подъемной площадке посредством смон тированных на раме шаровых опор, а каждая подъемная площадка имеет по концам ограничительные выступы под шаровые опоры устройства для вращения изделий. Кроме того, ведомые барабаны каждого устройства для вращения изделий смонтированы на раме посредством шарнирно закрепленных на ней подпружиненных двуплечих рычагов свободные концы которых снабжены тормозными планками для взаимодействия с подъемной площадкой.
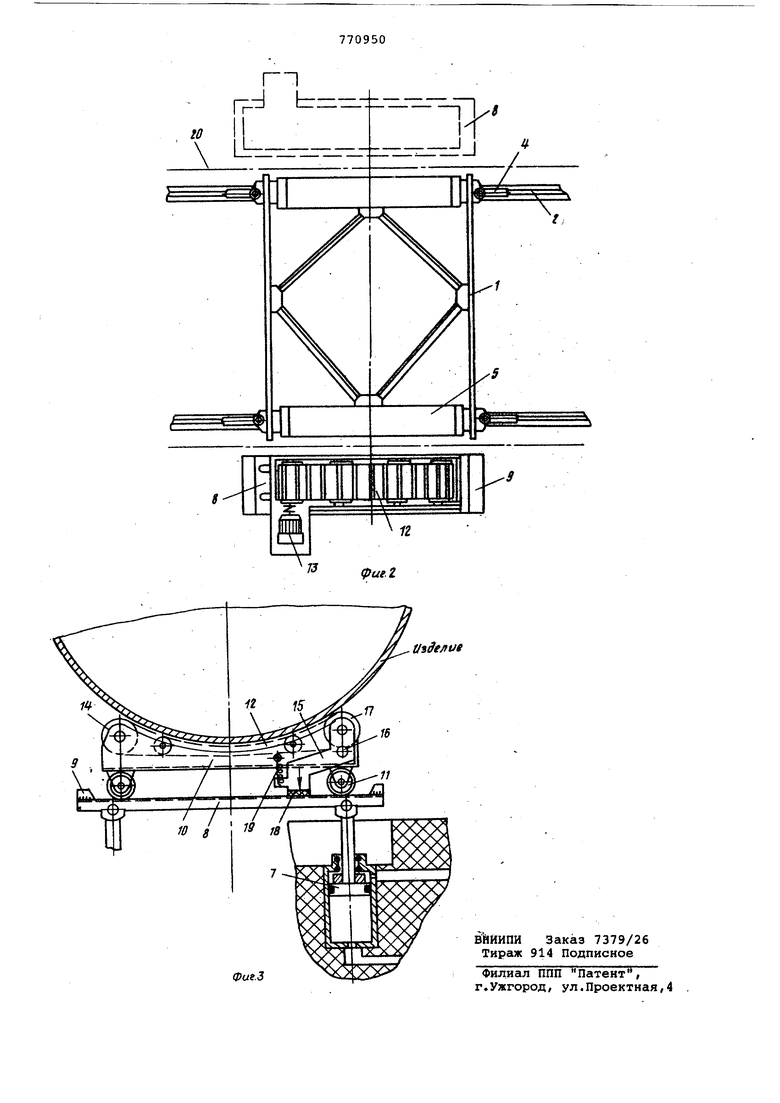
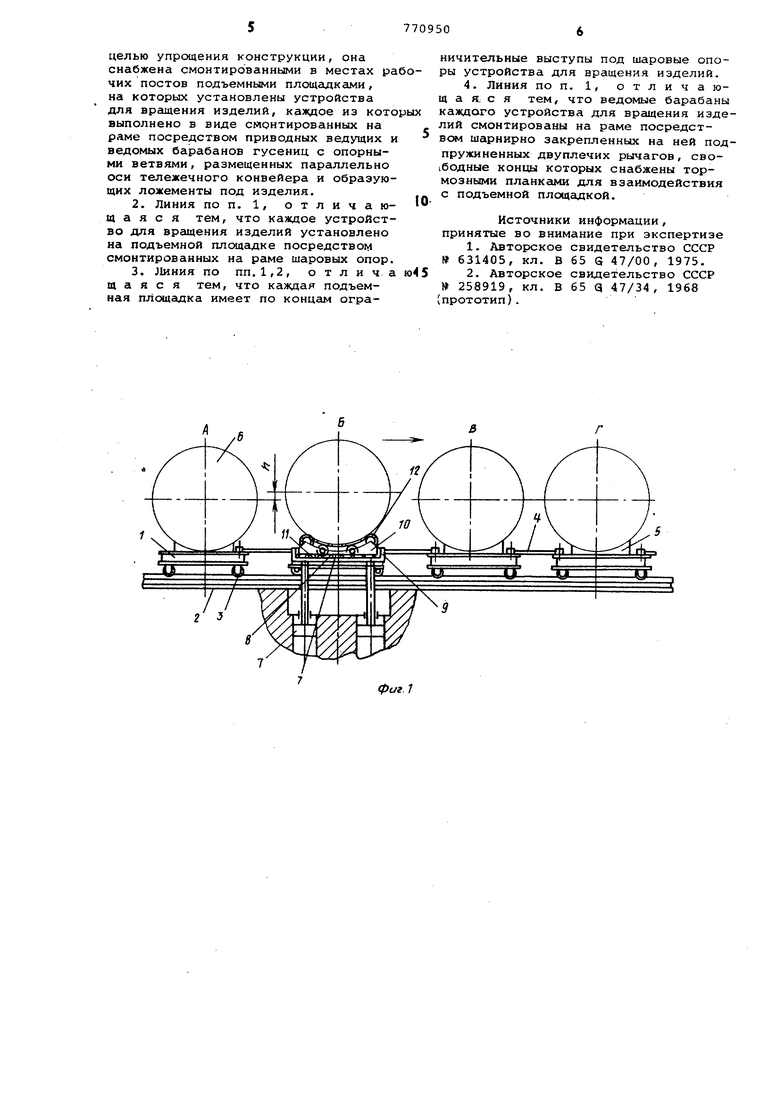
На фиг. 1 изображена описываемая технологическая линия, общий вид; на фиг. 2 - рабочий пост монтажа и сборки изделия, вид сверху; на фиг. 3 устройство для вращения изделий и подъемная площадка в увеличенном масштабе.
Линия представляет собой поперечный тележечный конвейер на базе пере мещаемых посредством шагового привода (на чертеже не показан) тележек 1 с опорными на рельсы 2 катками 3. Между собой тележки соединяются стяжками 4. Каждая тележка снабжена ложементами 5 для размещения изделия 6. Вдоль конвейера по направлению его движения размещены рабочие посты А,Б,В и Г монтажа и сборки изделия 6 через которые изделие подается последовательно. При этом хотя бы один из постов конвейера оборудован устройством для вращения изделия, смонтированным на подъемной, например, от цилиндров 7 площадке 8, имеющей по концам ограничительные выступы 9. На верхней части площадки 8 установлена рама 10 устройства для вращения изделий с шаровыми опорами 11. На раме 10 смонтирована гусеница 12 с закрепленным на той же раме приводом 13. Верхняя, контактирующая с изделием, ветвь гусеницы 12 имеет форму ложемента 5.
Гусеницы 12 огибают приводной ведущий барабан 14 и установленный на раме 10 посредством двуплечего рычага 15 на оси 16 ведомый барабан 17 Двуплечий рычаг 15 имеет на свободно конце тормозную планку 18 и соединен с рамой 10 посредством пружины 19. Шаговый привод тележечного конвейера осуществляется от тяговой цепи 20. .Работает технологическая линия следующим образом.
Заготовка изделия 6 при помощи известного перегрузочного устройства вместе с дележкой 1 подается на рельсы, 2 конвейера на позицию А и стяжками 4 соединяется с последней по ходу движения тележкой (стоящей на позиции Б). По завершении операций с изделием 6 на позицию А оператор линии подает команду на переме-щение конвейера. Шаговый привод через тяговые цепи 20(фиг. 2) перемещает изделия на один шаг. На рабочем посту оператор включает привод гидроцилиндров 7, под действием которых площадки 8 поднимаются, и через гусеницы 12 изделие вывешивается на высоту над ложементом 5 тележки. При этом отклонение места остановки тележки от центра подъемных площадок 8 компенсируется перемещением рам 10 по площадкам 8 через шаровые опоры 11 (происходит автоматическое центрирование изделия б.) Движение рам 10 по площадке 8 при этом ограничивается выступами 9. После автоматической центровки изделия 6 на гусенице 12 которая осуществляется по принципу охвата изделия (в виде цилиндра) ответной формой(в виде внутреннего радиуса) ложемента, который образуется провиснием гусеницы, происходит установка ложемента по оси изделия. После операции центровки изделия происходит автоматическое фиксирование верхней части подъемной платформы от перемещения {относительно ПЛОЩёЩКИ 8).
Процесс фиксации происходит следующим образом.
Пружины 19 удерживают двуплечий рычаг 15 с ведокшм барабаном 17 в исходном положении. В этом положении барабан 17 отведен от центра ложемента на величины, обеспечивающую натяг гусеницы 12, тем самым радиус
.ложемента гусеницы увеличивается. Продолжая подъем площадки 8 гидроцилиндрсял 7, корпус изделия 6, ложась в ложемент, своей массой создает натяг гусеничного ложемента, последний воздействует на барабан 17 поворачивает двуплечий рычаг 15 на оси 16, тормозная планка 18 при этом упирается в площадку 8. После центрирования изделия 6 на гусеницах 12 и фиксации оператор поста подает команду на привод 13, связанный с барабаном 14 через автоматическую муфту вращения гусениц, и изделие поворачивается. По окончании разворота по команде оператора площадки 8 опус-: каются и изделие 6 ложится на ложементы 5 тележки.
Применение кантователей гусеничного типа позволит уменьпшть деформацию сх}ечайки изделия 6 за счет малого удельного давления, передаваемого рабочей ветвью.
Формула изобретения
1. Технологическая линия с пульсирующим ритмом для монтажа и сборки крупногабаритных изделий цилиндрической формы, включёшщая тележечный конвейер с ложементами для изделий, расположеннь9% вдоль конвейера рабочие посты для монтажа и сборки и устройства для врсиаения изделий, о тличающаяся тем, что, с целью упрощения конструкции, она снабжена смонтированными в местах ра чих постов подъемными площадками, на которых установлены устройства для вращения изделий, каждое из кото выполнено в виде смонтированных на раме посредством приводных ведущих и ведомых барабанов гусениц с опорными ветвями, размещенных параллельно оси тележечного конвейера и образующих ложементы под изделия. 2.Линия по п, 1, отличающаяся тем, что каждое устройство для вращения изделий установлено на подъемной площадке посредством смонтированных на раме шаровых опор. 3.Линия по пп.1,2, о т л и ч а щ а я с я тем, что каждая подъемная площадка имеет по концам ограничительные выступы под шаровые опоры устройства для вращения изделий. 4. Линия по п. 1, отличающ а я, с я тем, что ведомые барабаны каждого устройства для вращения изделий смонтированы на раме посредством шарнирно закрепленных на ней подпружиненных двуплечих рычагов, сво1бодные концы которых снабжены тормозными планками для взаимодействия с подъемной площадкой. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 631405, кл. В 65 S 47/00, 1975, 2.Авторское свидетельство СССР 258919, кл. В 65 q 47/34, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и контактной точечной сварки кузовов легковых автомобилей | 1987 |
|
SU1433723A1 |
| Тележечный конвейер | 1981 |
|
SU1008102A1 |
| Вертикально-замкнутый тележечный конвейер | 1981 |
|
SU982992A1 |
| Поточно-механизированная сборочная линия | 1982 |
|
SU1085766A1 |
| КОМПЛЕКС СБОРКИ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ | 2013 |
|
RU2548843C2 |
| ПРИВОД РУЧНОГО ТОРМОЗА для ЖЕЛЕЗНОДОРОЖНОГО подвижного СОСТАВА | 1972 |
|
SU346163A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Устройство для формирования слоя изделий | 1991 |
|
SU1828429A3 |
| Горизонтально-замкнутый тележечный конвейер | 1980 |
|
SU977306A1 |
| Система питания артиллерийского автомата боеприпасами | 2015 |
|
RU2618309C2 |