(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автооператор | 1979 |
|
SU831516A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автоматическая линия | 1982 |
|
SU1013215A1 |
| Автоматическая линия для механической обработки деталей | 1976 |
|
SU580975A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ВАЛОВ ИЛИ СТАКАНОВ | 1969 |
|
SU237539A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU524675A2 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
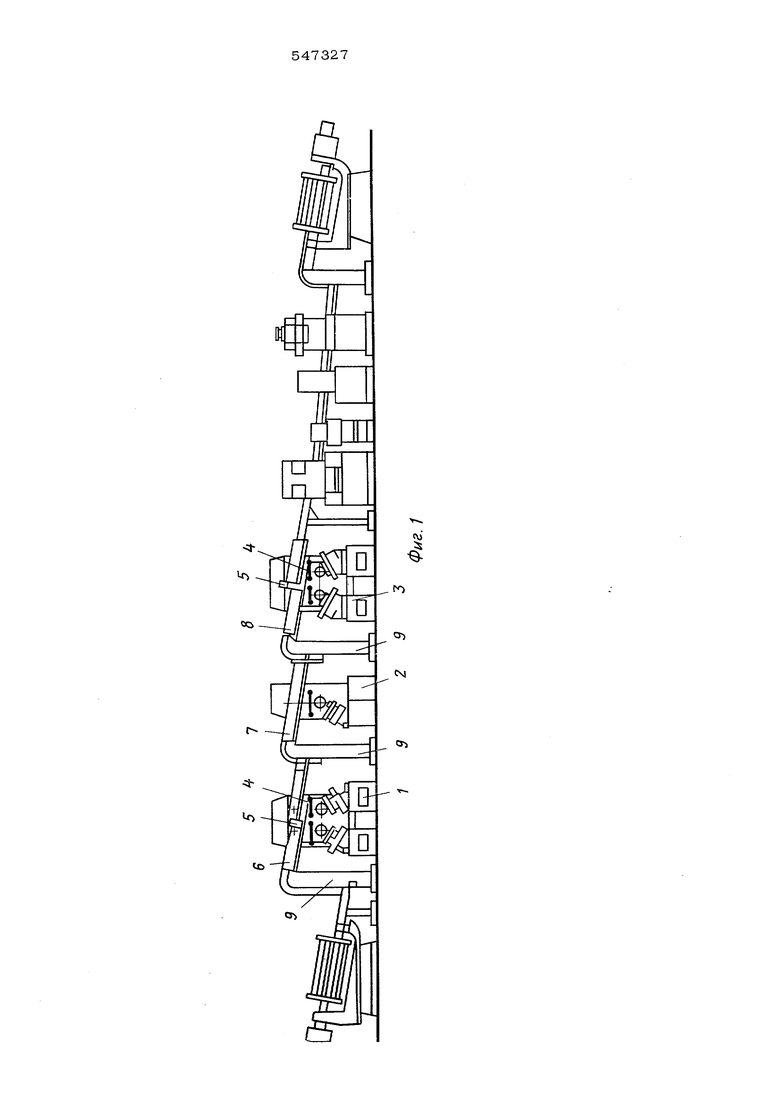
Изобретение относится к области машиностроения, в частности к автоматической линии для обработки деталей цилиндрической формы. Известны автоматические линии по обра- ботке изделий цилиндрической формы типа колец, где установлены в технологической пос ледовательности обрабатьтающие станки, свя занные между собой питателем. Известна аналогичная автоматическая линия для обработки цилиндрических деталей типа колец, содержащая расположенные в технологической последсшательности металлообрабатывающие станки, питатели и автооп раторы. Известные автоматические Л1шии для об работки деталей цилиндрической формы имею несколько питателей с шздивидуальными приводами для отведешш и вьщачи деталей на одношпиндельные станки, имеют сложную громоз.д1сую конструкцию, кроме могут быть использованы для автоматических линий, состоящих из многоишнндельных сталков с горизонтальным расположением шпинИзвестны также автоматические линии, в которых в рабочей зоне станков установлены автооператоры, а вдоль станков расположен питатель, выполненный в виде соединяемых подъемником секций наклонных гравитационных лотков. Цель изобретения - упрощение конструкции линии и расширение ее технологической возможности, Зто достигается тем, что в зоне расположения подъемника смонтирован электр1-гчески связаннь1й с его прхтодом конечный выклк чатель, а в зоне каждого автооператора - электрически связанный с его пр1шодом подвижный упор, установленный на лотке, причем подъемн ж выполнен в виде штока силового цилиндра, несущего призму, опорная поверхность которой наклонена в сторону последующего лотка, выполненного составным, регулируемым по ширине. Кроме того, упор выпалнен в виде призмы, консольно смонтированной на штоке силового цилиндра, шарнирно связанного с лотком. На фиг. 1 изображена автоматическая лин51Я для обработки изделий цилиндрической
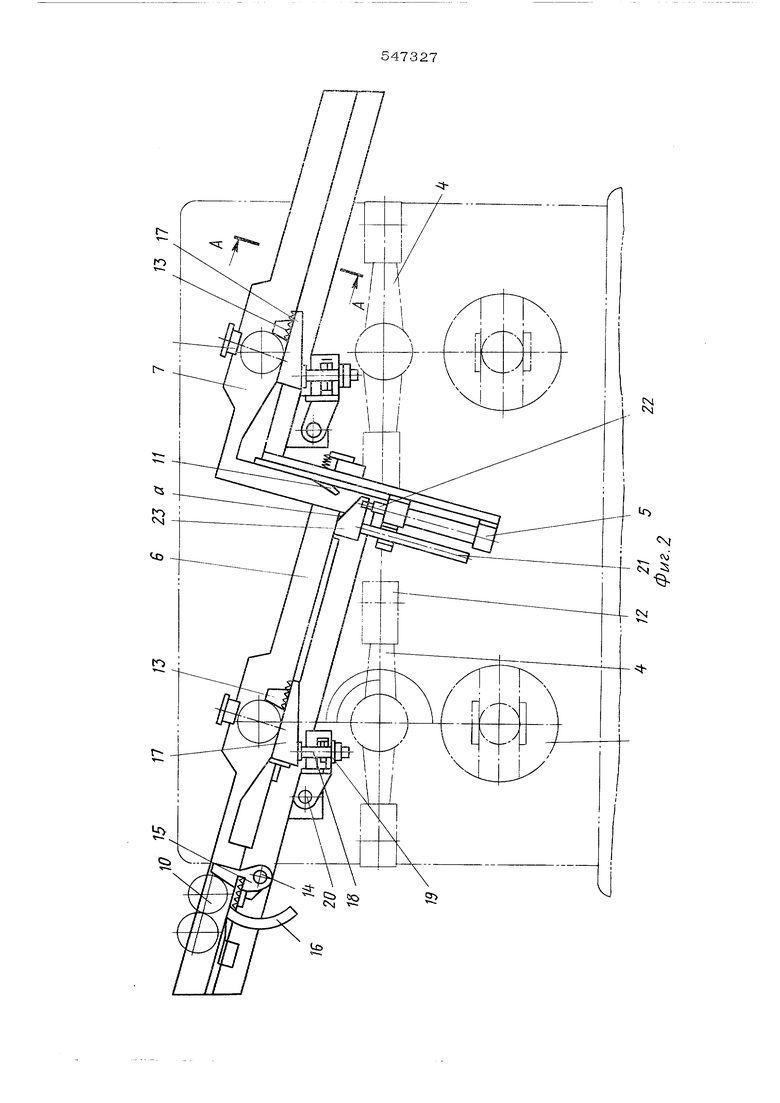
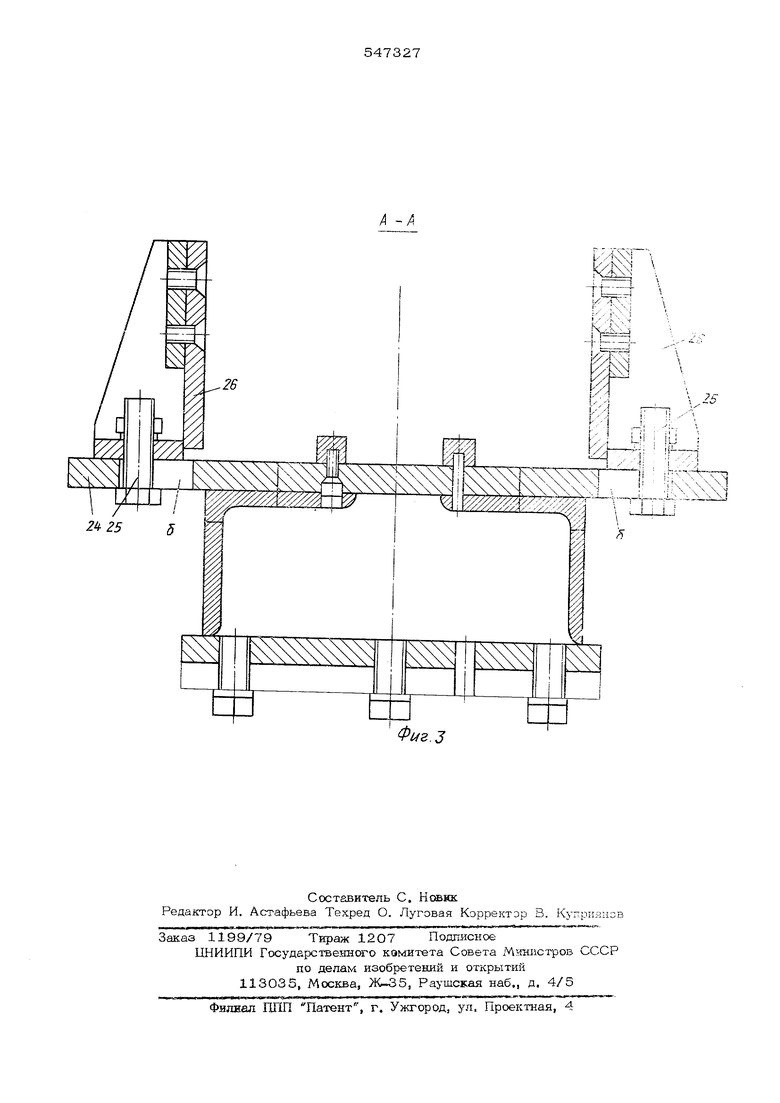
формы, общий вид; на фиг. 2 - питатель в разрезе; на фиг. 3 - разрез по А-А на фиг. Автоматическая пиния для обработки дет пей цилиндрической формы, например муфт, состоит из установленных в технологической последовательности металлообрабатьшаю ших станков 1, 2, 3 в рабочей зоне которых установлены автооператоры 4,.а вдоль станков расположен питатель, выполненный в виде закрепле-пвых на станке регулируемых, по ширине и связанных между собой толкателем 5 пар наклонных лотков 6, 7, и 8 смещенных один по отношению к другому в вертикальной плоскости для обеспечения передачи изделия со станка 1 на станок 2 и со станка 2 на станок 3. Причем между торцами каждой пары соседних лотков смонтирован подъемник 9, включаемый в действие при контакте детали 10 с конечным выключателем 11, установленным на пути ее движения, а перед каждым двупозиционным автооператором 12 на лотке установлен электрически связанный с ним подвижный упор 13, В начале лотка на оси 14 установлен отсекатель 15 , выполненный в виде спаренных между собой под углом 75-90° фигурных рычагов 16 (один из них не показан на чертеже), регулируемых в плоскости лотка 6. Упор 13 выполнен в виде регулируемой вдоль плоскости лотка 6 призмы 17, консольно смонтированной на штоке 18 силового цилиндра, например гидроцилиндра 19, щарнирно расположенного с помощью оси 20 на лотке 6. Толкатель 5 выполнен в виде передвигаемого по напразляюшей 21 щтока 22 силового цилиндра, несущего в верхней своей части призму 23, наклонная поверхность О1 которой развернута в сторону последующего лотха 7.
Каждый из лотков 6,7 и 8 выполнен в виде плиты 24 со сквозными отверстиями 5 на концах для регулировочных болтов 25, связанных с боковыми стенками 26 локов.
Авто атическая линия для обработки дет лей цилиндрической формы работает следующим образом.
Детали 1О из барабана накопителя поступают на наклонный лоток скатываются в зо действия подъемника 9 и включают конечный выключатель 11, приводя его в действие.
Подъемник 9 поднимает деталь 10 на лоток 6, по которому она скатывается, останавливаясь у отсекатедя 15. Суппорт станка (на чертеже не показан), находясь в исходном положении, подает через конечный выклуиатель импульс на поворот отсекателя 15 и выдвижение упора 13 на пути движения детали 10, поступающей на призму 17. Одновременно с этим дается элек i рический импульс на включение в действие двупозиционного автооператора 4, захваты которого забирают деталь, подлежащую обработке, одновременно из лотка станка и обработанную деталь из патрона, после чего автооператор поворачивается на 180 ° , подает обработанную деталь 10 на призму лотка при опущенном упоре 13, а подлежащую обработке - на шпиндель станка. Затем деталь 10, скать ваясь по лотку 6 включает конечный выключатель, который даэт импульс толкателю 5 на подъем детали 1О на высоту соседнего лотка 7, при этом деталь 10 скатьшается в подъемник 9 Подъемник 9 выполнен в виде щагового транспортера. При питании левого шпинделя станка упор 13, расположенный на лотке 7, убран с пути движения детали Ю, а при питании правого шпинделя упор 13, расположеный на лотке 6, убран с пути движения детали 10. Питание правого шпинделя деталям 10 аналогично работе питания левого шпинделя.
Формула изобретения
1S Автоматическая линия для обработки деталей цилиндрической формы, содержащая установленные в технологической последовательности станки, в рабочей зоне которых установлены автосператоры, а вдоль станков расположен питатель, выполненный в виде соединяемых подъемником секций наклонных гравитационных лотксяв, о т л и ч а ющ а я с я тем, что, с целью упрощения конструкции и расширения ее технологических возможностей, в зоне расположения подъемника смонтирован электрически связанный с его приводом конечный выключатель, а в зоне каждого автооператора - электрически связанный с его приводом подвижный упор, установленный на лотке.
t)
o tN
.3
