1
22-И
2V W
/ ts W /г/ „ -1 I IrtiL .тг
4ib
- 25
Фиг.
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки проката на мерные заготовки. Цель изобретения - повыгаение качества получаемьк изделий.
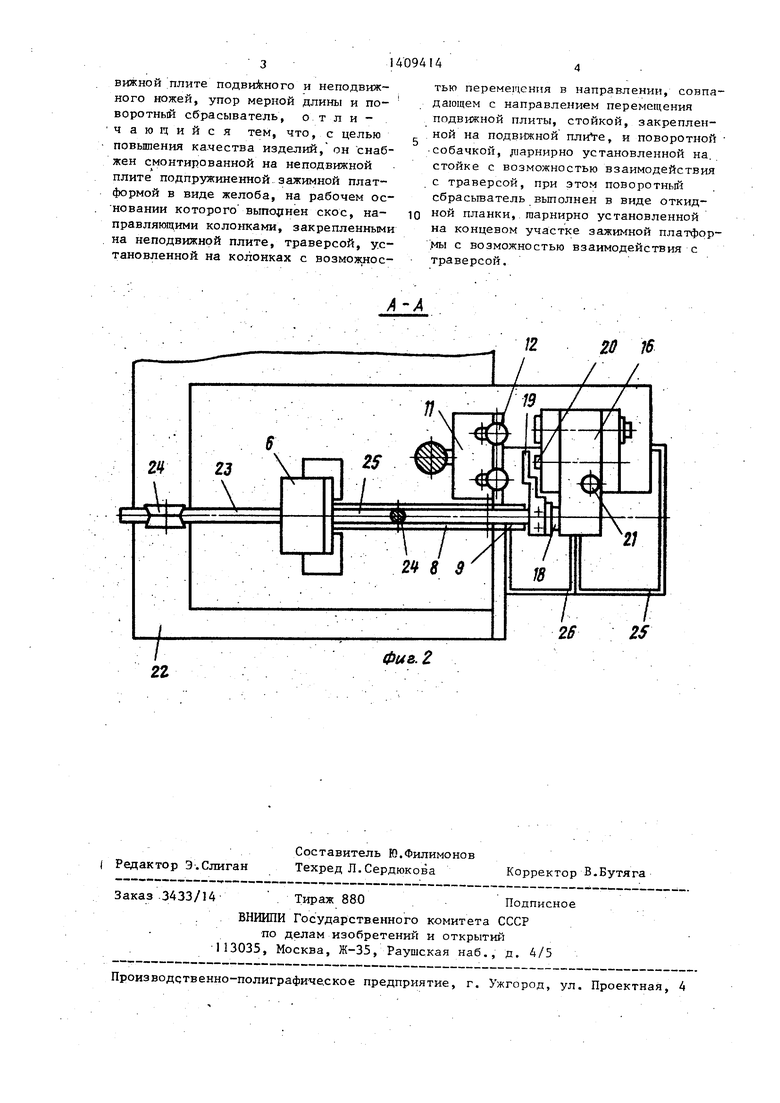
На фиг.1 схематически изображен штамп для резки проката, разрез, момент резки; на фиг.2 - разрез А-А на фиг. 1.
Штамп дпя резки проката содержит нижнюю 1 и верхнюю 2 плиты. Неподвижный втулочный нож 3 установлен на нижней плите 1 в корпусе. Подвижный нож 4 установлен в подпрзтаиненном буфером 5 ползуне 6. На нижней плите I на пружинах 7 установлена зажимная платформа 8, имеющая форму желоба, на рабочем основании которого выполнен в продольном направлении скос. На конце -зажимной платформы 8 ш арнир- но на оси смонтирована откидная планка 9, взаимодействующая с рычаго } 10, жестко закрепленным на траверсе 11.
В исходном положении штампа (момент подачи проката на резку) откидная планка 9 находится в отктшутом положении (фиг.1). Траверса 11 поса жена на наклонные направляющие колонки 12 и взаимодействует с поворотной собачкой .13, смонтированной на оси в стойке 14,; жестко соединенной с верхней плитой 2. На нижней плите 1 в подпружиненной пружиной 15 поворотной .планке 16 смонтирован подпружиненный пружиной 17 1 :упор 18. С упором 18 жестко связан флажок 19, взаимодействующий с конечным выклк}чателем 20. Для настройки упора 18 имеется винт 21. Штамп устанавливается на стол пресса 22. Подача проката осуществляется роликами 23.
Для фиксации проката на верхней плите 2 закреплен упо 24. Для заго- товок установлена тара 25, а для немерных остатков - тара 26.
{Чтамп работает следующим образом.
Прокат 27 роликами 23 подается до упора 18, которьй, преодолевая усилие пружины 17, вместе с прокатом пере- .мещается до упора в поворотную планку 16. Флажок 19, взаимодействуя с конечным выключателем 20, подает команду на ход ползуна пресса.: Вместе с ползуном опускается и верхняя плита 2, которая встречает ползун 6 и, преодолевая усилие буфера 5, продолжает движение вниз. Прокат 23 зажимается между подвижным ножом 4 и зажимной платформой 8 и, преодолевая усилие пружин 7, продолжает движение вниз до момента разделения проката 27. В это же время торец заготовки 28 сойдет с торца упора 18, и последний под действием пружины 17 возвращается в исходное положение. Поворотная собачка 13 войдет в зацепление с траверсой 11,
При движении верхней плиты 2 вверх заготовка 25, зажатая между ппдвиж-- ным ножом 4, упором 24 и зажимной платформой 8, б.удет т-акже Пйднимать- ся вверх. При этом поворотная плавка 16 под действием заготовки 2в сбвер- шит вращательное движение вокруг го- ризонтальной оси. Движение заготовки 28 вверх .прекратится;, как только он.а займет соосное с прокатом 27 полдже- ние, т.е. буфе р 5 и зажимная платформа 8 поднимутся до ограничительных упоров (не показаны). Освобожденная от зажатия заготовка 28 вместе с про катом 27 под действием подающих роликов 23 начнут движение вперед.
При дальнейшем движении верхней плиты 2 вверх поворотная собачка 13, траверса 11, рычаг 10 и откидная . планка 9 будут двигаться также вверх Как только откидная планка 9 займет горизонтальное положение, поворотна я собачка 13 выйдет из зацепления с . траверсой 11, ив это же время заготовка 28 за счет инерционной силы, полученной от подающих роликов, окончательно проскользит по ней и уп.адет в.тару 25.
Движение верхней плиты 2 вверх будет продолжаться до крайнего верхнего положения, а траверса 11 и откидная планка 9 под собственньш весом упадут.. , - .
Если перед подаваемым прокатом находится концевой отход (короче заго - товки), то он,.двигаясь по желобу.зажимной платформы 8, повторяет ее скос и, не дойдя до упора 18, падает в тару 26. Следующий прокат упирается в упор 18, и, далее цикл работы штампа повторяется.
Формула изобрет. ения
Штамп для.резки проката с отбраковкой немерных концов, содержащий подвижную и неподвижную плиты, узел резки в виде установленных на неподВИЖНОЙ плите подви ного и неподвижного ножей, упор мерной длины и по- воротный сбрасыватель, отличающийся тем, что, с целью повышения качества изделий, он снабжен смонтированной на неподвижной плите подпружиненной.зажимной платформой в виде желоба, на рабочем ос- новании которого скос, направляющими колотсами, закрепленными на неподвижной плите, траверсой, установленной на колонках с возможнос
тью переме1иения в направлении, совпадающем с направлением перемещения подвижной плиты, стойкой, закрепленной на подвижной , и поворотной собачкой, /чарнирно установленной на. стойке с возможностью взаимодействия с траверсой, при этом поворотньй сбрасьгоатель выполнен в виде откидной планки, гаарнирно установленной на концевом участке зажимной платфор- .мы с возможностью взаимодействия с траверсой.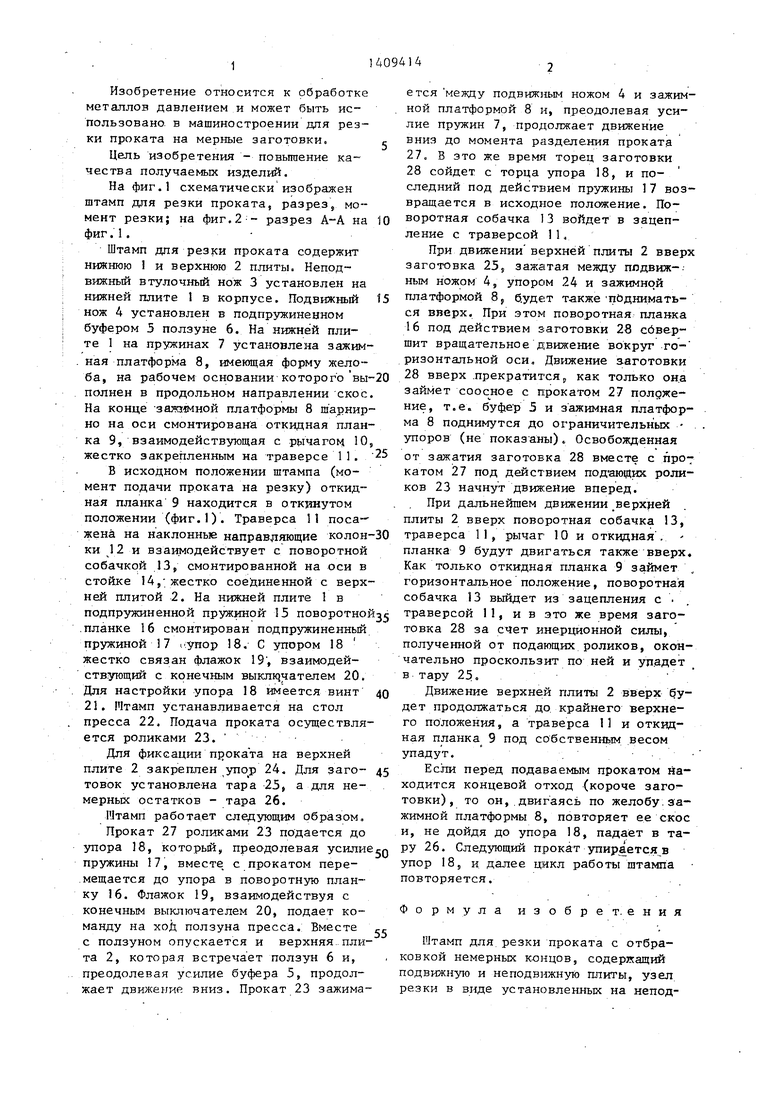
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отбраковки немерных концов к штампу для резки проката | 1985 |
|
SU1311868A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп последовательного действия | 1984 |
|
SU1196083A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОКАТА | 1989 |
|
RU2025227C1 |
| Штамп для резки проката | 1980 |
|
SU902995A1 |
| Штамп для резки проката | 1981 |
|
SU1159730A2 |
| Автоматическая линия штамповки лезвий стрельчатых лап | 1984 |
|
SU1255263A1 |
| Штамп для резки профильного проката под углом | 1984 |
|
SU1247256A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для резки проката | 1981 |
|
SU1026977A2 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки проката. Цель изобретения - повышение качества получаемых изделий. Штамп содержит нижнюю I и верхнюю 2 плиты, узел резки в виде взаимодействующих между собой неподвижного 3 и подвижного 4 ножей, смонтированных на нижней плите 1. На нижней плите 1 установлена подпружиненная зажимная платформа 8 в виде желоба со скосом на рабочем основании. К платформе 8 гаарнирно прикреплена откидная планка 9, взаимодействующая с траверсой 11, подвижной в наклонных направляющих колонках 12. В исходном положении откидная планка 9 находится в откинутом положении. Траверса 11 входит в зацепление с поворотной собачкой 13, смонтированной на оси в стойке 14, жестко соединенной с верхней плитой 2. При ходе ползуна пресса В1ШЗ подвижньй нож 4 подходит к отрезаемой части проката и вместе с подпружиненной платформой 8 зажимает его, а при дальнейшем ходе вниз отрезает заготовку. При ходе ползуна пресса вверх подгадмается траверса 1I, которая в свою очередь поднимает откидную планку 9 до уровня платформы 8. Заготовка 28 направляется по ней в тару 25, а немерные концы, повторяя скос желоба платформы, падают в тару 26. 2 ил. &
/2 20 J6
иL
25
Фиг. 2
