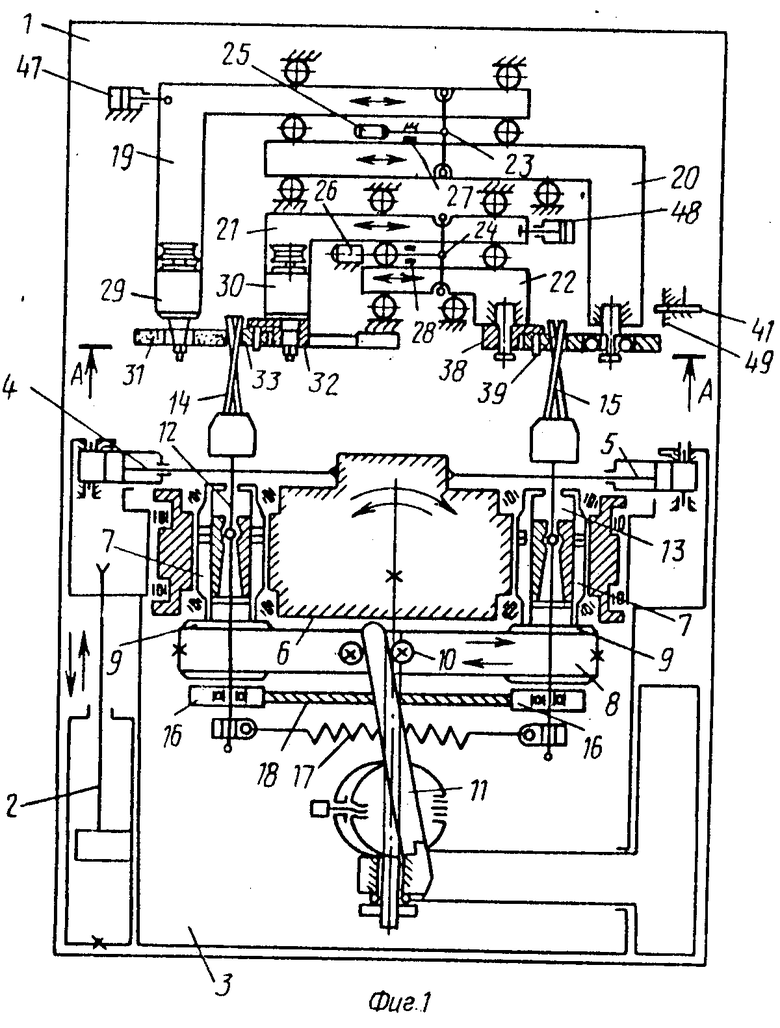
| Устройство для ленточного шлифования лопаток гтд | 1974 |
|
SU524676A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
