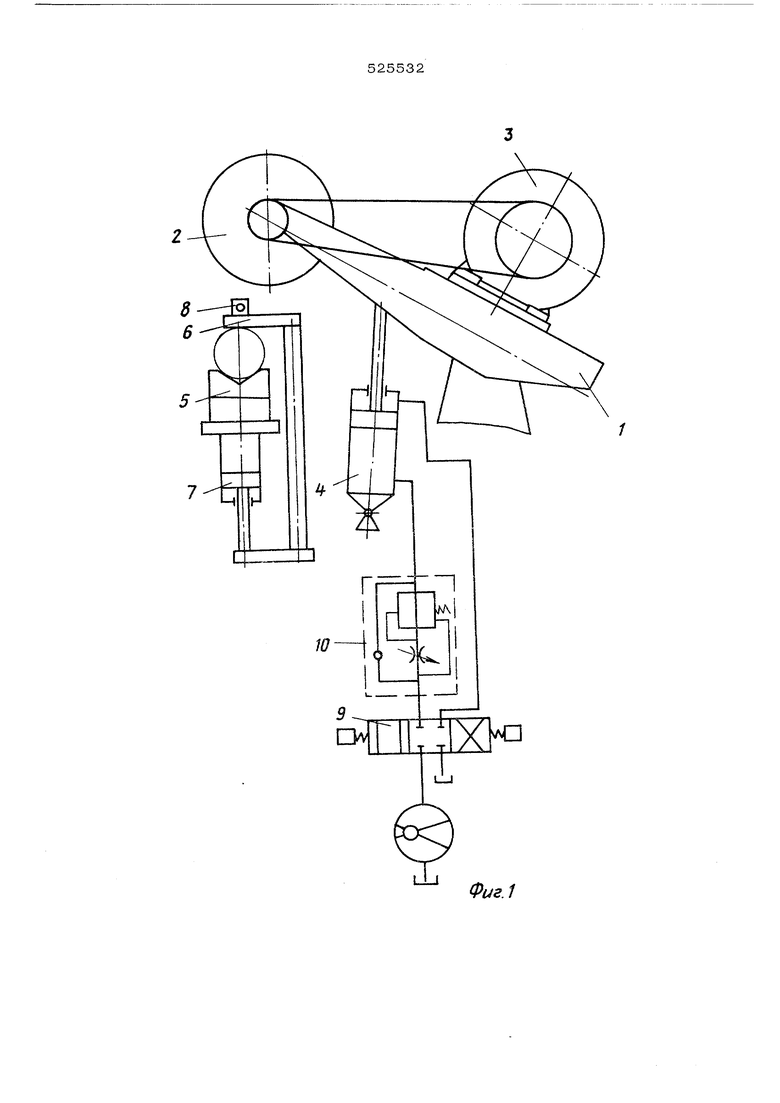
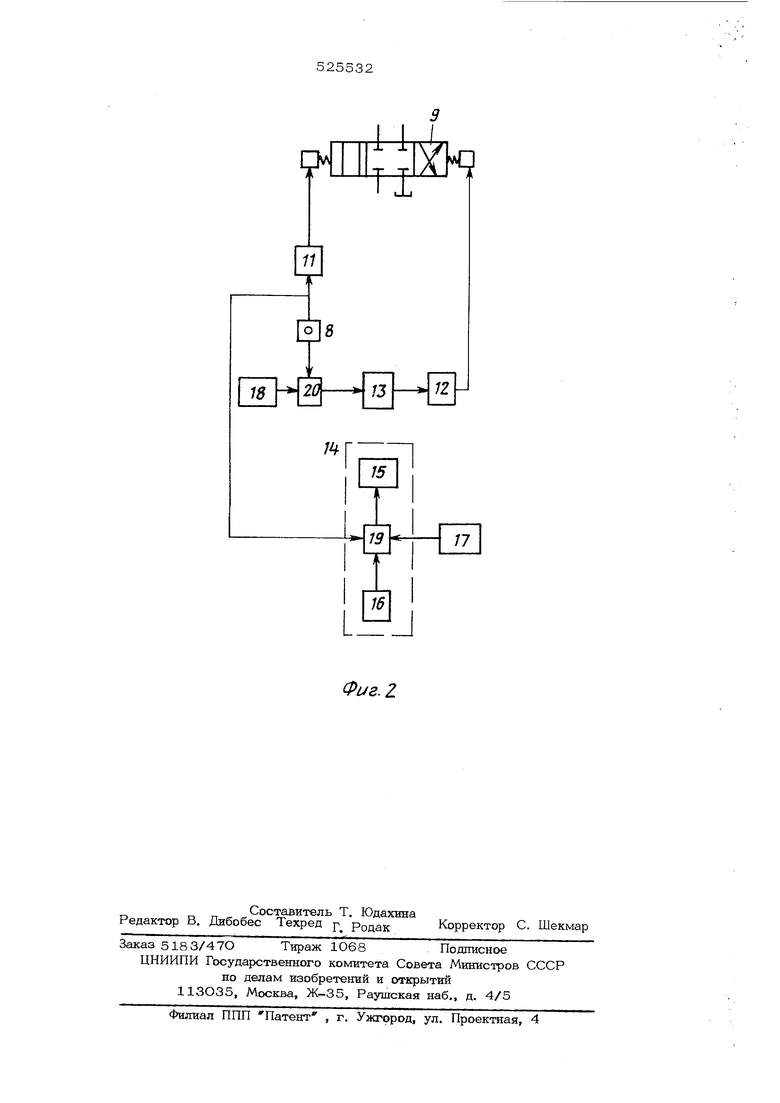
(54) АБРАЗИВНО-ОТРЕЗНОЙ СТАНОК приближенной к зажимному приспособлению на величину износа круга. В известном станке устройство компенсации износа круга сложно, требует переналадки при изменении размера разрезаемого сечения материала и дополнительных механических средств для восстановления исходной позиции ведомой ползушки при установке нового абразивного круга. Целью изобретения является упрощение конструкции абразивно-отрезного станка и повышение его надежности за счет исключения механических средств компенсации износа абразивного круга. Для этого коман до аппарат, взаимодействующий с кромкой абразивного круга, име ет жесткую механическую связь с ближайше к шпиндельной бабке губкой зажимного приспособления, подвижной или неподвижной, рас положен между этой губкой и бабкой по пути хода абразивного круга с возможностью его прохода и имеет выход в блок исполнения команды Стоп обратного хода. Кроме того, этот командоаппарат имеет параллельный выход, соединенный входом реле всеменя по схеме совпадения с командой Рабочий ход, а реле времени имеет выход в блок исполнения команды Стоп рабочего Положение регулятора задержки этого реле определено расстоянием между положениями кромки абразивного круга при ее воз действии на командоаппарат и при окончании реза; а также скоростью подачи шпиндельной бабки. Поскольку установка регулятора задержки реле времени в положение, определенное предварительным расчетом, неудобна особен но при частых переналадках станка, в нем имеется устройство автоматической настрой ки задерж1ш по пробному резу, выполненному например,в виде кинематически связанного с регулятором шагового двигателя, со входом которого соединен выход генератора импуль сов по схеме совпадения с командой автомагического управления Стоп обратного хо да и командой наладочного управления Ра бочий ход. На фиг. 1 дана полуконструктивная схема описываемого станка; на фиг. 2 - блоксхема системы управления станка. Станок содержит подвижную бабку 1 с абразивным кругом 2, привод 3 абразивног круга, гидравлический привод 4 подачи бабки, зажимное устройство, состоящее из неподвижной 5 и подвижной 6 губок, с гидрав лическим приводом 7. Командоаппарат 8, взаимодействующий с кромкой абразивного круга 2, закреплен на подвижной губке 6с возможностью прохода подаваемого абразив ного круга. Управление гидравлическим приводом 4 подачи бабки 1 осуществляется распределителем 9 с электромагнитным управлением. В нейтральном положении распределителя 9 обе полости гищзавлического привода 4 заперты. Скорость гидравлического привода 4 регулируется дросселем 1О. Система управления станком содержит блок 11 исполнения команды Стоп обратного блок 12 исполнения команды Стоп рабочего реле 13 времени , устройство 14 автоматической настройки задержки по пробному резу, состоящее из шагового двигателя 15, кинематически связанного с регулятором реле 13 времени, и генератора 16 импульсов, кнопку 17 наладочного режима работы станка, кнопку 18 автоматического режима работы станка; логические элементы {схемы совпадения) 19 и 20. Заготовку укладывают на неподвижную губку 5 зажимного устройства и зажимают ее подвижной губкой 6, затем нажатием кнопки 17 наладочного режима работы подают команду на соответствующий электромагнит распределителя 9. Происходит подача отрезного круга 2 на ааг-отовку. Как толь-ко кромка отрезного 2 начнет взаимодействовать с командоаппаратом 8, в схему совпадения 19 постутшт команда, причем в это время на вход этой схемы уже поступили команды от кнопки 17 наладочного режима и генератора 16 импульсов. При совмещении данных команд на входе схемы 19 совпадения на ее выходе появляется команда включения шагового двигателя 15. Шаговый двигатель 15 выключают отпусканием кнопки 17 наладочного режима в момент окончания реза, определенный визуально. Позиция шагового двигателя 15 определяет настройку реле 13 времени. При нажатии KHonmi: обратного хода (на чертеже не показана) абразивный круг 2 возвращается назад до взаимодействия кромки круга 2 с командоаппаратом 8, с которого поступает команда на блок 11 исполнения команды Стоп обратного хода. Отвод абразивного круга прекращается. После этого переключают станок в режим автоматического управления ходом шпиндельной бабки 1. При нажатии кнопки 18 автоматического режима на вход схемы 2О совпадения поступает команда Начало рабочего . При совмещении этой команды с командой, поступающей от командоаппарата 8, схема 2О совпадения выдает команду на включение реле 13 времени, которое начнет отсчитывать время рабочего хода. После отсчета времени реле 13 дает команду на блок 12 исполнения команды Стоп рабочего хода и одновременно на возврат абра зивного круга 2 до нового взаимодействия его кромки с командоаппаратом 8. После разжима губок и зажима новой заготовки цикл движений шпиндельной бабки 1 в режиме автоматического управления повторяется при нажатии кнопки 18 автоматического режима. Формула изобретения 1. Абразивно-отрезной станок, содержащий шпиндельную бабку с абразивным кругом, гидравлический привод подачи бабки, зажимное устройство с подвижной и неподвижной губками, датчик, взаимодействующи с кромкой абразивного круга, цепи управле ния автоматическим и наладочным режима- ми с блоками Пуск наладочного и автома тического режимов, Стоп рабочего и обратного ходов и логическими элементаьш 32 И отличающийся тем, что, с целью упрощения конструкции путем исключения механических средств компенсации износа круга, он снабжен реле времени, выход которого соединен с блоком Стоп рабочего хода, а вход- с выходом логичес-: кого элемента И, ко входам которого подключены выходы блока Пуск автоматического режима и датчика, причем датчик установлен на губке зажимного устройства, ближайщей к шпиндельной бабке, а второй выход датчика соединен с блоком Стоп обратного хода. 2. Станок по п. 1, о т л и ч а ю щ и йс я тем, что с целью автоматизации настройки реле времени по пробному резу, он снабжен генератором импульсов и шаговым двигателем, кинематически связанным с регулятором задержки реле времени, а генератор импульсов подключен к шаговому двигателю через логический элемент И, на входы которого подключены датчик и блок наладочного режима.
ИИ
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивно-отрезной станок | 1975 |
|
SU686851A1 |
| Абразивно-отрезной станок | 1980 |
|
SU994225A1 |
| Абразивно-отрезной станок | 1982 |
|
SU1096085A2 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Абразивно-отрезной станок | 1988 |
|
SU1616803A1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| Абразивно-отрезной станок для разрезки материала под углом | 1986 |
|
SU1371879A1 |
| Абразивно-отрезной станок | 2015 |
|
RU2615669C1 |
| Абразивно-отрезной станок | 1987 |
|
SU1521567A2 |
| Абразивно-отрезной станок | 1980 |
|
SU918048A1 |
Фиг.г
