(54) АБРАЗИВНО-ОТРЕЗНОЙ СТАНОК
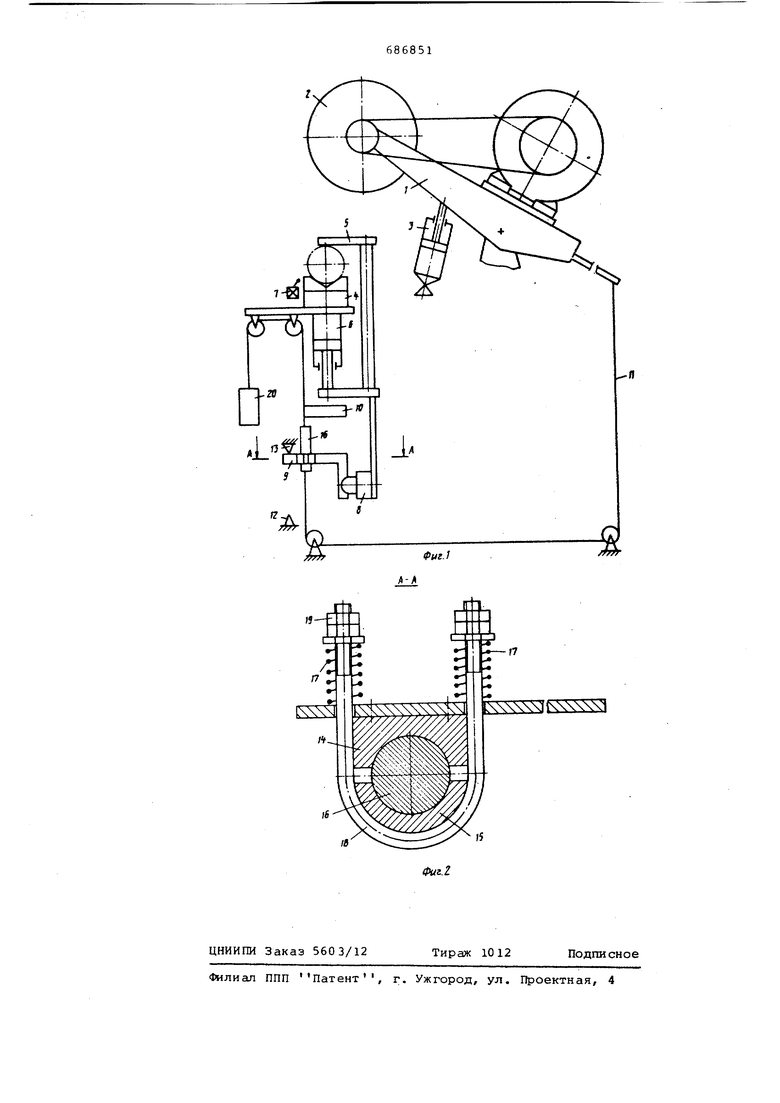
при изношенном диске. Кулачок 9 связан с бабкой 1 муфтой проскальзывани которая представляет собой две полумуфты 14 и 15, охватывающие врезанную в трос штангу 16.
Усилие трения создается пружинами 17 через хомутик 18 и регулируется гайками 19. Натяжение троса 11 осуществляется противовесом 20.
Заготовка лежит на неподвижной призме 4 зажимного приспособления и зажата подвижной губкой 5. Командоаппарат 8 занимает при этом положение, соответствукяцее размеру разрезаемой заготовки, а расстояние между командоаппаратом 8 и упором 12 равно размеру заготовки плюс зазор, необходимый для ее перемещения после разрезки, между кромкой отведенного диска и заготовкой. Бабка 1 находится в крайнем отведенном положении. Кулачок 9 касается упора 13. Шпиндельную бабку 1 с абразивным диском 2 подают к заготовке с помощью гидравлическо-го привода 3. Трос 11 при подаче бабки 1 перемещает штангу 16 с кулачками 9 и 10 вниз. Как только кулачок упора 12 штанги 16 (за счет износа диска в процессе резания) начнет проскальзывать в полумуфтах 14 и 15 до тех пор, пока кромка диска 2 не дойдет до командоаппарата 7 конца рабочего хода, дающего команду на отвод бабки 1. При отводе бабки 1 противовес 20 через трос 11 перемещает штангу 16 вверх вместе с полумуфта и 14, 15 и кулачком 9 до командоаппарата 8. Последний дает команду на останов бабки 1, при этом между поверхностью заготовки и периферией диска образуется зазор, обеспечивающий перемещение заготовки для еледующего реза. При полном износе диска управляющий кулачок 10 доходит до командоаппарата 8, который дает команду на возврат бабки 1 в крайнее отведенное положение. В зтом положении кулачок 9 упирается в неподвижный упор 13.
При изменении диаметра разрезаемой заготовки, подвижная прижимная губка 5 занимает положение, соответствующее диаметру заготовки. Одновременно изменяется положение командоаппарата 8 относительно упора 12.
Такое исполнение станка позволяет исключить перенастройку его при изменении размера разрезаемой заготовк
Формула изобретения
Абразивно-отрезной станок, содержащий шпиндельную бабку с абразивным кругом, зажимное приспособление, командоаппарат и взаимодействующий с ним кулачок, связанный кинематической связью со шпиндельной бабкой, о т личающийс я тем, что, с целью исключения ручной перенастройки при изменении размера разрезаемой заготовки, командоаппарат кинематически связан с подвижной частью зажимного приспособления, а кулачок установлен с возможностью ограниченного перемещения введенными в устройство упорами относительно шпиндельной бабки .
Источники информации, принятые во внимание при экспертизе
1. Абразивно-отрезной автомат мод. 8242. - Металлорежущие станки.Каталогсправочник . Станки шлифовальной группы, 4.5. М. , НИИмаи, 1971, с. 70-72.
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивно-отрезной станок | 1980 |
|
SU994225A1 |
| Командное устройство отрезногоСТАНКА | 1978 |
|
SU837631A1 |
| Абразивно-отрезной станок | 1982 |
|
SU1096085A2 |
| Абразивно-отрезной станок | 1975 |
|
SU525532A1 |
| Командное устройство отрезного станка | 1985 |
|
SU1311874A2 |
| Устройство для подачи инструменталь-НОй гОлОВКи | 1979 |
|
SU841787A1 |
| Абразивно-отрезной станок для разрезки материала под углом | 1986 |
|
SU1371879A1 |
| Абразивно-отрезной станок | 1987 |
|
SU1521567A2 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
18
-rr
УчЧУ ЧЧ{ч ЧЧЧУ1
