11
Изобретение относится к технике применения импрегнирующих составов для абразивных кругов и может быть использовано в машиностроении, а именно при изготовлении кругов для лепесткового полирования.
Целью изобретения является снижение себестоимости процесса.
На чертеже приведена схема осуществления способа.
Абразивньй инструмент непосредственно перед пропиткой выдерживают в среде перегретого пара воды, а затем помещают в раствор или расплав им- прегнатора.
Способ осуществляется следующим образом.
Круги для лепесткового полирования на любой основе и с любым абразивом помещают в среду водного пара, например в запарную камеру на 5 - 7 мин, а затем погружают в импрегни- рутощий состав, например раствор йодистого калия. Затем круги высушивают любым известным способом.
При помещении круга 1 в запарную камеру 2 его поры и микропоры заполняются слегка перегретым,водяным.паром (Tnapg ПО - ). Затем круг погружается в раствор импрегнатора 3
Редактор Н.Егорова Заказ 1922/15
Составитель Т.Никонорова Техред А.Кравчук
Тираж 716 ВНИИПИ Государственного комитета. СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4„
82
имеющего температуру, при которой пар будет конденсироваться (для водяного пара это С).
При контакте круга с более холодной средой пар будет конденсироваться, и объем вещества, заполнившего поры, резко уменьшится, так как произойдет переход от парообразного к жидкому состоянию. В результате создавшегося вакуумирования им- прегнатор устремится в поры и заполнит их.
Использование эффекта конденсирования пара, вызываюш,его образование
вакуумных полостей, обеспечивает эффективную пропитку кругов импрегни- рующими составами при соблюдении требований промсанитарии и противопожарной безопасности
Формула изобретения
Способ пропитки абразивного инструмента, при котором в его порах непосредственно перед пропиткой создают разрежение, ртличающий- с я тем, что, с целью снижения себестоимости процесса пропитки, разрежение создают путем выдержки инструмента в атмосфере перегретого пара воды.
Корректор М.Пожо Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки абразивного инструмента | 1990 |
|
SU1779567A1 |
| Способ пропитки абразивного инструмента | 1989 |
|
SU1653941A2 |
| Способ изготовления абразивного инструмента | 1986 |
|
SU1373551A1 |
| Способ импрегнирования абразивного инструмента | 1988 |
|
SU1650414A1 |
| Способ импрегнирования абразивного инструмента | 1982 |
|
SU1069982A1 |
| Способ изготовления абразивного инструмента | 1985 |
|
SU1328180A1 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2354535C2 |
| СПОСОБ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2007 |
|
RU2352451C1 |
| Способ пропитки абразивногоиНСТРуМЕНТА | 1979 |
|
SU833437A1 |
| Способ пропитки абразивного инструмента | 1990 |
|
SU1756131A1 |
Изобретение относится к области машиностроения, в частности для изготовления абразивных кругов для лепесткового полирования, и позволяет снизить себестоимость процесса про/J /K /к /K/Kw/N-A/K А /ЬД питки. Для этого согласно способу i пропитки абразивного инструмента непосредственно перед пропиткой создают разрежение в его порах путем выдержки инструмента в атмосфере перегретого пара воды. При помещении круга 1 в запарную камеру 2 его поры и f . микропоры заполняются перегретым паром. Затем круг погружается в раствор импрегнатора 3, имеющего температуру, при которой пар конденсируется. В результате создавшегося эффекта вакуумирования импрегнатор устремляется в поры и заполняет их. При этом обеспечивается эффективная пропитка кругов при снижении себестоимости проце,сса пропитки. I ил. g (Л /( .2 .; 00 00 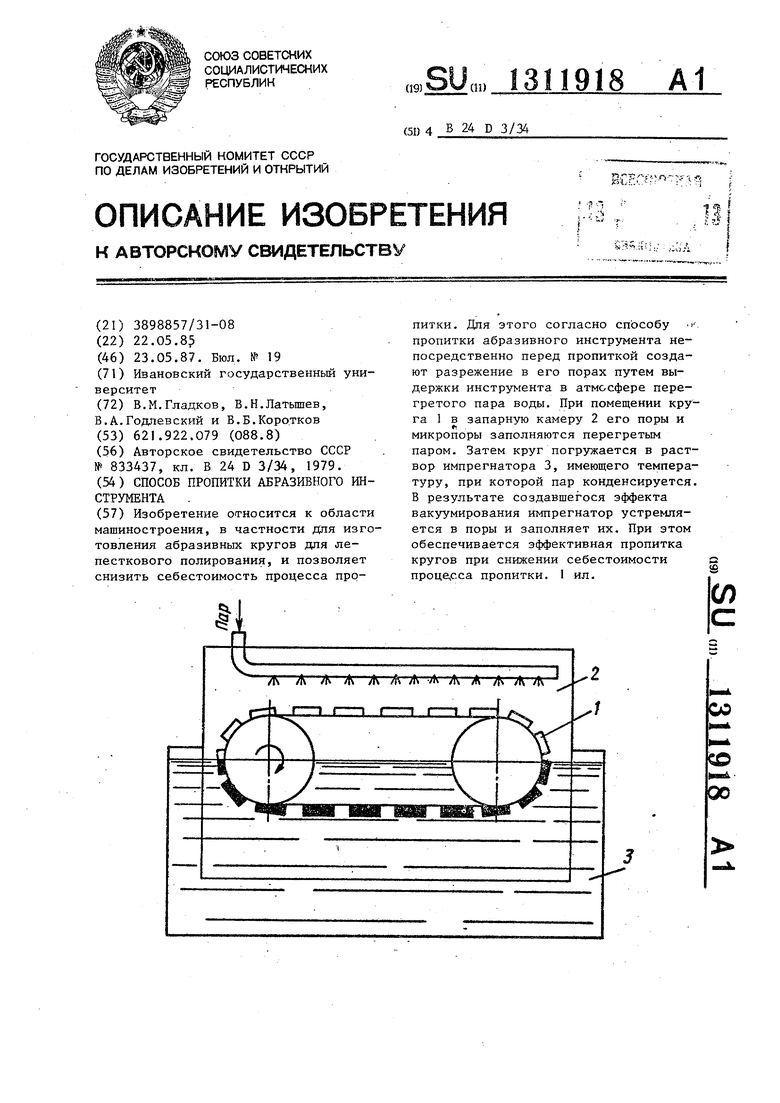
| Способ пропитки абразивногоиНСТРуМЕНТА | 1979 |
|
SU833437A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
