клина 5, закрепленным на верхней 2 плите.
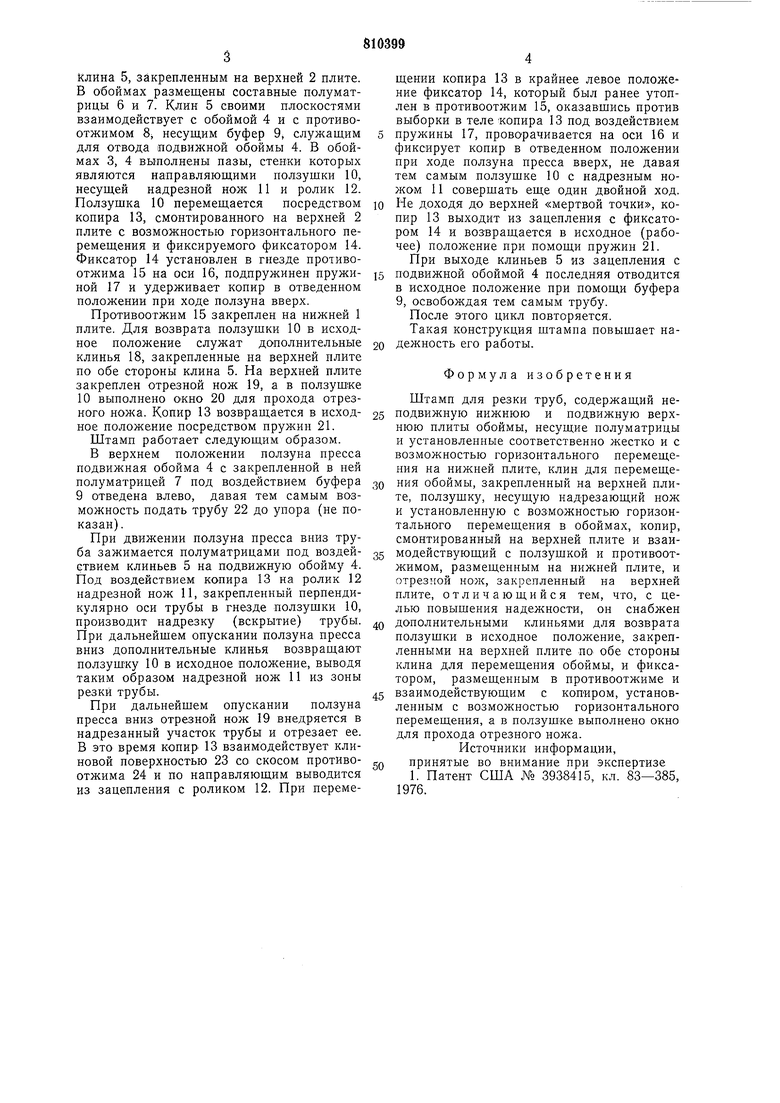
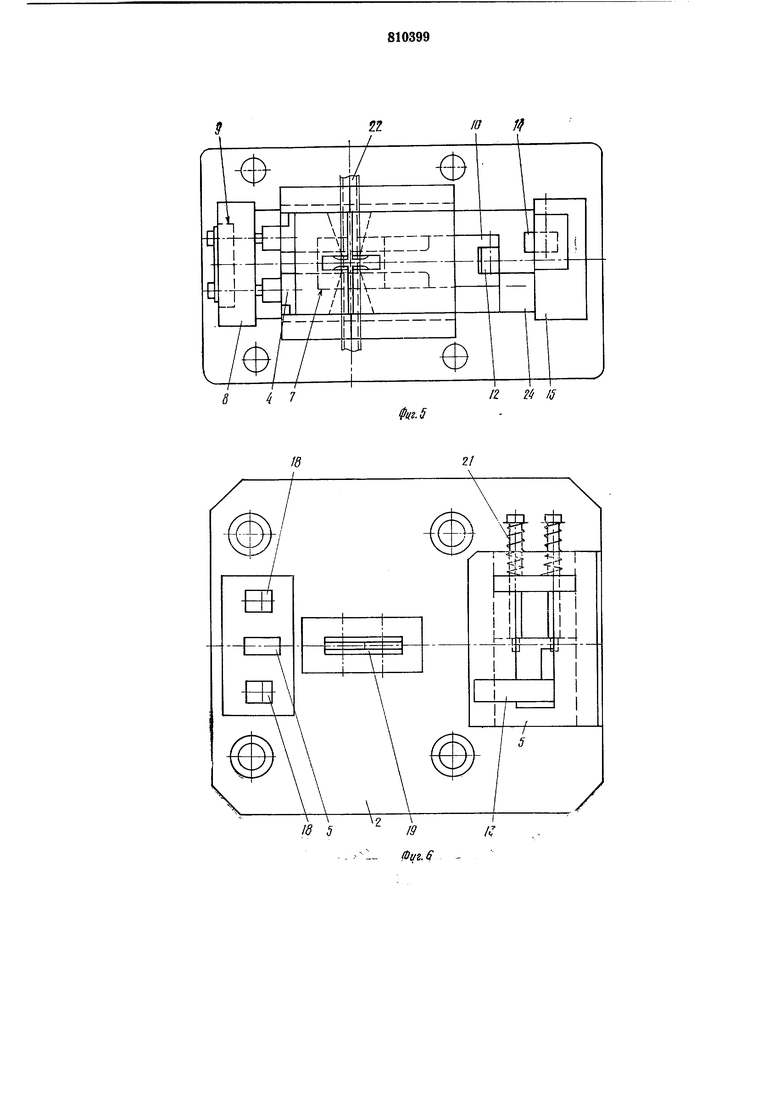
8обоймах размещены составные полуматрицы 6 и 7. Клин 5 своими плоскостями взаимодействует с обоймой 4 и с противоотжимом 8; несущим буфер 9, служащим для отвода подвижной обоймы 4. В обоймах 3, 4 выполнены пазы, стенки которых являются направляющими ползущки 10, несущей надрезной нож 11 и ролик 12. Ползущка 10 перемещается посредством копира 13, смонтированного на верхней 2 плите с возможностью горизонтального перемещения и фиксируемого фиксатором 14. Фиксатор 14 установлен в гнезде противоотжима 15 на оси 16, подпружинен пружиной 17 и удерживает копир в отведенном положении при ходе ползуна вверх.
Противоотжим 15 закреплен на нижней 1 плите. Для возврата ползушки 10 в исходное положение служат дополнительные клинья 18, закрепленные на верхней плите по обе стороны клина 5. На верхней плите закреплен отрезной нож 19, а в ползушке 10 выполнено окно 20 для прохода отрезного ножа. Копир 13 возвращается в исходное положение посредством пружин 21.
Штамп работает следующим образом.
В верхнем положении ползуна пресса подвижная обойма 4 с закрепленной в ней полуматрицей 7 под воздействием буфера
9отведена влево, давая тем самым возможность подать трубу 22 до упора (не показан).
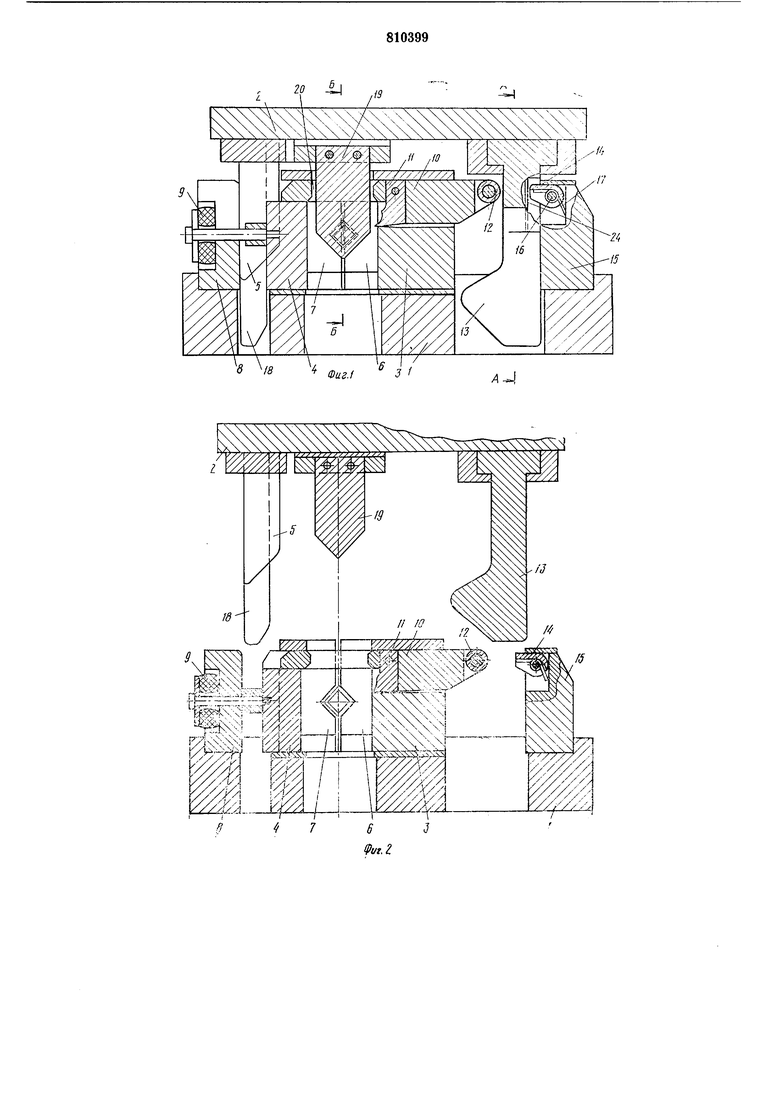
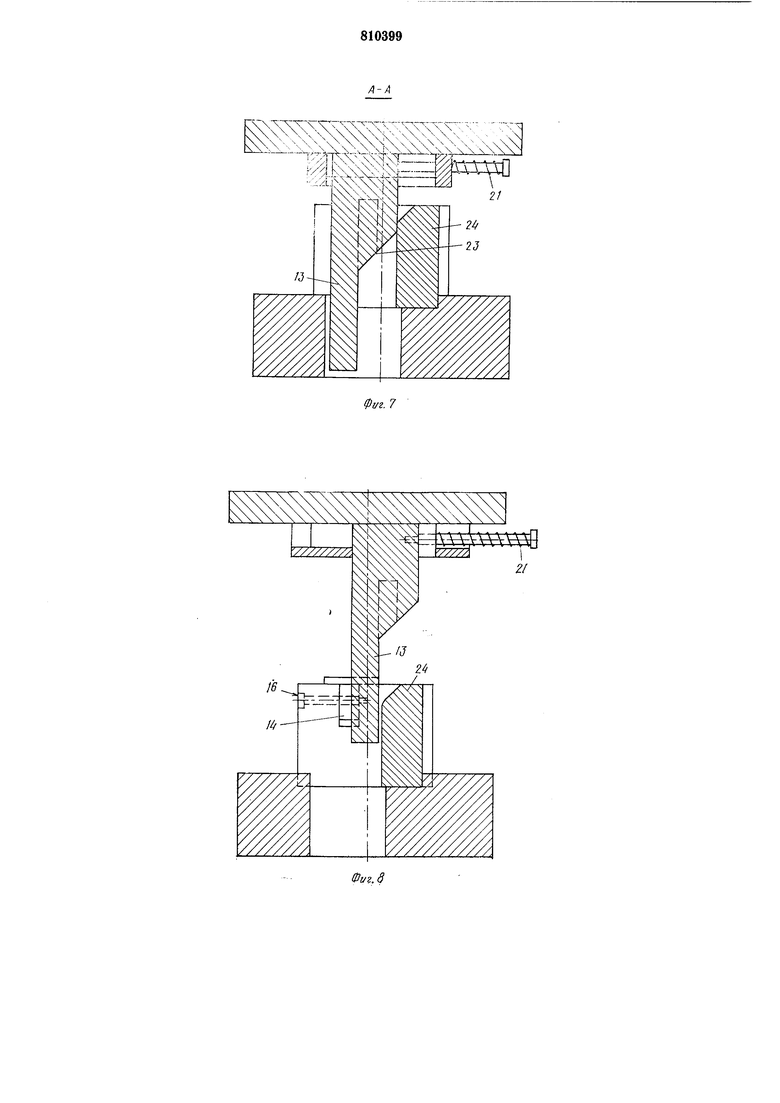
При движении ползуна пресса вниз труба зажимается полуматрицами под воздействием клиньев 5 на подвижную обойму 4. Под воздействием копира 13 на ролик 12 надрезной нож И, закрепленный перпендикулярно оси трубы в гнезде ползушки 10, производит надрезку (вскрытие) трубы. При дальнейшем опускании ползуна пресса вниз дополнительные клинья возвращают ползущку 10 в исходное положение, выводя таким образом надрезной нож 11 из зоны резки трубы.
При дальнейшем опускании ползуна пресса вниз отрезной нож 19 внедряется в надрезанный участок трубы и отрезает ее. В это время копир. 13 взаимодействует клиновой поверхностью 23 со скосом противоотжима 24 и по направляющим выводится из зацепления с роликом 12. При перемещении конира 13 в крайнее левое положение фиксатор 14, который был ранее утоплен в Противоотжим 15, оказавшись против выборки в теле копира 13 под воздействием
пружины 17, проворачивается на оси 16 и фиксирует копир в отведенном положении при ходе ползуна пресса вверх, не давая тем самым ползушке 10 с надрезным ножом 11 совершать еще один двойной ход.
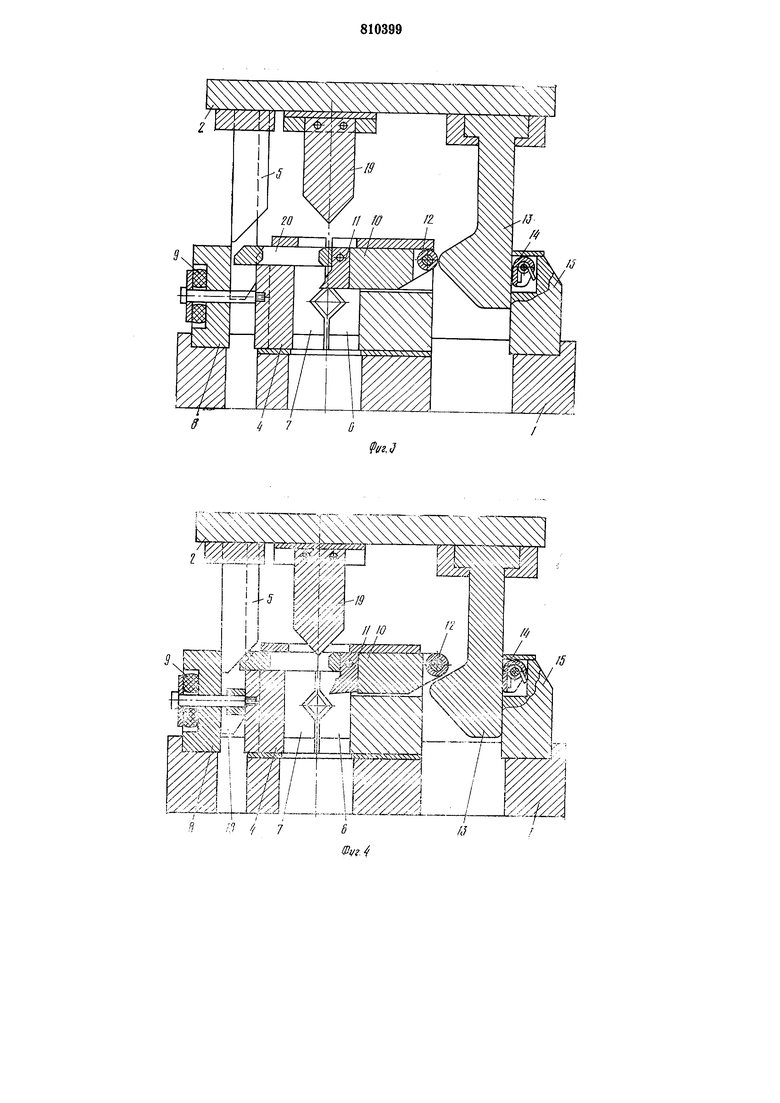
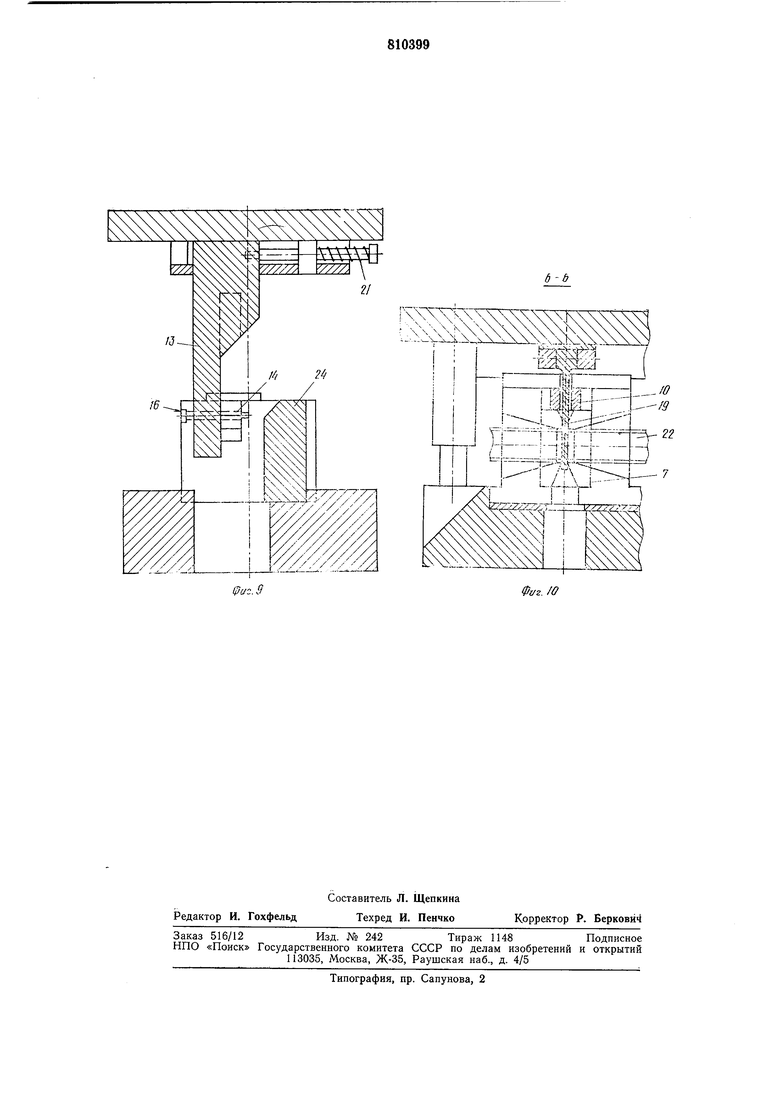
Не доходя до верхней «мертвой точки, копир 13 выходит из зацепления с фиксатором 14 и возвращается в исходное (рабочее) положение при помощи пружин 21. При выходе клиньев 5 из зацепления с
подвижной обоймой 4 последняя отводится в исходное положение при помощи буфера 9, освобождая тем самым трубу. После этого цикл повторяется. Такая конструкция штампа повышает надежность его работы.
Формула изобретения
Штамп для резкн труб, содержащий неподвижную нижнюю и подвижную верхнюю плиты обоймы, несущие полуматрицы и установленные соответственно жестко и с возможностью горизонтального перемещения на нижней плите, клин для перемещения обоймы, закрепленный на верхней плите, ползущку, несущую надрезающий нож и установленную с возможностью горизонтального перемещения в обоймах, копир, смонтированный на верхней плите и взанмодействующий с ползушкой и противоотжнмом, размещенным на нижней плите, и отрезной нож, закрепленный на верхней плите, отличающийся тем, что, с целью повышения надежности, он снабжен
дополнительными клиньями для возврата ползушки в исходное положение, закрепленными на верхней плите по обе стороны клина для перемещения обоймы, и фиксатором, размещенным в противоотжнме и
взаимодействующим с копиром, установленным с возможностью горизонтального перемещения, а в ползуШКе выполнено окно для прохода отрезного ножа.
Источники информации,
принятые во внимание при экспертизе
1. Патент США ЛЬ 3938415, кл. 83-385, 1976.
Фиг.3 I
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1985 |
|
SU1258632A1 |
| Штамп для резки труб | 1980 |
|
SU965636A1 |
| Способ резки труб квадратного поперечного сечения | 1989 |
|
SU1657287A1 |
| Штамп для изготовления деталей | 1982 |
|
SU1094665A1 |
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Штамп для изготовления изделий из прутка | 1974 |
|
SU515563A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Штамп для обработки листового материала | 1985 |
|
SU1250360A1 |
7
/5
/5
10 /
Ч 2ft 15
-) - rxxtv л л у-П ,СчХ:1:Ш
