Изобретение относится к оборудованию для упаковывания штучных цилиндрических изделий в ленточные материалы и может быть использовано в химической, пищевой, формацевтической и других отраслях промышленности.
Цель изобретения - повышение качества упаковывания при формировании групп между заданным количеством оболочек с изделиями.
Цель достигается путем упрош,ения операции группирования и сокращения ее длительности, получением упаковки для групп жестких цилиндрических изделий, обладающей компактностью, высокой механической прочностью и стойкостью при транспортировке и хранении, хорощим товарным видом, исключающим возможности нарушения целостности упаковки, достижением сохранности и комплектности упаковки, а также отказом от использования коробов, изготавливаемых из дефицитного материала - картона. .
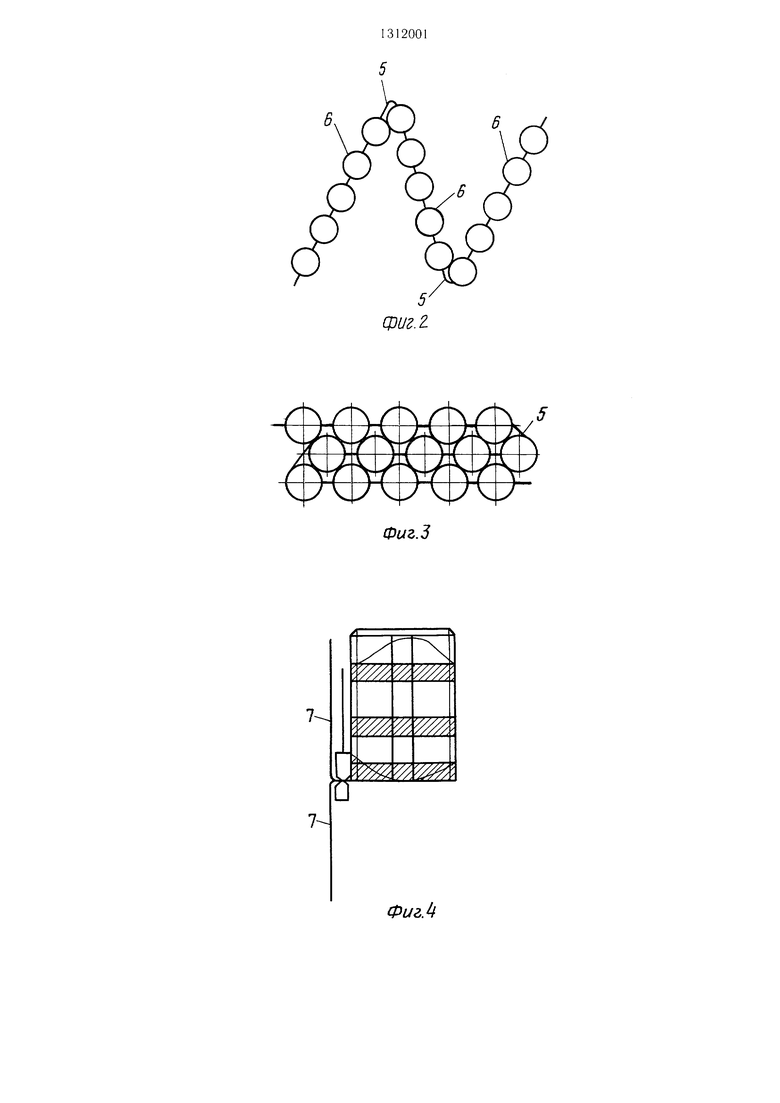
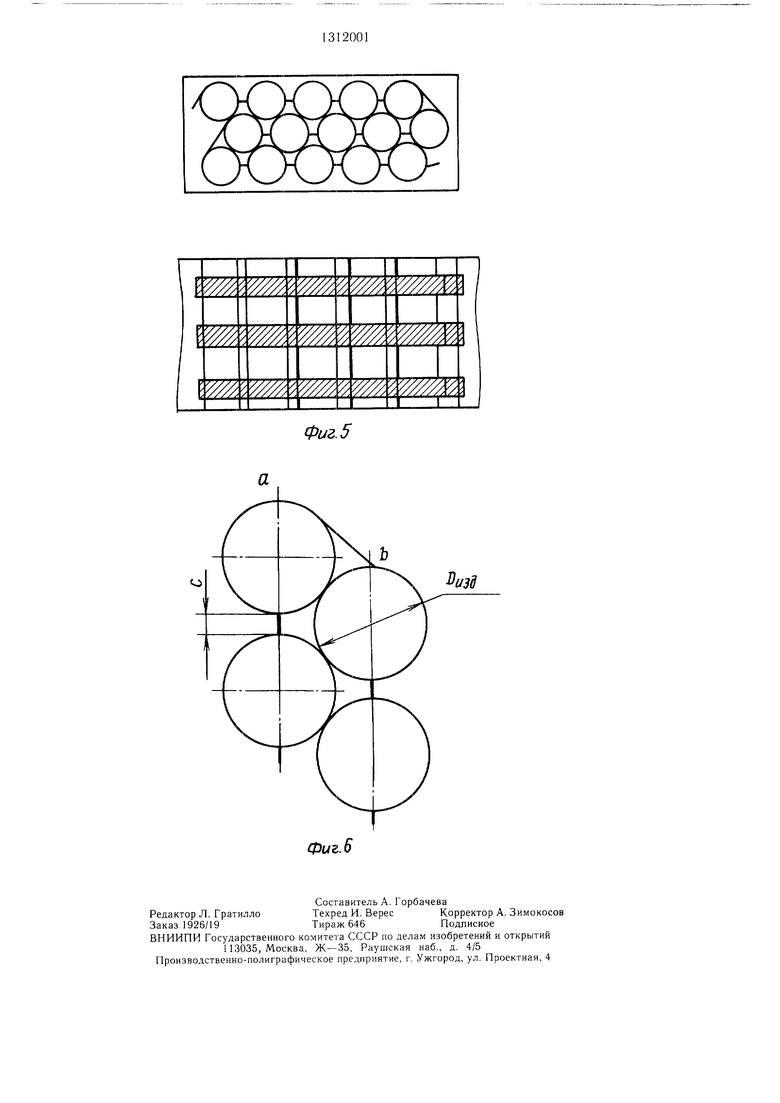
На фиг. 1-4 дана схема последовательного выполнения технологических операций по упаковыванию жестких цилиндрических изделий; на фиг. 5 - групповая упаковка, завернутая в термоусадочную пленку, общий вид; на фиг. 6 - фрагмент на фиг. 5.
Способ упаковки жестких цилиндрических изделий ленточные материалы осуществляют следующим образом.
Жесткие цилиндрические изделия 1, например аэрозольные баллоны, подают последовательно в один ряд между двумя лентами 2 термопластичного материала с последующим образованием промежутков между изделиями и выполнением сварных перемычек 3 в промежутках между изделиями, в результате чего формуется непрерывная цепочка из ленточных оболочек 4 с изделиями 1.
При этом подачу изделий между двумя лентами с последующим образованием промежутков между смежными изделиями и выполнением в упомянутых промежутках перемычек при формировании групп между заданным количеством оболочек с изделиями осуществляют с периодически повторяющимися удлиненными по сравнению с промежутками для сварных перемычек 3 (фиг. 1) промежутками 5. Таким образом между про0
межутками 5 для сварных перемычек образуют группы 6 с заданным количеством оболочек с изделиями, соединенных между собой перемычками 3.
Длину ав промежутков 5 для сварных перемычек между изделий (фиг. 6) определяют по формуле
ав(0.8-1,0)-йшя.,
где D - диаметр изделия.
Q Далее производят отделение от непрерывной цепочки из ленточных оболочек с изделиями заданного количества смежных групп 6 из оболочек с изделиями в периодически повторяющихся удлиненных промежутках 5, после чего осуществляют фор5 мирование, например зигзагообразное, заданного количества групп в блоки путем наложения смежных групп друг на друга за счет поворота последовательно каждой группы относительно удлиненных промежутков 5 (фиг. 2 и 3) с перегибом по удлиненным перемычкам. Затем осуществляют вторичную упаковку полученного блока изделий - обертывание его в термоусадочную пленку 7 (фиг. 4 и 5) с последующей термоусадкой (не показана).
5 Таким образом, предлагаемое изобретение повышает качество упаковывания жестких цилиндрических изделий за счет того, что при формировании групп между заданным количеством оболочек с изделиями перемычку удлиняют, а наложение групп одна
0 на другую осупдествляют путем их поворота с перегибом по удлиненным перемычкам.
Формула изобретения
Способ упаковывания жестких цилиндри- 5 ческих изделий, включающий формирование непрерывной цепочки из оболочек с изделиями путем однорядной подачи изделий между двумя лентами с образованием перемычек между изделиями, формирование Q групп из заданного количества с изделиями, наложение групп одна на другую и последующую упаковку групп изделий, отличающийся тем, что, с целью повышения качества упаковывания при формировании групп между заданным количеством обо- 5 лочек с изделиями, перемычку удлиняют, а наложение групп одна на другую осуществляют путем их поворота с перегибом по удлиненным перемычкам.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСПОДДОННОГО УПАКОВЫВАНИЯ ПРЕДМЕТОВ | 1991 |
|
RU2067544C1 |
| Способ упаковывания бесподдонного штабеля из мягких упаковок и устройство для его осуществления | 1990 |
|
SU1722951A1 |
| Способ упаковывания штучных предметов | 1988 |
|
SU1544647A1 |
| Устройство для упаковывания предметов в термоусадочную пленку | 1989 |
|
SU1708697A1 |
| Способ упаковывания изделий пленочной лентой с нанесенной на нее маркировкой | 1985 |
|
SU1531847A3 |
| СПОСОБ ГРУППОВОГО УПАКОВЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ В ЧЕХОЛ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1723756A1 |
| УПАКОВОЧНАЯ ОБОЛОЧКА ДЛЯ ПРЕДМЕТОВ, ВЫПОЛНЕННАЯ ИЗ ТЕРМОУСАДОЧНОГО МАТЕРИАЛА С ГЛАДКОЙ НАРУЖНОЙ И ВНУТРЕННЕЙ ПОВЕРХНОСТЯМИ | 2003 |
|
RU2294873C2 |
| КОРПУС БОЕВОЙ ЧАСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2399863C1 |
| Способ упаковывания изделий в термоусадочную пленку | 1984 |
|
SU1206178A1 |
| СПОСОБ УПАКОВКИ БЕСПОДДОННОГО ШТАБЕЛЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1993 |
|
RU2062735C1 |
Изобретение относится к упаковыванию жестких цилиндрических изделий в ленточные материалы упаковочным оборудованием и направлено на повышение качества упаковки. Изделия 1 подаются в один ряд между двумя лентами 2 термопластичного материала с образованием промежутков между изделиями. Сварные перемычки 3 выполняют в них с образованием непрерывной цепочки из ленточных оболочек 4. Подачу изделий осуществляют с периодически повторяющимися удлиненными промежутками 5, между которыми образуют группы 6 с заданным количеством оболочек с изделиями. Группы 6 отделяют от непрерывной цепочки из изделий 1 в удлиненных промежутках 5. группируют зигзагообразно путем поворота смежных групп относительно удлиненных промежутков и обертывают в термоусадочную пленку с последующей термоусадкой. 6 ил. (О QQQQ/OOOO ел со ю фиг.1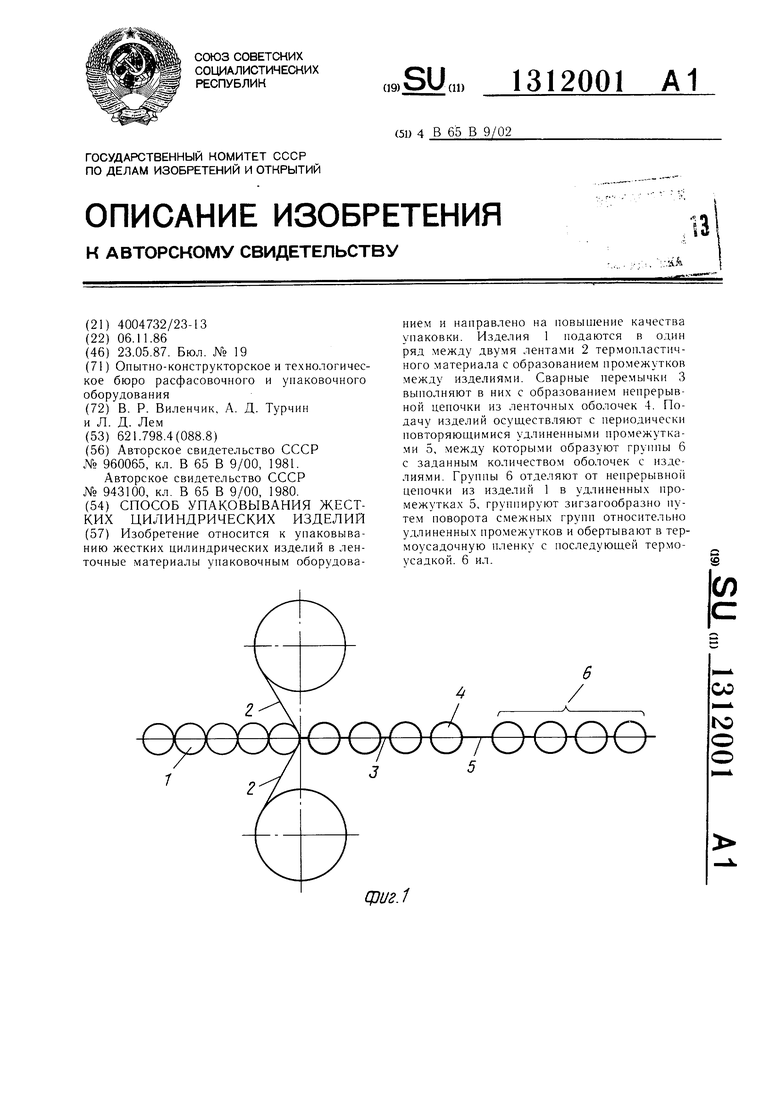
Фиг.З
Фиг,Л
Фиг. 5
Фиг.6
Составитель А. Горбачева
Редактор Л. ГратиллоТехред И. ВересКорректор А. Зимокосов
Заказ 1926/19Тираж 646Подлисное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое нредприятие, г. Ужгород, ул. Проектная, 4
| Способ разделения непрерывного потока изделий на группы | 1981 |
|
SU960065A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для упаковки изделий в ленточный материал | 1980 |
|
SU943100A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
