Существующие автоматические линии для обработки колец, например, подшипников состоят из загрузочного устройства, гравитационного или вибрационного лотка, механизма для разделения потока деталей при выдаче их на станки и отводящего цепного транспортера. Количество лотков, питающих группу станков, соответствует числу последних.
В описываемой автоматической, линии применен механизм ответвления потока, выполненный в виде маятникового питателя. Подающий рычаг этого питателя состоит Из двух стянутых пружиной половин, между которыми могут проходить кольца по транспортеру независимо от .положения рычага. Рычаг снабжен скосами на каждой половине, что позволяет осуществлять захват и освобождение колец при контакте скосов с неподвижными поверхностями питателя.
Такое устройство позволяет осуществлять питание группы станков от одного лотка.
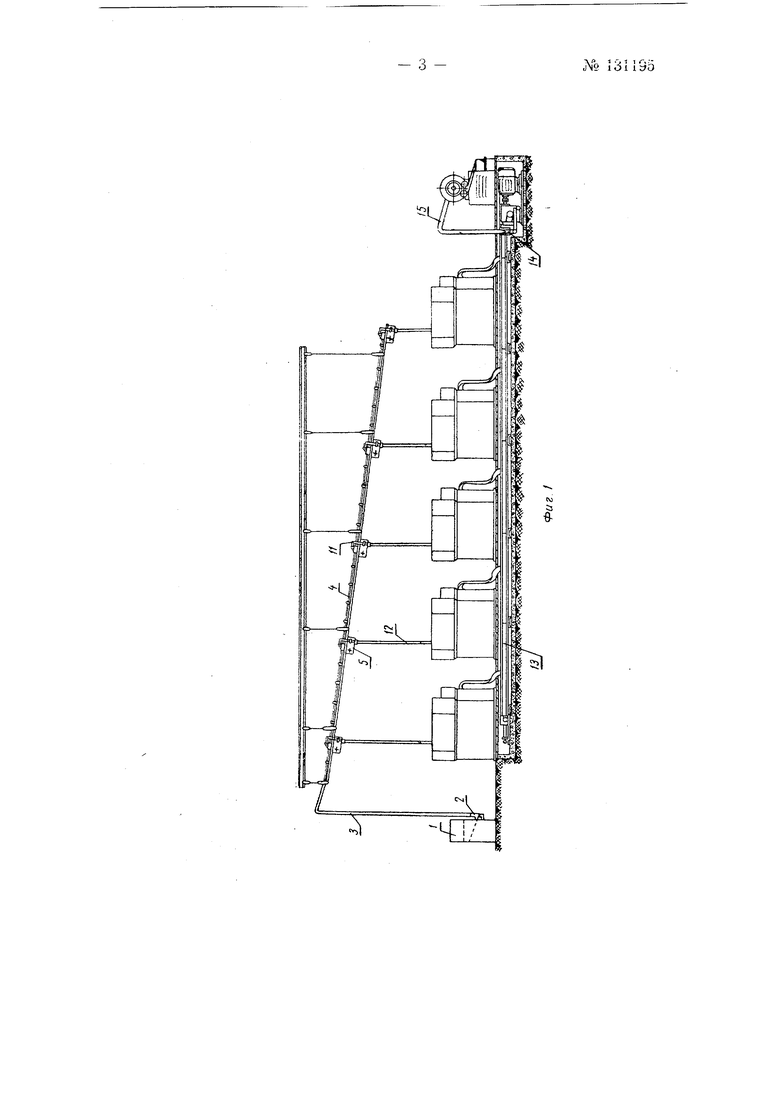
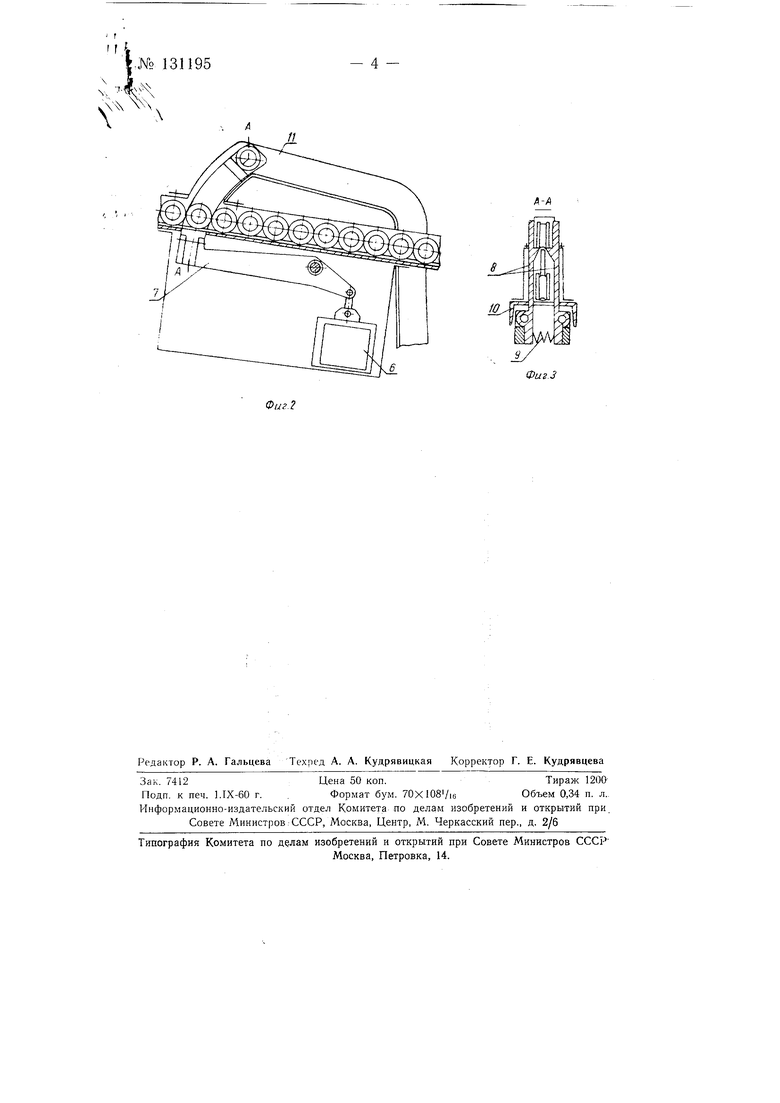
На фиг. 1 схематически изображена описываемая автоматическая линия в общем виде; на фиг. 2-маятниковый питатель в продольном разрезе; на фиг. 3 - то же, в разрезе по А-А па фиг. 2.
С предыдущего участка кольца поступают в бункер / шиберной загрузки, откуда подъемником 2 по лотку 5 поднимаются в раздаточный гравитационный или вибрационный лоток 4, который один питает группу станков. Заполнение лотка 4 кольцами производится в начале работы линии.
Питание отдельного станка осуществляется при помощи механизма ответвления потока, выполненного в виде маятникового питателя 5. Маятниковый питатель 5 состоит из электромагнита 6 и рычага 7. Подающая часть рычага 7 состоит из двух половин 5, стянутых пружиной 9, между которыми могут проходить кольца по лотку 4 независимо
131195
от положения рычага 7. Рычаг 7 снабжен скосами 10 на каждой половине, что позволяет осуществлять захват и осво бождение кольца при контакте скосов с неподвижными поверхностями питателя.
По окончании обработки кольца на станке, за счет отхода бабки, конечный выключатель подает сигнал на электромагнит 6. Электромагнит 6 срабатывает, и рычаг 7 маятникового питателя 5 поднимает кольцо вверх, в отводящий лоток П, откуда оно скатывается по лотку 12 в загрузочный лоток автооператора. С началом нового цикла конечный выключатель отключает электромагнит 6, и рычаг 7 возвращается ;в исходное положение.
Обработанные кольца по транспортеру 13 подаются в Подъемник 14, который поднимает их по лотку 15 в бункер.
Предмет изобретения
Автоматическая линия для обработки колец, например, подшипников, состоящая из загрузочного устройства, гравитационного или вибрационного лотка, механизма для разделения потока деталей при выдаче их на станки и отводящего цепного транспортера, отличающаяся тем, что, с целью питания группы станков от одного лотка, в линии применен механизм ответвления потока заготовок, выполненный в виде маятникового питателя, подающий рычаг которого состоит из двух стянутых пружиной половин, между которыми могут проходить по транспортеру независимо от положения рычага, снабженного скосами на каждой половине, что позволяет осуществлять захват и освобождение колец -при контакте скосов с неподвижными поверхностями питателя.
№ 131195
- 4
А-А
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для завертывания шарикоподшипников в бумагу | 1956 |
|
SU119826A1 |
| Автоматическая линия для обработки изделий | 1977 |
|
SU707773A1 |
| Конвейер-распределитель дляиздЕлий цилиНдРичЕСКОй фОРМы | 1978 |
|
SU848288A1 |
| Устройство для завертывания, например, в бумагу многоштучных партий шарикоподшипников | 1961 |
|
SU148750A1 |
| Конвейер-распределитель для изделий цилиндрической формы | 1974 |
|
SU683961A1 |
| Групповая автоматическая поточная линия | 1950 |
|
SU97213A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Автоматическая станочная линия | 1956 |
|
SU107719A1 |
| Автоматическая поточная линия для транспортировки деталей | 1952 |
|
SU98523A1 |
| Автоматическая линия | 1975 |
|
SU547327A1 |