сл
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1143595A2 |
| Линия изготовления древесно-стружечных плит | 1985 |
|
SU1281419A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2078686C1 |
| Линия для изготовления древесностружечных плит | 1983 |
|
SU1106670A1 |
| Устройство для формирования многослойного древесностружечного ковра | 1981 |
|
SU1002169A1 |
| Линия изготовления древесно-стружечных плит | 1984 |
|
SU1211051A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2083361C1 |

Изобретение относится к деревообрабатывающей промышленности. Целью изобретения является снижение эксплуатационных затрат. Линия изготовления дое- весностружечных плит включает узел изготовления древесных частиц, устройство для сушки и сортировки, систему бункеров отсортированных фракций, смесители, главный конвейер с формирующими машинами, подпрессовочным и горячим прессами. При работе древесные частицы подаются в устройство для сушки и сортировки, где разделяются по фракциям и подаются в бункера и смесители. Осмоленные древесные частицы настилают формирующие машины на главном конвейере, подпрессовывают прессом и прессуют в горячем прессе. 5 ил.
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесностружечных плит.
Цель изобретения - снижение эксплуатационных затрат и улучшение степени сортировки древесных частиц.
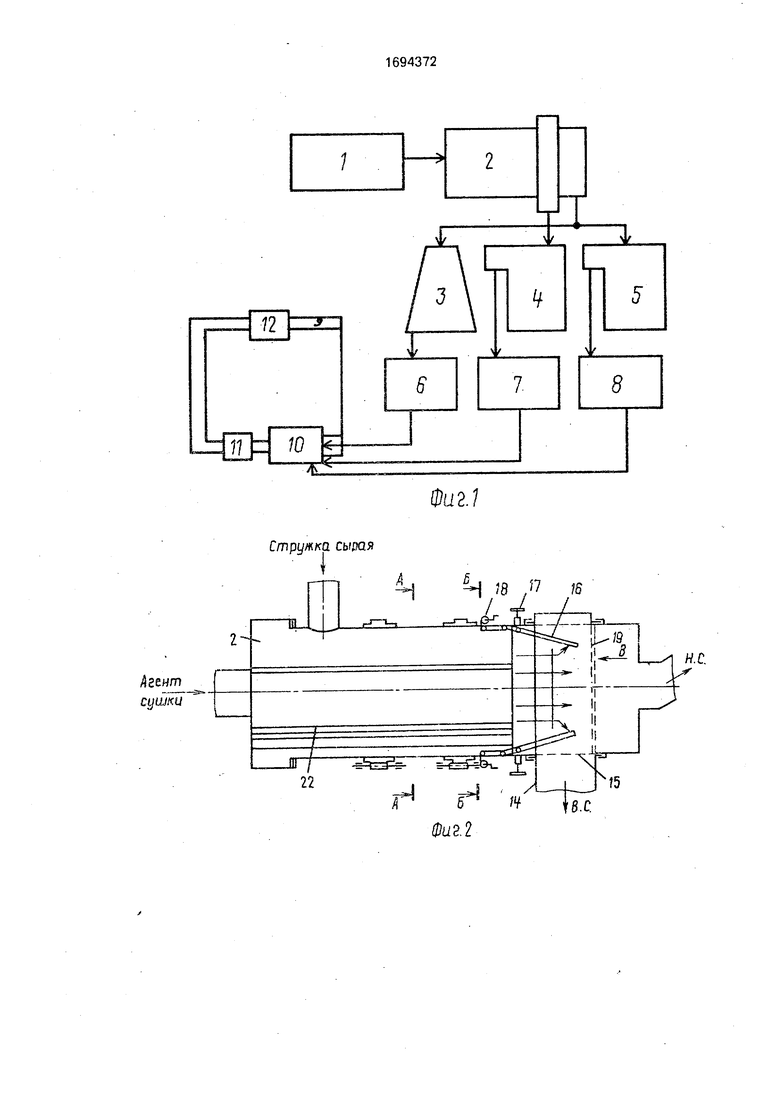
На фиг. 1 изображена схема линии изготовления древесностружечных плит; на фиг.2 - то же, с устройством сушки и сортировки древесных частиц; на фиг.З - разрез А-Анз фиг.2; на фиг.ч- разрез Б-Б на фиг.2; на фиг.5 - вид В на фиг.2.
Линия изготовления древесностружечных плит включает узел 1 изготовления древесных частиц, устройство 2 для сушки и сортировки, систему бункеров 3, 4 и 5 отсортированных фракций, смесители 6, 7 и 8, главный конвейер 9 с формирующими машинами 10, подпрессовочным 11 и горячим 12 прессами.
Устройство 2 для сушки и сортировки древесных частиц выполнено в виде камеры 13 с жестко установленным патрубком 14 разделения древесных частиц. На выходе камеры 13 и внутри патрубка 14 смонтированы сетчатый барабан 15, дугообразные направляющие 16 с механизмами 17 и 18 изменения угла их наклона и перемещения в горизонтальней плоскости соответственно и сита, из которых внутреннее 19 закреплено неподвижно, а наружное 20 - с возможностью регулирования проходного сечения сит.
Перемещение дугообразных направляющих 16 может осуществляться посредством механизма 18, выполненного в зиде тросового натяжного элемента, соединенного, например,с роликовым элементом, заО
о
со VI ю
крепленным на конце направляющей 16, со стороны корпуса устройства.
Устройство 2 для сушки и сортировки древесных частиц установлено на приводных роликах 21. Внутри камеры 13 устрой- ства 2 закреплены насадки 22.
Линия работает следующим образом.
Древесные частицы, изготовленные на участке узла 1, подаются в устройство 2 для сушки и сортировки через шлюзовой за- твор или другое загрузочное устройство. Приводные ролики 21 вращают камеру 13 устройства 2. Жестко закрепленные насадки 22 интенсивно перемещают древесные частицы, равномерно их распределяют по сечению камеры 13 и продвигают материал вдоль него к жестко установленному патрубку 14 разделения древесных частиц.
8 патрубке 14 сетчатый барабан 15 вра- щается вместе с камерой 13. Более крупные древесные частицы выносятся из устройства через отверстия сетчатого барабана 15 и направляются в технологический поток под- готовки внутреннего слоя древесностру-j жечной плиты, а частицы мелкой фракций проникают через регулируемые по проходному сечению сит 19 и 20, направляясь в технологический поток подготовки наружных слоев древесных плит.
Для равномерного качественного разделения стружек на фракции подача древесных частиц регулируется механизмами 17 и 18 изменения угла наклона и перемещения в горизонтальной плоскости дуго- образных направляющих 16. При отборе древесных частиц наружного слоя древесностружечной плиты сито 20, размещенное с возможностью поворачиваться вокруг своей оси, закрепляют к ситу 19 с требуе- мым проходным сечением сит.
Отсортированные древесные частицы подают в бункера 3, 4 и 5 и в смесители 6, 7 и 8. Осмоленные древесные частицы настилают формирующие машины 10 на главном конвейере 9, подпрессовывают прессом 11 и прессуют в горячем прессе 12.
Линия в условиях промышленного производства древесностружечных плит обеспечивает посредством совмещения операций сушки и сортировки древесных частиц значительное сокращение эксплуатационных затрат, исключая при этом использование дополнительных транспортных средство и обрудования для хранения межоперационного запаса древесного сырья.
Формула изобретения Линия изготовления древесностружечных плит, включающая узел сушки и сортировки древесных частиц в виде камеры с патрубком разделения древесных частиц бункера отсортированных фракций, смесители, формирующие машины, подпрессо- вочный и горячий прессы, отличающая- с я тем, что, с целью снижения эксплуатационных затрат и улучшения степени сортировки древесных частиц, узел сушки и сортировки древесных частиц снабжен смонтированными на выходе камеры сетчатым барабаном, ситами и дугообразными направляющими, при этом сетчатый барабан смонтирован внутри патрубка разделения древесных частиц, дугообразные направляющие закреплены на камере с возможностью регулирования угла наклона и размещены внутри сетчатого барабана, а сита установлены за сетчатым барабаном, при этом одно из сит установлено неподвижно, а другое - с возможностью регулирования проходного сечения сит.
Стружка сырая
I
/5еент сушки
Фиг/
Ч ГС ,17 is
22
| Линия изготовления древесно-стружечных плит | 1984 |
|
SU1212798A1 |
| Линия изготовления древесно-волокнистых плит средней плотности | 1988 |
|
SU1618660A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
