Изобретение относится к области сварки, а именно к поточным линиям для сборки и сварки полотнищ с ребрами жесткости.
Цель изобретения - повышение производительности и автоматизации процесса расцепления тянущих кареток с цепью.
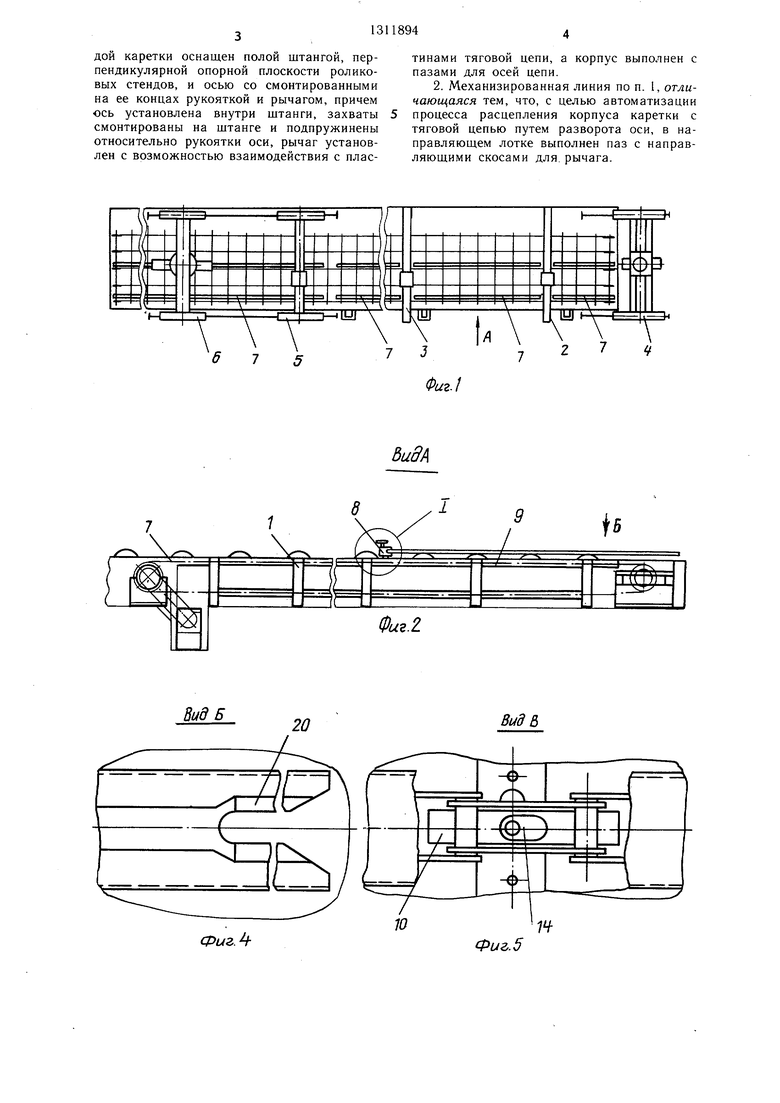
На фиг. I изображена поточная линия, вид сверху; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - вид Б на фиг. 2; на фиг. 5 - вид В на фиг. 3; на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - вид Д на фиг. 6; на фиг. 8 - сечение Е-Е на фиг. 6; на фиг. 9 - сечение Ж-Ж на фиг. 6.
Поточная механизированная линия содержит смонтированные на основании роликовые стенды 1, портал 2 для сборки полотнища, установку 3 для сварки полотнища, установленные с возможностью перемещения вдоль роликовых стендов 1 листоуклад- чик 4, установку 5 для сборки набора, портал 6 приварки ребер жесткости и транспортную систему в виде приводных тяговых цепей 7 с каретками 8, установленными с возможностью перемещения в направляющих лотках 9 роликовых стендов 1.
Каждая каретка 8 имеет корпус 10 с полой щтангой 11, расположенной перпендикулярно опорной плоскости роликовых стендов 1, ось 12, установленную внутри штанги 11, с смонтированными на ее концах рукояткой 13 и рычагом 14. На наружной поверхности штанги 11 смонтированы захваты 15, выполненные в виде подвески 16 с двумя эксцентриковыми зажимами 17. Между рукояткой 13 оси 12 и подвеской 16 установлена пружина 18. Корпус 10 каретки 8 оснащен пазами для осей цепи 7 и штифтами 19 для ограничения подъема корпусов 10 в направляющих лотках 9.
В направляющих лотках 9 выполнены вырезы для установки корпусов 10 на оси цепей 7. На вырезах лотков 9 выполнены направляющие скосы 20. С другой стороны направляющих лотков 9 выполнены пазы для вывода кареток 8 из зацепления с цепями 7.
Линия работает следующим образом. В вырезы направляющих лотков 9 на оси тяговых цепей 7, расположенных после портала 2, устанавливают корпуса 10 кареток 8. Поворотом рукояток 13 осей 12 устанавливают рычаг 14 в зацепление с пластинами цепей 7 и производят фиксацию кареток 8.
Цепи 7 вводят каретки 8 в направляющие лотки 9, рычаги 14 при помощи скосов 20 лотков 9 разворачивают на 90° и расцепляют каретки 8 от цепей 7, при этом щтифты 19 исключают выход кареток 8 из лотков 9. Листы листоукладчиком 4 подаются на входную роликовую секцию стендов 1 и цепями 7, расположенными перед порталом 2 для сборки, вводят в зев захва0
5
0
5
0
5
0
5
0
5
тов 15. Эксцентриковыми зажимами 17 прижимают лист к подвескам 16 и поднимают ролики стендов 1. При подъеме листа подвески 16 перемещаются по штангам 11.
Лист ориентируют и опускают на опорную плоскость стендов 1. Листоукладчиком 4 подают следующий лист и цепями 7, расположенными перед порталом 2, подают его до упора в кромку предыдущего листа. Порталом 2 осуществляют сборку полотнища.
После окончания сборки полотнища его поднимают на роликах стендов 1, включают цепи 7, расположенные после портала 2 и перемещают к установке 3 для сборки полотнища. В конце рабочего хода, т. е. в зоне пазов корпуса 10 кареток 8 под воздействием пружин 18 выходят из зацепления с цепями 7 и поднимаются вверх до упора в нижнюю плоскость листа.
Далее этой же цепью 7 собранное полотнище передается в рабочую зону цепей 7, расположенных после установки 3. Полотнище опускают, корпуса 10 кареток 8 опуска- на оси цепей 7 и производят фиксацию кареток 8 (аналогично предыдущей фиксации на цепях 7, расположенных за порталом 2). Полотнище фиксируют эксцентриковыми зажимами 17 к подвескам 16. Полотнище поднимают и производят ориентацию стыка по оси сварочной установки 3, опускают на опорную поверхность стенда 1 и производят сварку стыка.
Аналогичным образом осуществляется перемещение полотнища под портал 6 и установки 5 для сборки набора.
Поточная линия позволит повысить производительность путем исключения вспомогательных операций при перемещении полотнища и автоматизировать процесс расцепления тянущих кареток с цепью путем поворота рычагов кареток от скосов в направляющих лотках.
Формула изобретения
1. Поточная механизированная линия для изготовления полотнищ с ребрами жесткости, содержащая смонтированные на основании роликовые стенды, портал для сборки полотнищ, установку для сварки полотна, установленные с возможностью перемещения вдоль роликовых стендов листоукладчик, установку для сборки набора, портал, приварки ребер жесткости и транспортную систему в виде пркводных тяговых цепей с каретками, установленными с возможностью перемещения в направляющих лотках и выполненными в виде корпусов с захватами, отличающаяся тем, что, с целью повышения производительности путем исключения вспомогательного времени на разжим листов при формировании полотнища, корпус каждои каретки оснащен полой штангой, перпендикулярной опорной плоскости роликовых стендов, и осью со смонтированными на ее концах рукояткой и рычагом, причем ось установлена внутри штанги, захваты смонтированы на штанге и подпружинены относительно рукоятки оси, рычаг установлен с возможностью взаимодействия с пластинами тяговой цепи, а корпус выполнен с пазами для осей цепи.
2. Механизированная линия по п. 1, отличающаяся тем, что, с целью автоматизации процесса расцепления корпуса каретки с тяговой цепью путем разворота оси, в направляющем лотке выполнен паз с направляющими скосами для. рычага.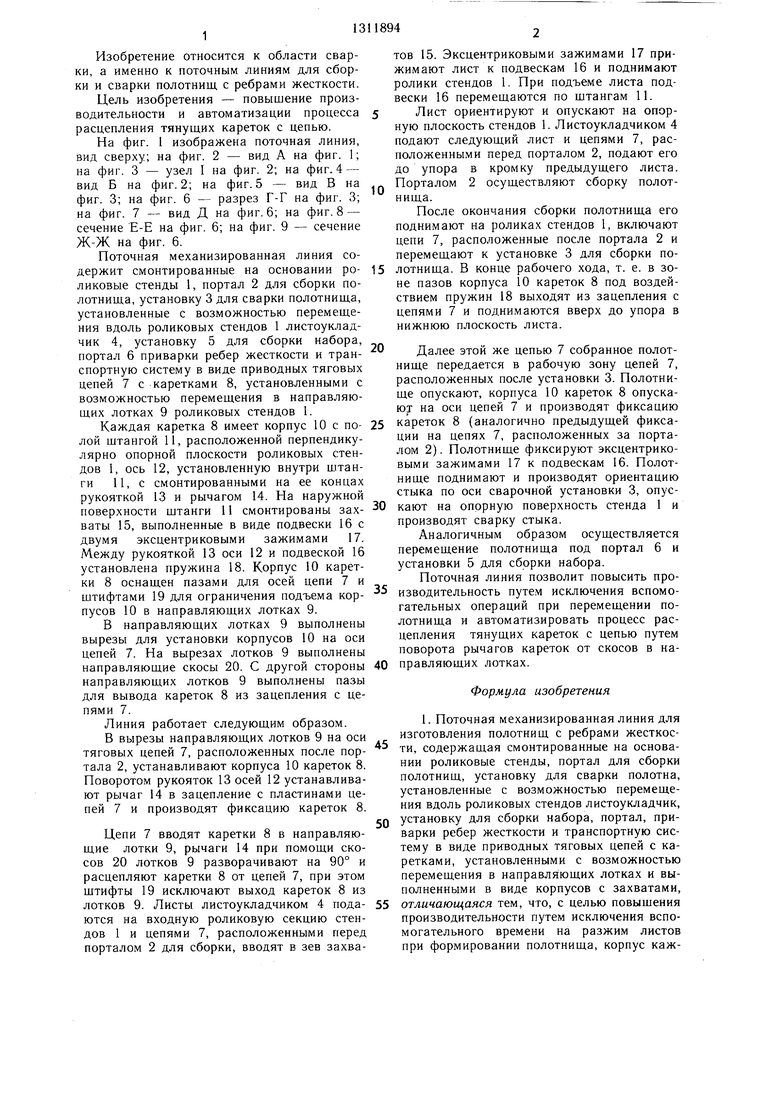
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки полотнищ с набором | 1984 |
|
SU1234143A1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ПОЛОТНИЩ С ПЕРЕКРЕСТНЫМ НАБОРОМ РЕБЕР ЖЕСТКОСТИ | 1992 |
|
RU2089368C1 |
| Устройство для сборки полотнищ с ребрами жесткости | 1988 |
|
SU1625637A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Стенд для сборки стыков полотнищ под сварку | 1987 |
|
SU1418022A1 |
| Поточная линия для сборки и сварки крупногабаритных тонколистовых полотнищ из листов | 1985 |
|
SU1328127A1 |
| Стенд для сборки и сварки полотнищ | 1981 |
|
SU1014675A1 |

Изобретение относится к сварке, в частности к поточным линиям для сборки и сварки, и может быть использовано при изготовлении крупногабаритных полотнищ с ребрами жесткости. Изобретение обеспечивает повышение производительности и автоматизацию процесса расцепления тякуших полотницде кареток с цепью 7, так как захваты 15 кареток смонтированы на полой штанге 11, перпендикулярной опорным плоскостям роликовых стендов, и подпружинены относительно рукоятки 13 оси 12, установленной внутри штанги. На другом конце оси 12 закреплен рычаг 14, взаимодействующий с направляющим скосом лотков 9. При наезде рычага 14 на скос он поворачивается на 90° и выводит каретку из зацепления с цепью, при этом захваты, удерживающие полотнище, перемещаются по штанге 11. 1 3. п. ф-лы, 9 ил. i (Л со 00 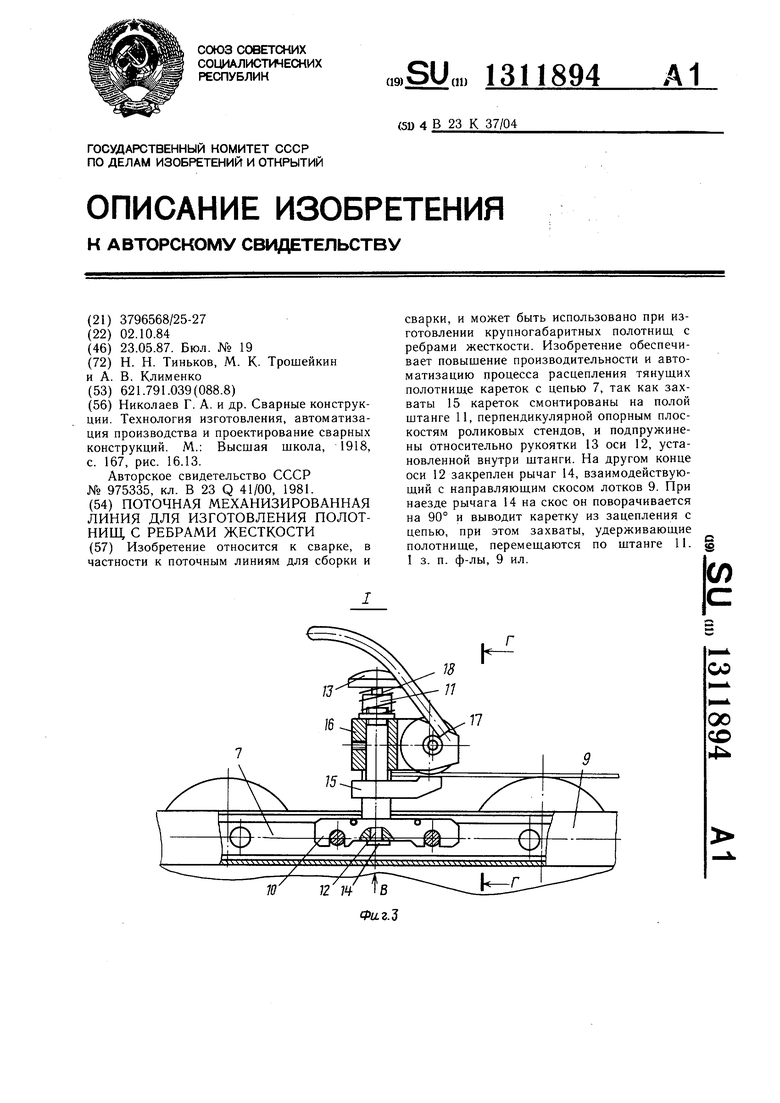
I
9
Вид Б
Фыг.
Вид &
Фиг.5
Риг.В
SuM
УигЛ
В Е
11 12
(Ри.г.в
JS Л J jL 2rTl| iSyyVV i f-P t . XV ХХЧ Ч .ХУЧХХХ-УХ УХУЛХХ
9иг.9
14
| Николаев Г | |||
| А | |||
| и др | |||
| Сварные конструкции | |||
| Технология изготовления, автоматизация производства и проектирование сварных конструкций | |||
| М.: Высшая школа, 1918, с | |||
| Прибор для запора стрелок | 1921 |
|
SU167A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
