Изобретение относится к устройствам конвейерного типа и может быть использовано для межоперационного транспортирования при монтаже и сборке изделий, например жгутов.
Цель изобретения - расш-нрение технологических возможностей путем обеспечения сборки и монтажа изделий одновременно двух типоразмеров.
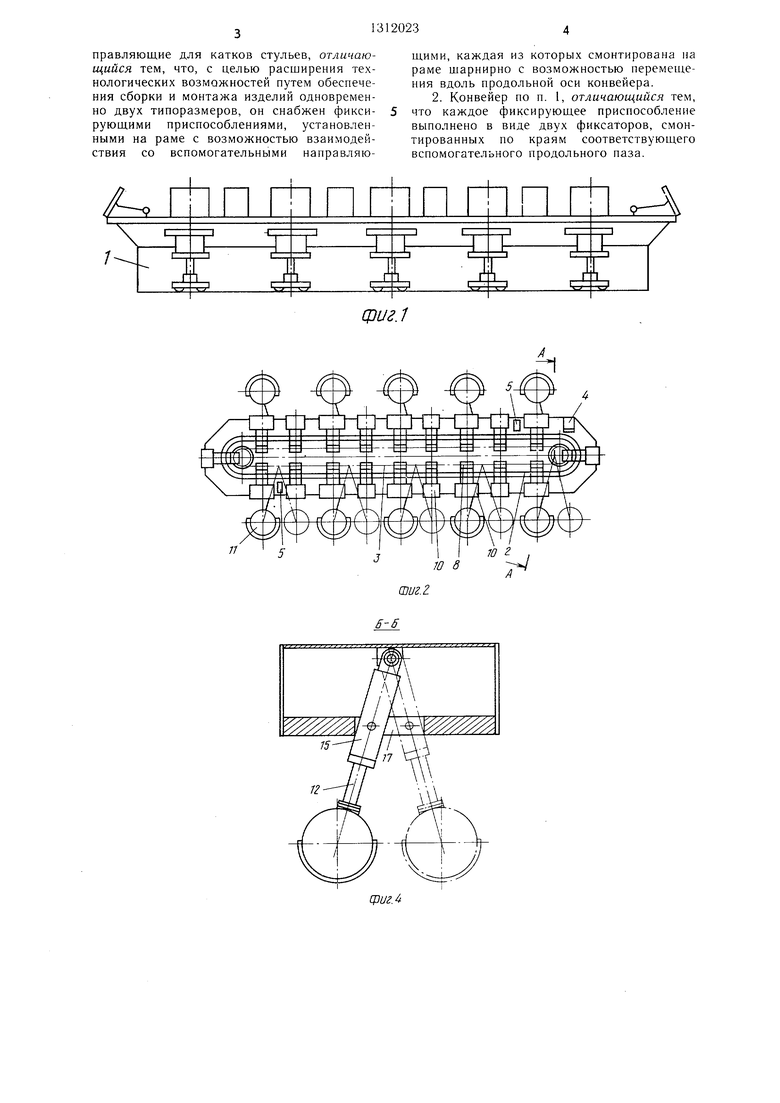
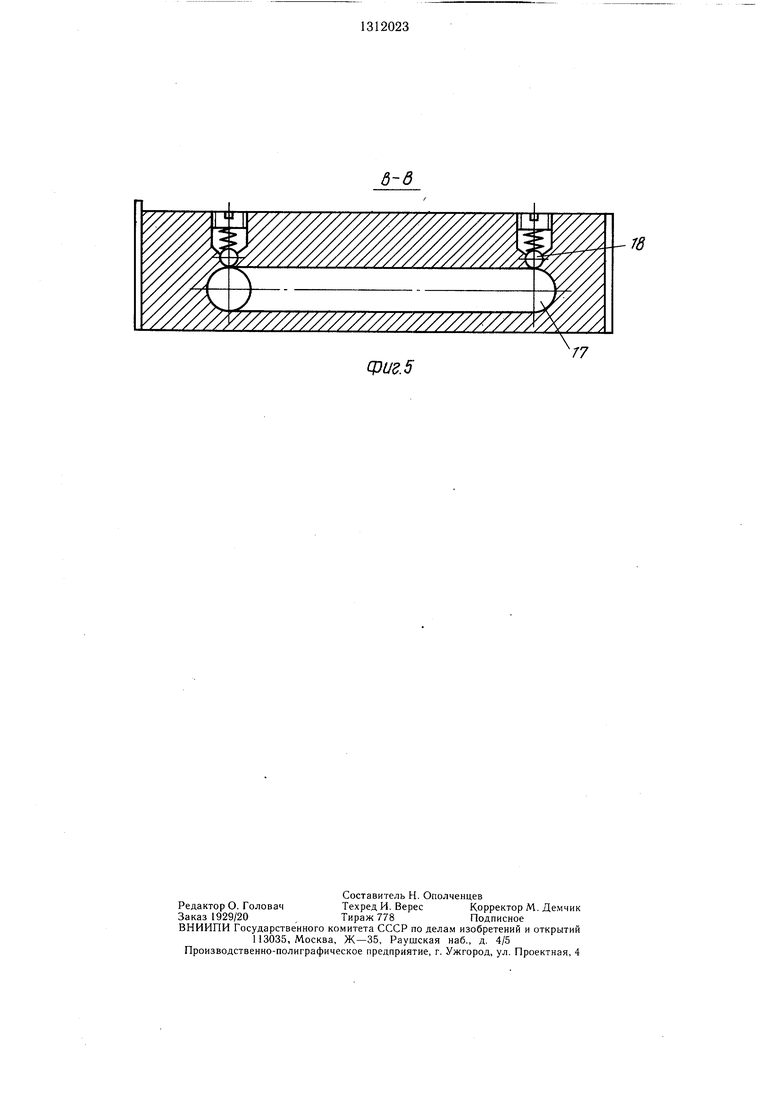
На фиг. 1 изображен горизонтально замкнутый тележечный конвейер для монтажа и сборки изделий, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3.
Горизонтально замкнутый тележечный конвейер для монтажа и сборки изделий содержит раму , на которой установлены направляющие 2, цепной тяговый орган 3, пульт 4 управления, предназначенный для регулирования продолжительности рабочего цикла, два пульта 5 контроля для определения правильности сборки изделий разных типов и путевые выключатели 6 и 7.
На цепочном тяговом оргапе 3 закреплены с заданным шагом по всей длине конвейера тележки 8 для сборки изделий, например жгутов (не показаны), снабженные ходовыми роликами 9, взаимодейству1ош,ими с направляюнл,ими 2. На тележках 8 установлены пшблоны 10 для жгутов. Рама 1 имеет также вращающиеся вокруг своей оси стулья 11, установленные вдоль конвейера с тагом, в два раза превы.шаю- 1ДИМ niar тележек 8. К каждому стулу 11 жестко фикреплена штанга 12, имеющая катки 13.
На раме между тележками 8 жестко установлены пальцы 14 с шагом, в два раза превышающим расстояние между тележками 8. На пальцах 4 п арнирно установлены с возможностью .ения вокру них вспомогательные направляющие 15 с orioj;- ными роликами 16. Сту. 1 11 через lUTanry 12 и каток 13 взаимодействует, со вспомогательной направляюньей 15 и онорным роликом 16.
В раме 1 напротив каждого пальца 14 выполнены пазы, с которыми взаи.модейст- вуют вспомогательные направляющие 15. Длина каждого паза 17 обеспечивает возможность изменения положения стула 11 параллельно продольной оси коквейера на величину, равную заданному тагу между тележками.
В раме 1 над пазами /, по их края.м, ус- та ОБлены подпружиненные шариковые фик саторы 18, взаимодействующие с направляющей 15, предназначенные для фиксации положения стульев 11 относительпо конвейера и входящие в состав каждого фиксирующего приспособления.
Горизонтальпо замкнутый тележечный конвейер для монтажа и сборки изделий работает следующим образом.
0
0
5
На тележки 8 поочередно устанавливают два типа шаблонов 10 для сборки двух типов жгутов. Стулья 11 устанавливают так, что они расположены напротив тележек 8, на которых установлен один тип шаблонов 10, а по всей длине конвейера располагаются друг напротив друга.
Для этого стул 1 со штангой 12 и вместе с ними и вспомогательная направляющая 15 немного приподнимаются. Шариковый фиксатор 18, взаимодействующий со вспомогательной направляющей 15, расфиксирует ее, давая возможность вращения вокруг пальца 14 и перемещения в пазу 17, выполненном в раме 1. Вспомогательную направляющую 15 проворачивают вокруг пальца 14 до тех пор, пока она не займет противоположное крайнее положение в пазу 17 рамы 1, где она взаимодействует с фиксатором 18 и фиксируется им.
Таким образо.м, стул 11 перемещается вдоль конвейера, параллельно ему, е заданное ноложение (напротив тележек 8 с шаблонами 10 одного типа).
На пульте 4 управления устанавливается продолжительность рабочего цикла конвейера. Включается путевой выключатель 6 и тележки 8 с шаблонами 10 одного типа останав/шваются напротив стульев 11, а тележки 8 с шаблонами 10 другого типа между стульями 11.
Для сборки жгутов другого типа вспомогательные нанравляющие 15 переводятся в пазу 17 рамы 1 в п)отивоположное крайнее положение аналогичным способом, и таким образом стулья 11 устанавливаются напротив тележек 8 с другим типом пшбло- нов.
На пульте 4 управления устанавлива- 5 ется продолжительность рабочего цикла конвейера, включается путевой выключатель 7, и па конвейере начинает производиться сборка жгутов другого типа.
Для одновременной сборки жгутов двух разных типов стулья 11 на одной из сторон 1сонвейера аналогичным образом устанавливаются в шахматном порядке по отноще- нию к стульям 11 на дру1 ой cropoise коп- вей;;ра.
Теперь на одной стороне конвейера стулья 11 расположены напротив тележек 8 с одним типом шаблонов 10, а на другой стороне конвейера - нанротив тележек 8 с другим типом п аблонов 10.
В этом случае на одной стороне конвейера производится сборка одного типа жгутов, а на другой стороне -- другого.
Формула изобретения
1. Горизонтально замк 1утый тележечный- конвейер для монтажа и сборки изде- 5 ЛИЙ, содержащий цепной тяговый орган, тележки ка ходовых роликах, переме- |цаюп|иеся по направляюии1м, раму и уста- iKM- noHnbie в ее пазах вспомогательные на0
0
5
0
правляющие для катков стульев, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения сборки и монтажа изделий одновременно двух типоразмеров, он снабжен фиксирующими приспособлениями, установленными на раме с возможностью взаимодействия со вспомогательными направляющими, каждая из которых смонтирована на раме шарнирно с возможностью перемеп1,е- ния вдоль продольной оси конвейера.
2. Конвейер по п. 1, отличающийся тем, что каждое фиксирующее приспособление выполнено в виде двух фиксаторов, смонтированных по краям соответствующего вспомогательного продольного паза.
сриг.1
5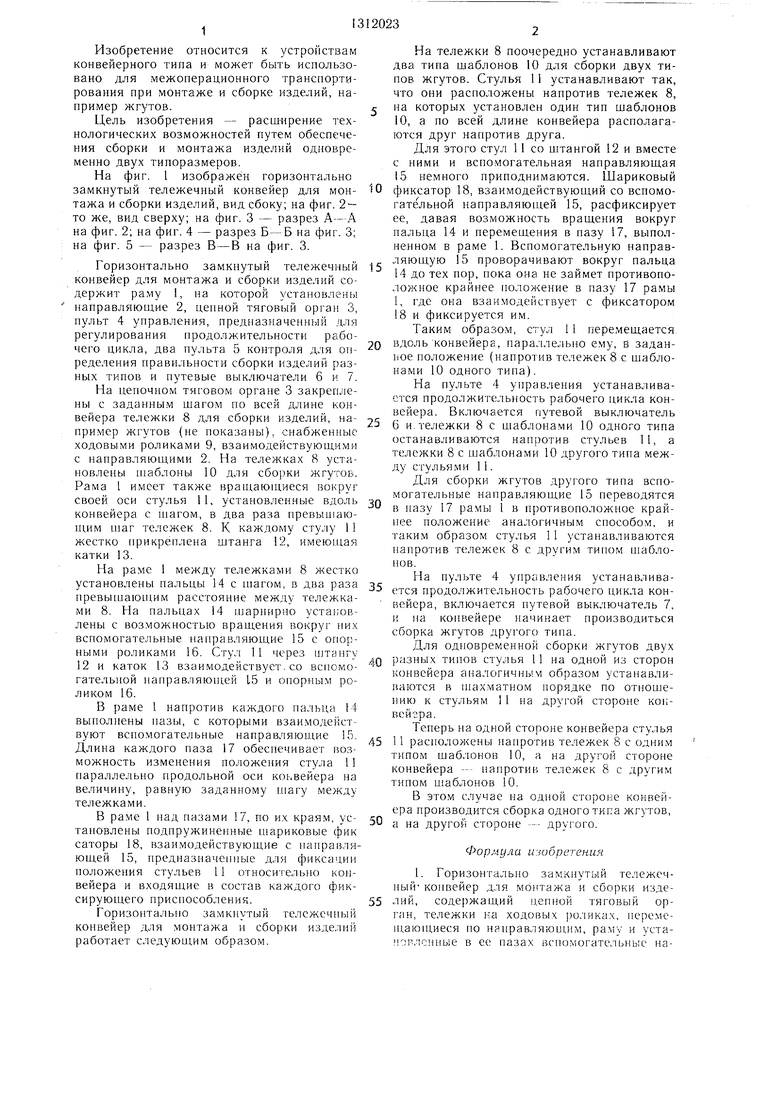
| название | год | авторы | номер документа |
|---|---|---|---|
| Тележечный конвейер для монтажа и сборки изделий | 1978 |
|
SU749746A1 |
| ГОРИЗОНТАЛЬНО-ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР ДЛЯ МОНТАЖА И СБОРКИ ИЗДЕЛИЙ | 1973 |
|
SU382559A1 |
| Вертикально-замкнутый тележечный конвейер | 1981 |
|
SU982992A1 |
| Вертикально-замкнутый тележечный конвейер | 1977 |
|
SU745803A1 |
| Горизонтально-замкнутый тележечный конвейер | 1982 |
|
SU1027105A1 |
| Поточно-механизированная сборочная линия | 1982 |
|
SU1085766A1 |
| Тележечный конвейер | 1986 |
|
SU1368233A1 |
| Тележечный конвейер | 1982 |
|
SU1022882A1 |
| Горизонтально-замкнутый тележечный конвейер | 1978 |
|
SU737317A1 |
| Технологическая линия с пульсирующим ритмом для монтажа и сборки крупногабаритных изделий | 1978 |
|
SU770950A1 |
Изобретение может быть использовано для межоперационного транспортирования при монтаже и сборке изделий. Цель изобретения - расширение технологических возможностей путем обеспечения сборки и монтажа изделий одновременно двух типоразмеров. Конвейер включает цепной тяговый орган 3, тележки (Т) 8 на ходовых роликах 9, перемещающие по направляющим (Н) 2 раму и установленные в ее пазах вспомогательные Н 15 для катков 13 стульев 11. Каждая Н 15 смонтирована на раме с возможностью перемещения вдоль продольной оси конвейера. На раме установлены с возможностью взаимодействия с Н 15 фиксирующие приспособления. Каждое из них выполнено в виде двух фиксаторов 18, смонтированных по краям соответственно вспомогательного продольного паза. На Т 8 устанавливают поочередно два типа шаблонов (Ш) 10. Стулья II устанавливают так, чтобы они были расположены напротив Т 8 с одним типом Ш 10 и по всей длине конвейера располагались бы друг напротив друга. Тогда Т 8 с шаблонами 10 другого типа будут останавливаться между стульями 11. Для сборки жгутов другого типа стулья 11 устанавливают напротив Т 8 с другим типом Ш 10, для чего Н 15 переводятся в пазах рамы в противоположное положение. Для одновременной сборки жгутов двух типов на одной стороне конвейера стулья 11 располагают напротив Т 8 с одним типом Ш 10, а на другой - напротив Т 8 с другим типом Ш 10. 1 з.п. ф-лы, 5 ил. i (Л 3 2 tt 3 15 2 Н 6 00 ю о ю со
15
12
Д
1 Л
УА /// ///////// //
сриг.5
77
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ИЗДЕЛИЙ .•сссоюзилял;:Е!!?Г.О-иШНЕШД!1B.is.'iHcra^A | 0 |
|
SU336226A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ГОРИЗОНТАЛЬНО-ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР ДЛЯ МОНТАЖА И СБОРКИ ИЗДЕЛИЙ | 0 |
|
SU382559A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
