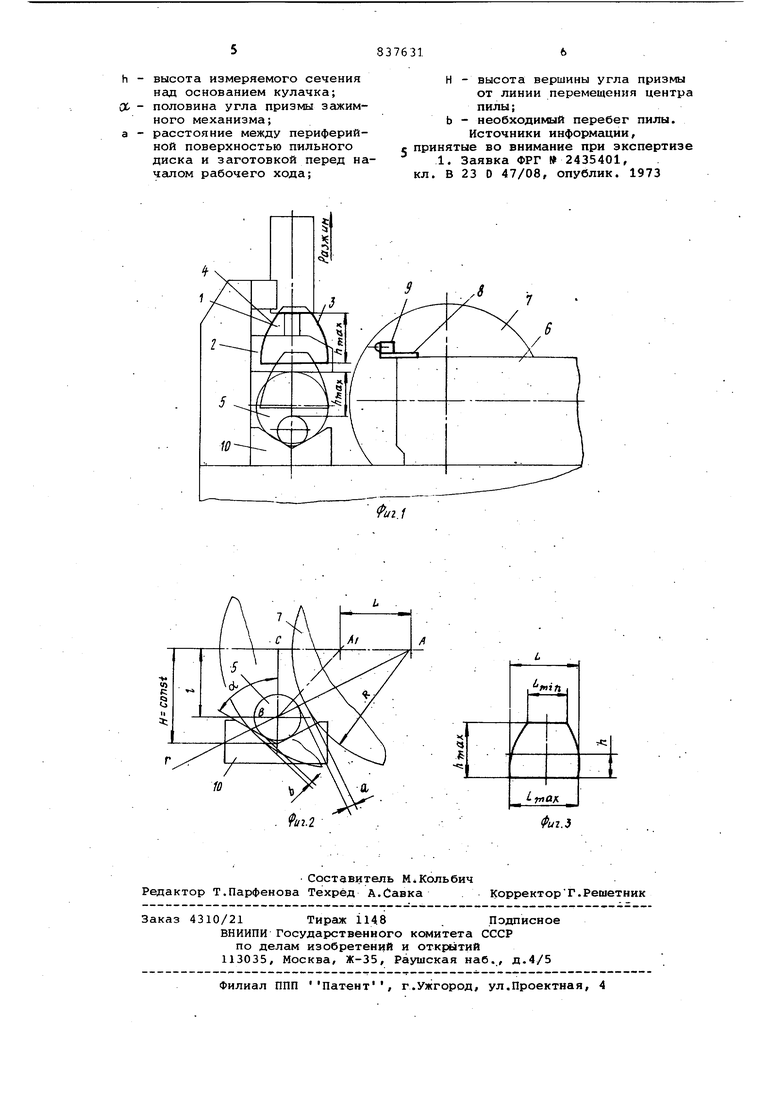
Изобретение относится к станкостроению и может быть использовано в отрезных станках. Известны командные устройства отрезных станков, включающие кулачок и взаимодействующий с ним командоаппарат, связанные с подвижной частью зажимного приспособления, включающего призму для изделия, и. отрезной бабкой В известных устройствах форма кулачка и связи его и командоаппарата с элементс1ми станка не .обеспечивает автоматического согласования команды на переключение скорости движения бабки в начале реза с дис1метром разрезаемой заготовки. Поэтому при изменении диаметра разрезаемой заготов ки необходима ручная перенастройка командного устройства. Цель изобретения - повышение производительности резки. С этой целью в описываемом устрой стве кулачок выполнен двусторонним с рабочими кромкё1ми, представляющими собой криволинейные поверхности,сходящиеся в направлении хода подвижной части зажимного приспособления при работе на разжим, а ширина кулачка абочими кромками определена -t-mi /M- -ь --f, 1. С sinct Hfiina 1+Sin -bf-(fvainoLsina i+atnoi, -i+binot ширина кулачка между рабочими кромками; рс1диус пильного диска; максимальный радиус разрезаемой заготовки; высота измеряемого сечения над основанием кулачка; половина угла призмы зажимного механизма; расстояние между периферийной частью поверхности пильного диска и заготовкой перед началом рабочего хот да; высота вершины угла призмы от линии перемещения центра пилы; необходимый перебег пилы. .1 представлено устройство, ; на фиг.2 - схема разрезки материала; на фиг.З - профиль кулачка. Устройство включает управляющий кулачок 1, закрепленный на подвижной части зажимного приспособления 2 и имеющий две рабочие кромки 3 и 4, сходящиеся в направлении хода подвиж ной части зажимного приспособления 2 на разжим. Максимальная высота hmox кулачка 1 зависит от минимального и максимального диаметров разрезаемых заготовок 5 и определяется по форму ле. h -rv -г + . maic max mm - sinc6 где r . - радиус минимально разрезa емой заготовки. Высота измеряемого сечения кулач ка над основанием определяется ради усом поданной на разрезку заготовки по формуле: о - р Ь-г -р4 - I131t. maxSin о; где г - радиус поданной на резку заготовки. Максимальная рабочая ширина кулачка 1 соответствует ходу (фиг.З) отрезной бабки 6 при максимальном диаметре заготовки, а минимальная, рабочая ширина кулачка соответствует ходу (фиг. 3) при минимальном диаметре разрезаемой заготовки 5. Расстояние между рабочими кромками 3 и 4 (ширина) кулачка 1 в измеряемом сечении определяется соотношениемh&inoi t,-,) t ff + sinct / . Sinoi y + Sinot/ h-5ina h f О Sina / V -t-Smrt/, и соответствует ходу отрезной бабки б с учетом заданного запаса рабочего хода для данного размера заготов ки 5. На отрезной бабке б с, пильным диском 7 на кронштейне 8 закреплен командоаппарат, например, конечный выключатель 9, взаимодействующий с кулачком 1. Заготовка прижата к призме 10. Точка А (см.фиг.2) соответствует положению центра пильного диска 7 в начале рабочего хода и определяется диаметром заготовки 5 и требуемым расстоянием а, которое обеспечивает возможность установки заготовки на призме. Точка А соответствует поло жению центра диска 7 в конце рабоче го хода. Точка В - положение оси ра резанной заготовки, точка С - проек ция оси заготовки на линию движения центра пьши, t - расстояние от оси заготовки до линии движения центра пыли. Заданный запас рабочего хода скл дывается из минимального перебега В ильного диска и минимального расстония а между периферийной поверхносью диска 7 и заготовкой 5 перед ачалом рабочего хода. Устройство работает следующим обазом. При зажиме заготовки 5 подвижная асть приспособления 2 занимает полоение, соответствующее диаметру заготовки 5, кулачок 1 при этом перемещается вместе с зажимным приспособлением 2 и занимает положение, при котором расстояние между рабочими кромками 3 и 4 по ходу движения командоаппарата 9 соответствует длине хода отрезной бабки 6 для данного размера заготовкч 5 .с учетом запаса рабочего хода. При подводе бабки б к заготовке 5 командоаппарат 9 соприкасается с кромкой 3 и включается рабочая подача бабки. При этом расстояние между периферийной поверхностью диска 7 и заготовкой 5 равно а. Рабочая подача происходит до тех пор, пока командоаппарат 9 не достигнет кромки 4. При этом перебег диска 7 равен величине Ь , а центр диска сместится в точку Af. По достижении командоаппаратом 9 рабочей кромки 4 переключается подача бабки на обратный ход, который происходит до тех пор, пока командоаппарат не достигнет кромки 3. Происходит останов бабки. Центр занимает положение А. Формула изобретения Командное устройство отрезного станка, включающее кулачок и взаимодействующий с ним командоаппарат, связанные с подвижной частью зажимного приспособления, включающего призму для изделия, и отрезной бабкой, отличающееся тем, что,,с целью повышения производительности резки, кулачок выполнен двусторонним с рабочими кромками, представляющими собой криволинейные поверхности, сходящиеся в направлении хода подвижной части зажимного приспособления при работе на разжим, а ширина кулачка L между рабочими кромками определена по формуле: sinoi 1 + binw . -«t -TnaxTTs.nci / V Ьпа -ii-SinQi/ где L - ширина кулачка между рабочими кромками; R - радиус пильного диска; г - максимальный радиус разрезаеtnO tМОЙ заготовки;
высота измеряемого сечения над основанием кулачка;
половина угла призмы зажимного механизма;
расстояние между периферийной поверхностью пильного диска и заготовкой перед началом рабочего хода;
Н - высота вершины угла призмы от линии перемещения центра пилы; b - необходимый перебег пилы.
Источники информации, принятые во внимание при экспертизе
1. Заявка ФРГ № 2435401, кл. В 23 О 47/08, опублик. 1973
| название | год | авторы | номер документа |
|---|---|---|---|
| Командное устройство отрезного станка | 1985 |
|
SU1311874A2 |
| Абразивно-отрезной станок | 1975 |
|
SU686851A1 |
| Устройство для подачи инструменталь-НОй гОлОВКи | 1979 |
|
SU841787A1 |
| Абразивно-отрезной станок | 1982 |
|
SU1096085A2 |
| Абразивно-отрезной станок для разрезки материала под углом | 1986 |
|
SU1371879A1 |
| Отрезной автомат | 1980 |
|
SU891267A1 |
| Абразивно-отрезной станок | 1975 |
|
SU525532A1 |
| Абразивно-отрезной станок | 1980 |
|
SU994225A1 |
| Абразивно-отрезной станок | 1987 |
|
SU1521567A2 |
| ФРЕЗЕРНЮ-ОТРЕЗНОЙ СТАНОК ДЛЯ ИЗМЕРЕНИЯ И ДЕЛЕНИЯ ЗАГОТОВКИ БЕЗ ОСТАТКА | 1973 |
|
SU382480A1 |
