Изобретение относится к деревообрабатывающей промышленности, в частности к производству древесных плит.
Цель изобретения - повышение качества плит за счет обеспечения равномерности характеристик древесных частиц.
На фиг. 1 изображена схема линии изготовления древесных частиц; на фиг. 2 - узел сушки, продольный разрез.
Линия изготовления древесных частиц включает последовательно установленные и технологически связанные механизм 1 подачи, бункер 2 сырых древесных частиц, узел 3 сушки с центральным 4 и периферийными внутренними 5 и 6 и наружными 7 и 8 каналами, бункер 9 сухих древесных частиц, узел 10 сортировки с доразмалываюш,им устройством 11, промежуточные бункера 12 и 13, смесители 14 и 15 и привод 16. Узел сушки снабжен размеш,енным по его продольной оси 17 со стороны выхода центрального канала 4 механизмом 18 калибрования древесных частиц, выполненным в виде горизонтального вала 19 на свободном конце которого жестко смонтирован ротор 20 с ножами 21 по его периферии, а на стенках каналов 5 и б смонтирован ножевой статор 22, при этом центральная часть ротора 20 выполнена конусообразной, а вершина конуса 23 размещена в выходной части центрального канала 4.
Кроме того, узел 3 сущки вк.тючает барабан 24, топку 25, шлюзовый затвор 26 на входе в барабан 24. Линия снабжена транспортерами 27-30, а сушильный барабан соединен пневмоприводом 31 с вентилятором 32.
Линия работает следующим образом.
Механизмом 1 подачи древесные частицы подают в бункер 2 сырых древесных частиц, откуда они выдаются через шлюзовый затвор 26 в центральный канал 4 сушильного барабана 24 узла 3 сушки. Одновременно в центральньш канал 4 из топки 25 подают топочный газ. Поток газа вместе с древесными частицами попадает на конус 23 ротора 20, механизма 18 калибрования древесных частиц и разделяется на верхний и нижний потоки.
Верхний поток перемешается по внутренним периферийным каналам 5 и 6, а нижний - по наружным периферийным каналам 7 и 8. Перед попаданием в периферийные каналы
древесные частицы калибруются между ножами ротора 20 и статора 22, т. е. древесные частицы имеют одни размерно-качественные показатели. -Перемещаясь по периферийным каналам внутренними 5 и 6 и наружными 7
Q и 8 при одновременном вращении сушильного барабана 24, древесные частицы равномерно просушиваются и по пневмопроводу 31 с помощью вентилятора 32 подаются в узел 10 сортировки, где они разделяются на фракции, каждая из которых попадает
5 в бункер 12 или 13 соответственно транспортерами 27 и 28. Затем сухие древесные частицы подают в смесители 14 и 15 (по фракциям) для осмоления и дальнейшей подачи их в формирующие машины с помощью транспортеров 29.и 30. Цикл повторяют.
Изобретение позволит повысить качество плит за счет обеспечения равномерности характеристик древесных частиц.
0
25
Формула изобретения
0
Линия изготовления древесных частиц, включающая механизм подачи частиц, бункер сырых древесных частиц, узел сущки с центральным каналом и периферийными внутренним и наружным, бункер сухих древесных частиц, узел сортировки с доразмалы- вающим устройством, формирующие машины и привод, отличающаяся тем, что, с целью повышения качества плит за счет обеспече- 5 ния равномерности характеристик древесных частиц, узел сушки-снабжен механизмом калибрования древесных частиц, который размещен в выходной части каналов и выполнен в виде ножевых статора и ротора, при этом ротор расположен соосно центральному каналу, его центральная часть выполнена конусообразной и расположена с заходом вершины конуса в центральный канал, а статор закреплен стенками центрального и внутреннего периферийного каналов.
0
2S
/J
k/a./
Составитель Н. Дроздова
Редактор О. ЮрковецкаяТехред И. ВересКорректор А. Обручар
Заказ 1924/16Тираж 463Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4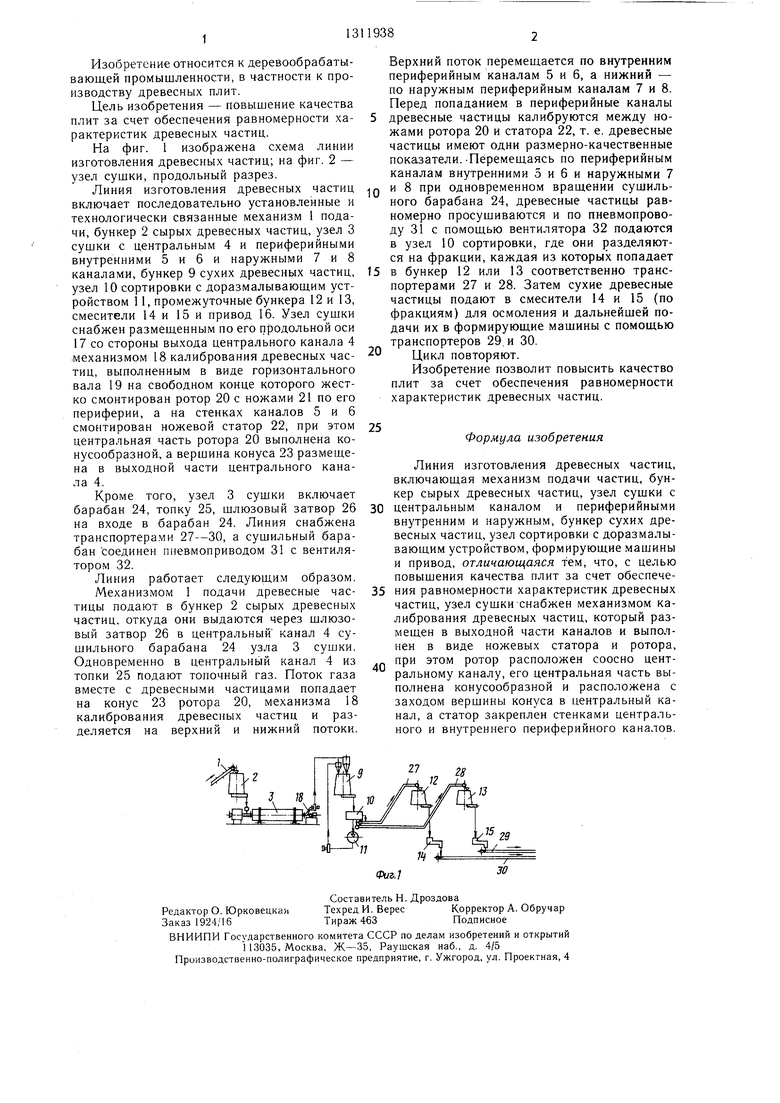
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесных частиц | 1985 |
|
SU1328201A1 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| Линия подготовки древесных частиц в производстве древесно-стружечных плит | 1986 |
|
SU1331642A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДРЕВЕСНЫХ ПЛИТ БЕЗ ДОБАВЛЕНИЯ СВЯЗУЮЩЕГО И ТЕХНОЛОГИЧЕСКИЕ ЛИНИИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2005596C1 |
| Линия изготовления древесно-стружечных плит | 1989 |
|
SU1694372A1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1143595A2 |
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВЫСОКОВИТАМИННОЙ ТРАВЯНОЙ МУКИ | 2016 |
|
RU2622219C1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| УСТАНОВКА ДЛЯ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 2004 |
|
RU2263260C1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение качества плит за счет обеспечения равномерности характеристик древесны.х .частиц. В линии узел сушки 3 снабжен механизмом калибрования древесных частиц, выполненны.м в виде горизонтального вала 19, который имеет ножевой статор 22 и ротор 20. Ротор 20 расположен соосно с центральным каналом 4, а его центральная часть выполнена конусообразной и расположена с заходом вершины конуса 23 в центральный канал 4. Поток топочного газа вместе с древесными частицами попадает на конус 23 ротора 20 механизма калибрования древесных частиц и разделяется на ве)хний и нижний потоки. Перед попаданием в периферийные внутренние каналы 5 и 6 и наружные каналы 7 и 8 древесные частицы калибруются между ножами ротора 20 и статора 22. 2 ил. (Л с: ;о со оо 2/ W Фиг. 2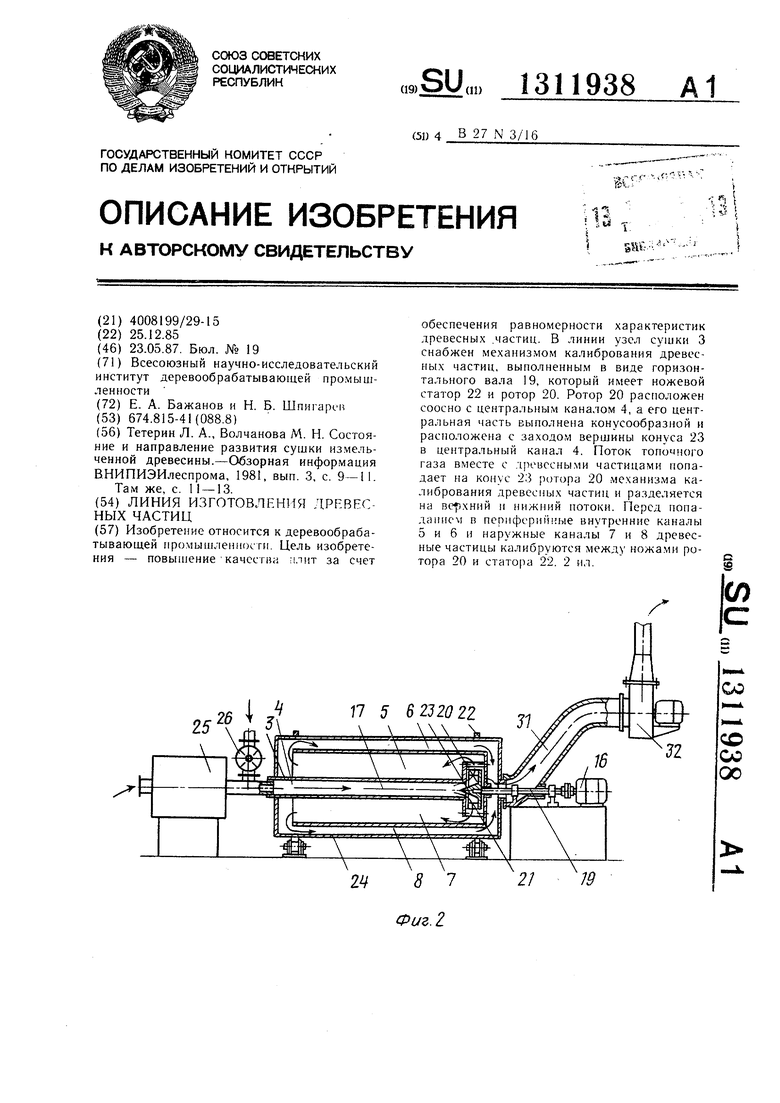
| Тетерин Л | |||
| А., Волчанова М | |||
| Н | |||
| Состояние и направление развития сушки измельченной древесины.-Обзорная информация ВНИПИЭИлеспрома, 1981, вып | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Там же, с | |||
| Насос | 1917 |
|
SU13A1 |
