Изобретение относится к машиностроению, в частности к устройствам для зачистки продольных кромок, и может быть использовано при изготовлении сварных трубопроводов большего диаметра и замкнутых цилиндрических обечаек,
Цель изобретения - снижение металлоемкости крупногабаритного стационарного цехового оборудования ;:1ля зачистки продольных кромок цилиндрических обечаек под сварку.
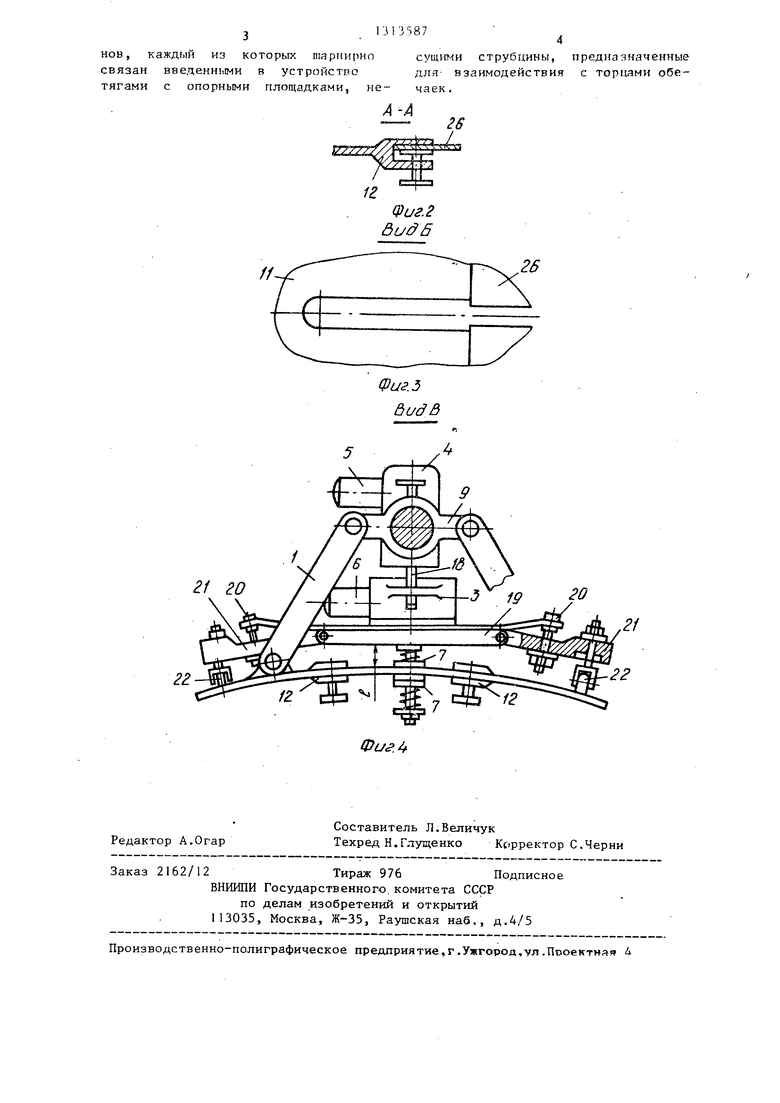
На фиг.1 изображено устройство ,1щя зачистки продольных кромок цилиндрических обечаек под сварку, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид по стрелке Б на фиг.1; на фиг.4 - вид по стрелке В на фиг. К
Устройство содержит опорные узлы
1со штангой 2, несущей рабочую головку 3, снабженную кареткой А с приводом 5 перемещения относительно штанги 2 и приводом 6 вращения инструмента. Рабочая головка 3 имеет встречно подпружиненные торцовые режущие инструменты 7 и пальчиковый режущий инструмент 8.
Опорные узлы 1 выполнены в виде установленных на штангу 2 кронштейнов 9, шарнирно связанных тягами 10 с опорными площадками 11. Кронштейны 9 закреплены по концам штанги 2, опорные 1 1 несут струбцины 12 1
с фиксирующими винтами 13.
Соосно установленные на выходном валу 14 редуктора, связанного с приводом вращения 6, торцовые режущие инструменты 7 рабочей головки 3 . встречно подпружинены пружинами 15 относительно вала 14, а пальчиковый режущий инструмент 8 связан с приводом вращения череа указанный редуктор. Рабочая головка 3 установлена на каретке 4, несущей привод 5 перемещения относительно штанги 2.
Каретка 4 установлена на штанге
2с возможностью продольного перемещения и связана с ней зубчато-реечной передачей, зубчатое колесо 16 которой связано с приводом 5, а зубчатая рейка 17 размещена на штанге 2. Каретка 4 связана двумя пальцами 18
с рабочей головкой 3. Для подвода рабочей среды к приводам предусмотрены гибкие шланги (не показаны). Для установки режушд х инструментов 7 и 8 относительно обрабатываемых кромок
на головке 3 закреплены поперечные относительно штанги 2 рейки 19 с регулируемыми винтами 20 на концах, взаимодействующие с шарнирно установленными консолями 21, несущими опорные ролики 22. В данном исполнении рабочая головка 3 имеет палец 23 и поджимные диски 24 дая ориентации даижения рабочей головки 3 относительно кромок.
На опоре справа установлен микровыключатель 25 Д/1Я отключения приво- . дов 5 и 6 после окончания обработки кромок.
В качестве режущего инструмента могут применяться фрезы, металлические щетки и абразивы.
Устройство работает следующим образом.
При обработке продольных кромок на обечайку 26 слева устанавливают опору I и фиксируют струбцинами 12, рабочую головку 3 устанавливают в
исходное положение в паз площадки J1, штангу 2 с кареткой 4 устанавливают в кронштейн 9 опоры 1, а пальцы 18 - в отверстия рабочей головки 3. Устанавливают вторую опору 1 с другой стороны обечайки на штангу 2 и обечайку 26 и крепят струбцинами 12,
Поджимные диски 24 и направляющий палец 23 вводят между кромками обечайки, включают привод 5 вращения режущих инструментов 7 и 8, затем привод 6 перемещения каретки 4 и ведут обработку кромок обечайки с трех сторон. После окончания обработки кромок продольного шва рабочая голо.вка
упирается в микропереключатель 25. Цикл обработки закончен. Освобождают струбцины, разводят опоры и снимают устройство с обечайки. Устройство можно использовать в полевых услоВИЯХ при прокладке трубопроводов, а также при их ремонте.
Формула изобретения
Устройство для зачистки продольных кромок цилиндрических обечаек под сварку, содержащее два опорных узла, размещенные по концам штанги, несущей приводы продольного перемеп;ения рабочей головки н вращения инструмента, о тлнчающееся тем, что, с целью снижения металлоемкости, опорные узлы выполнены в виде закрепленных на штанге кронштей,1313587 .
34
нов, каждый из которых тарнирносущнт и струбцины, предназначенные
связан введенн 11ми в устронстлодля взаимодействия с торнами обетягами с опорными площадками, не- чаек.
Фиг. 2
26
Редактор А.Огар
Составитель Л.Величук
Техред Н.Глущенко Кс рректор С.Черни
Заказ 2162/12Тираж 976Подписное
ВНИИПИ Государственного, комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г .Ужгород ,ул .Пвоектняя 1л.
Фиг.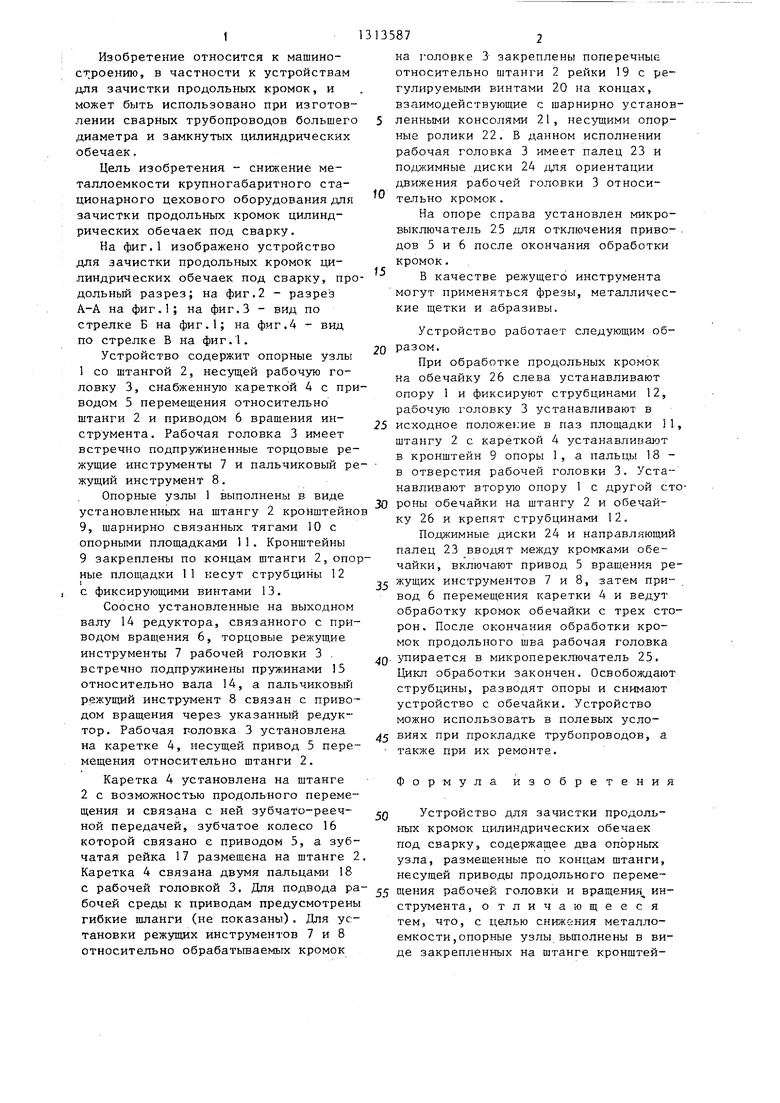
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зачистки торцовых кромок цилиндрических обечаек | 1986 |
|
SU1380876A1 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И РЕЗЦОВОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279331C2 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Устройство для зачистки кромок обечаек | 1990 |
|
SU1738611A1 |
| Устройство для зачистки сварных швов | 1986 |
|
SU1371801A1 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ( ВАРИАНТЫ) | 2005 |
|
RU2288807C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ОБЕЧАЕК | 1969 |
|
SU232722A1 |
| Устройство для зачистки сварных швов | 1977 |
|
SU733879A1 |
| Устройство для гибки обечаек из листовых заготовок | 1978 |
|
SU770609A2 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
Изобретение относится к машиностроению, в частности к устройствам для зачистки продольных кромок. Целью изобретения является снижение металлоемкости известного крупногабаритного стационарного цехового оборудования для зачистки продольных кромок цилиндрических обечаек. При обработке продольных кромок на обечайку 26 устанавливают опору 1 и фиксируют струбцинами 12, рабочую головку 3 устанавливают в исходное положение в паз площадки 11, штангу 2 с кареткой 4 устанавливают в кронштейн 9 опоры 1. Устанавливают вторую опору 1 с другой стороны обечайки на штангу 2 и обечайку 26 и крепят струбцинами 12. 4 ил. // со оо ел 00 /triy VJ ii
| Устройство для зачистки обечаек | 1979 |
|
SU859047A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
