113
Изобретение относится к обработке металлов резанием и может быть использовано при получении отверстий в стенках заготовки типа трубы.
Цель изобретения - расширение технологических возможностей путем использования одного инструмента при обработке отверстия в заготовке типа трубы, ось которого пересекается с осью заготовки.
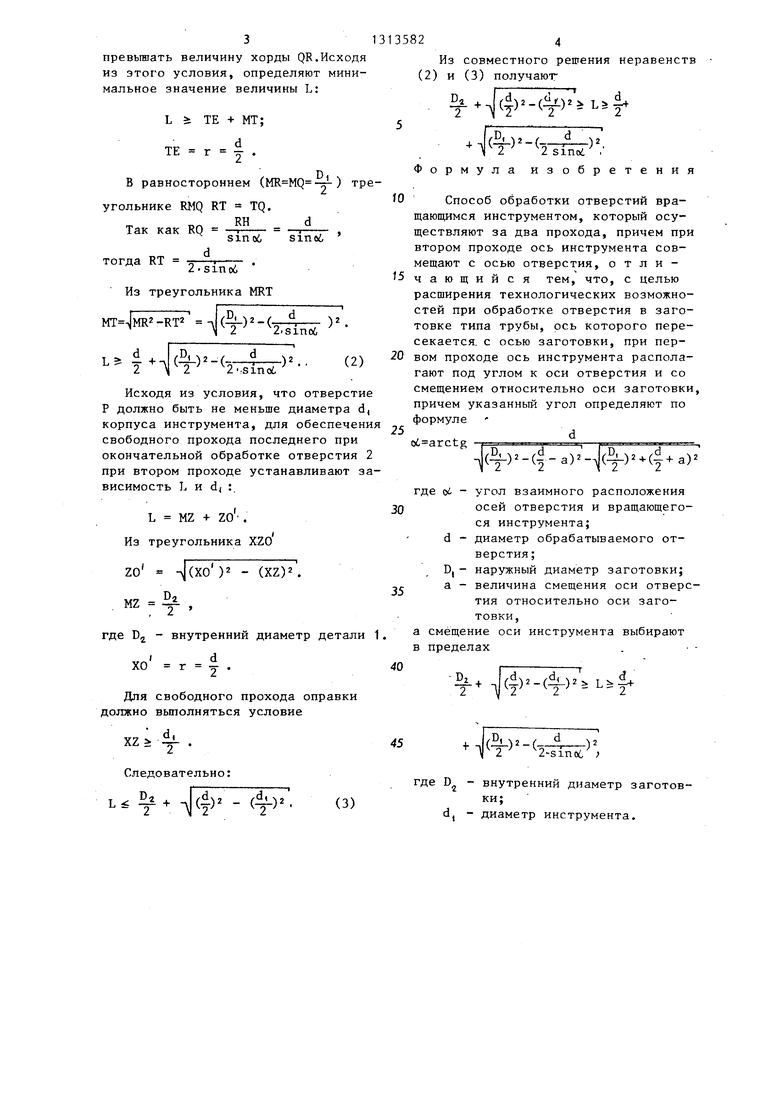
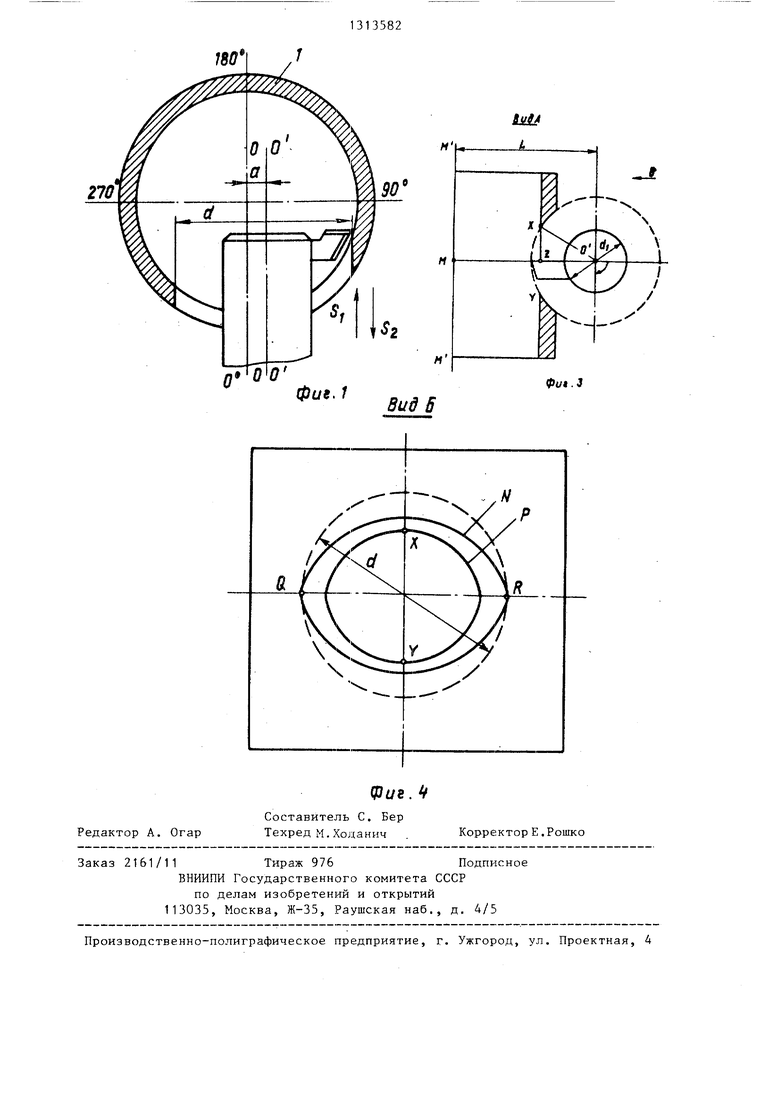
На фиг. 1 приведена схема взаимного положения заготовки и инструмента при окончательном формировании отверстия; на фиг.2 - то же, перед началом (положение I) и после окончания (поло жение II) первого прохода; на фиг.З - вид А на фиг. 2; на фиг. 4 - вид Б на фиг. 3.
В тонкостенной заготовке 1 типа трубы необходимо обработать расположенное на расстоянии а от оси М -М заготовки сквозное отверстие 2 диаметром d с осью 0-0 вращающимся инструментом 3. Повышение эффективности использования этого инструмента при обработке отверстия в сплошном материале раС точным резцом и исключение предварительного сверления отверстия меньшего диаметра возможны при обработке отверстия за два прохода инструмента, радиус г вращения которого равен половине- диаметра d отверстия. При первом проходе получают предварительное отверстие, обеспечивающее свободный проход корпуса инструмента при окон чательном формировании отверстия 2 резцом 3 во время второго прохода. Перед первым проходом заготовку 1 располагают таким образом, что ось 0-0 отверстия 2 находится под углом oi, к оси о -О вращения инструмента, а последняя - на расстоянии L от оси м -М заготовки.
Вращающемуся инструменту 3 или детали 1 сообщают относительное пе ремещение S( или Sg соответственно до окончания контакта резца 3 с заготовкой 1. При этом линия, полученная пересечением плоскости, проходящей через оси 0-0 и О -О , с цилиндром, образованным вершиной вращающегося резца 3, в пределах наружного контура заготовки образует хорду, величина которой не должна превьш1ать величину хоры RQ (точки R и Q являются точками пересечения образующих отверстия 2 с наружным контуром заготовки) . После первого прохода в заготовке образуется отверстие с кон
22
игурациями N и Р в наружной и внутренней стенкахГ заготовки, причем малая ось XY отверстия Р должна быть не меньше диаметра d корпуса 4 инструмента, чтобы обеспечить свободный проход последнего при окончательной обработке отверстия 2.
Перед вторым проходом заготовку поворачивают на угол об , а ось 0-0
отверстия совмещают с осью О -О вращения инструмента. Вращающемуся инструменту 3 или заготовке 1 сообщают относительное осевое перемещение Si, или S- соответственно, при этом отверстие 2 обрабатывают окончательно в размер диаметра d.
Для вывода расчетных зависимостей использована схема на фиг. 2.
Из центра заготовки - точки М проведена линия MB, параллельная оси 0-0 отверстия 2. об /. МВБ.
Треугольник МВБ подобен треугольнику RQH. L HQR об . Из треугольника HQR
«: arctg
RH HQ
30
- диаметру отверстия. Из треугольника MCR
CR 4MR2 - МС ;
т-,
МС СК + КМ -|+а;
CR
-W
)2 ( + а).
Из треугольника MFQ
FQ - MF ;
MQ -I- ;
d
MF KF-KM 2--a;
FQ Следовательно:
j-Y - (-5- - a)
t i arctg
iW M |fD,f /d
11тГ1т 1 Жт)
(I)
При первом проходе хорда, полученная в пересечении плоскости, проходящей через оси 0-0 и О -О , с цилиндром, образованным вершиной вращающегося инструмента 3, не должна
313135824
превышать величину хорды QR.Исходя Изсовместного решения неравенств
из этого условия, определяют мини- (2) и(3) получают мальное значение величины L:
4
LiTE+MT; л )4 L;
d4)-(-.-п)
ТЕ г 2. .
рФормула изобретения В равностороннем () треугольнике RMQ RT TQ. ° Способ обработки отверстий ера- prj Jщаюпщмся инструментом, который осу- Так как RQ ,ществляют за два прохода, причем при
Jвтором проходе ось инструмента совтогда RT 2. сirinf, мещают с осью отверстия, о т л и 5 чающийся тем, что, с целью
Из треугольника MRTрасширения технологических возможно,, Г стей при обработке отверстия в загоМТ л|Ж -КТ и 2 2isinciiтовке типа трубы, ось которого переI ,секается, с осью заготовки, при пер1 а. d +-. (.1.)2 ()2 (2) ° проходе ось инструмента распола2 ч 2 2.sinoi.гают под углом к оси отверстия и со
Исходя из условия, что отверстиесмещением относительно оси заготовки,
Р должно быть не меньше диаметра d, указанный угол определяют по
корпуса инструмента, для обеспечения25
свободного прохода последнего при o6 arctg , . , . ,г.-. . ,.,. . .
окончательной обработке отверстия 2. (Hl)2-( - а)J(- -) (-+а)
при втором проходе устанавливают 2 12 2
висимость L и dj :pдg угол взаимного расположения
,эп осей отверстия и вращающегоТ М7 4- 7П
ь nz, -г /,и .(,д инструмента;
Из треугольника XZO Диаметр обрабатываемого отверстия;
ZO -J(Xo ) - (XZ). наружный диаметр заготовки;
,, а - величина смещения оси отверс 2, -тия относительно оси заго . тонки,
где D, - внутренний диаметр детали 1. а смещение оси инструмента выбирают
в пределах. ( d
ХО г .40 г-
2-Di, bd,,,d,
ф2.ф2,4
-у + Для свободного прохода оправки
должно вьшолняться условие
XZ i .45
Следовательно:
где D - внутренний диаметр заготовL e + л|Ф
ки;
d, - диаметр инструмента.
и(3) получают
4
л )4 L;
г-
bd,,,d,
ф2.ф2,4
ки;
d, - диаметр инструмента.
Q&t/e. /
2
X
/
0Ut. J
Виб 6
Редактор A. Orap
Составитель С. Вер Техред М.Ходаннч
Заказ 2161/11Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
(JOf/e.
Корректор Е.Рошко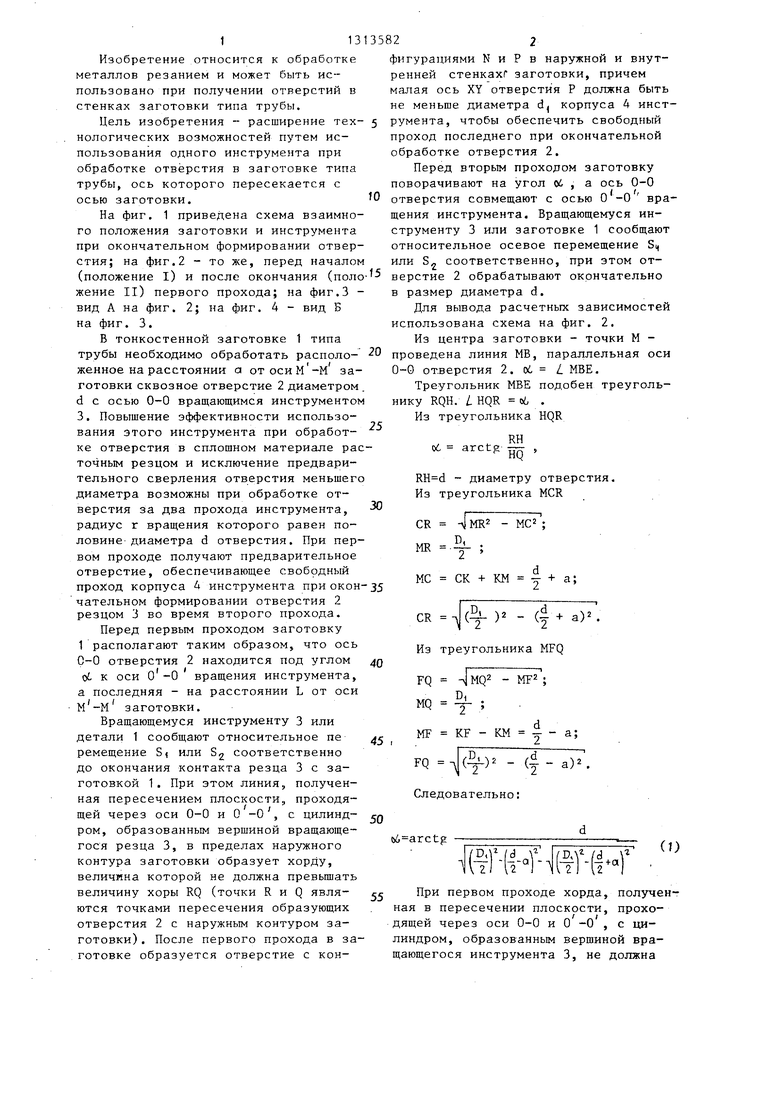
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий и комбинированный инструмент для его осуществления | 1985 |
|
SU1306655A1 |
| Способ обработки отверстий | 1984 |
|
SU1187927A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Способ обработки вершин зубьев глобоидной фрезы | 1981 |
|
SU1009658A1 |
| Способ тангенциального точения | 1980 |
|
SU931301A2 |
| Сборный канавочный резец | 1986 |
|
SU1407688A1 |
| Способ обработки отверстий | 1984 |
|
SU1227365A1 |
| Способ тонкого растачивания | 1975 |
|
SU557878A1 |
| Фасонный резец | 1956 |
|
SU108255A2 |
| Способ фрезерования цилиндрической поверхности | 1987 |
|
SU1511013A1 |
Изобретение относится к способам обработки металлов резанием и может быть использовано при получении отверстий в стенках заготовки типа трубы. Целью изобретения является расширение технологических возможно-, стей путем использования одного инструмента при обработке отверстия в заготовке типа трубы, ось которого пересекается с осью заготовки. Обработку осуществляют за два прохода, при первом из которых ось инструмента 4 и ось отверстия 2 располагают под углом aS друг к другу и со смещением L относительно оси заготовки 1, затем сообщают инструменту вращение и движение подачи. После окончания первого прохода совершают второй прох од, при котором ось инструмента 4 и отверстия 2 совмещают. 4 ил. Фиг. 2 (Л 2 Положенисй. Положение т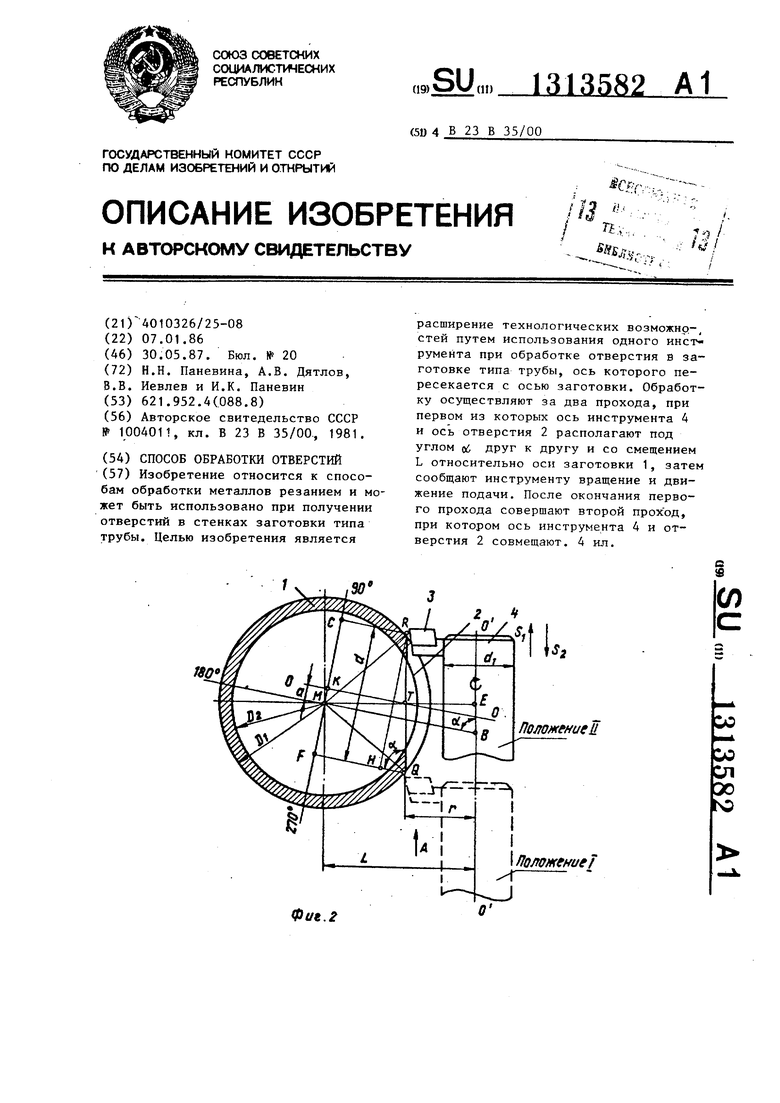
| Способ обработки отверстий | 1981 |
|
SU1004011A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
