00
113
Изобретение относится к металлообработке, в частности к устройствам для обработки сварных швов, и может быть использовано в хиьшческом, нефтяном, атомном, продовольственном, медицинском машиностроении, в котло- строении и других отраслях промьшшен- ности, где требуется снятие усиления сварных швов.
Цель изобретения - расширение технологических возможностей устройства, т.е. обеспечение возможности обработки кольцевых и продольных сварных швов обечаек и швов в листовых изделиях.
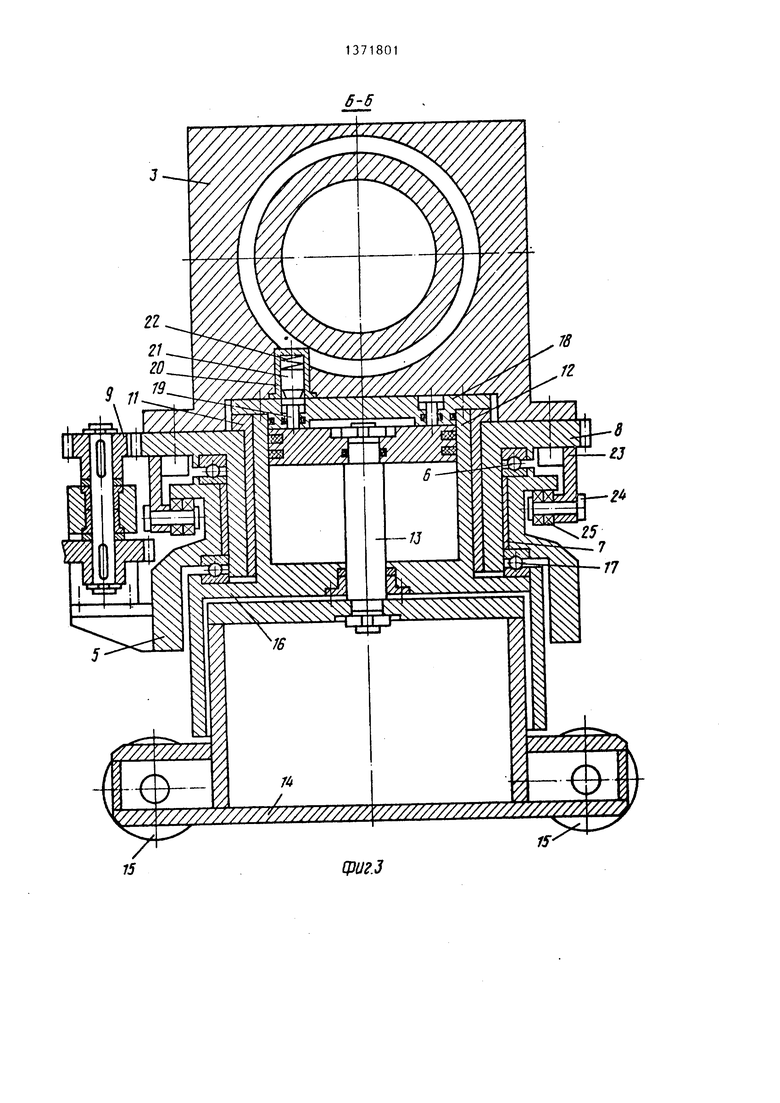
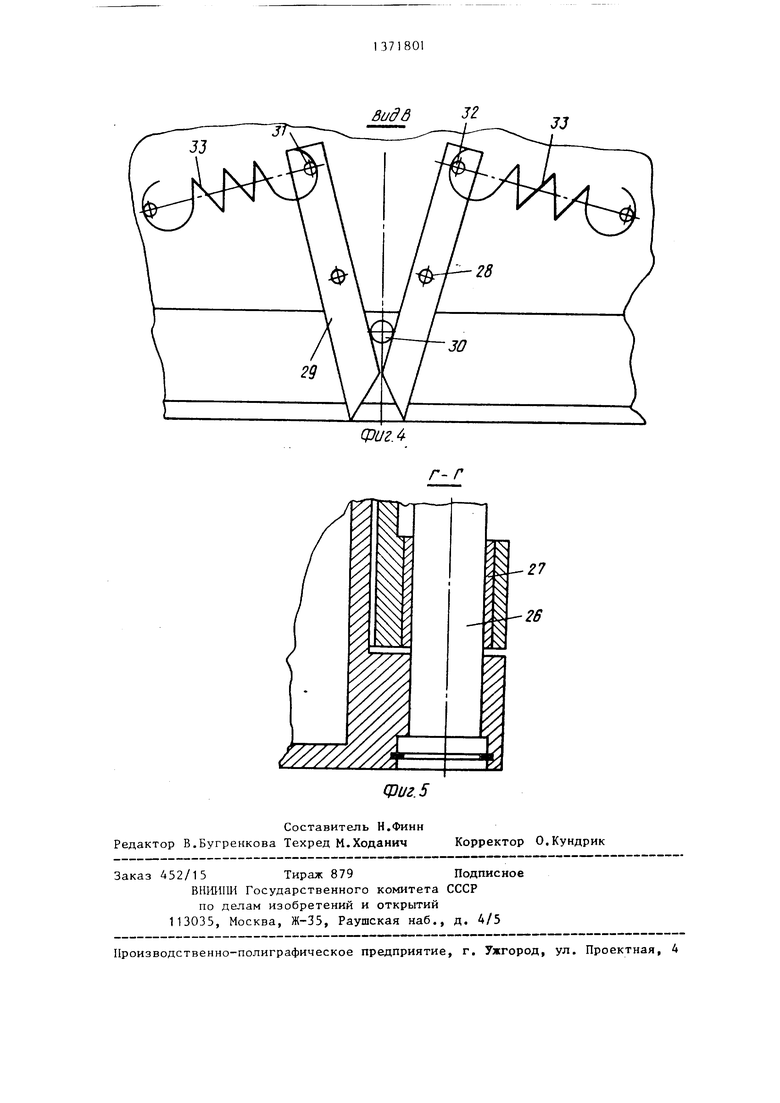
На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг,1: на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - вид В на фиг.1; на фиг.З - разрез Г-Г на фиг.1.
Устройство состоит из самоходной тележки 1, установленной на ходовые колеса 2, поворотного корпуса 3 и инструментальной головки 4. В середине рамы 5 тележки 1 на подшипниках качения 6 и скольжения 7 расположено зубчатое колесо 8, связанной через шестерню 9 с приводом 10 поворота тележки 1 и корпуса 3с Ось колеса 8 совпадает с вертикальной осью, проходящей через центр симметрии ходовых колес 2. Внутри полого корпуса зубчатого колеса 8 в подшипнике 11 скольжения размещен силовой цилиндр 12, шток
13которого жестко связан с корпусом
14опоры. На корпусе 14 симметрично относительно центра симметрии ходовых колец 2 расположены ролики 15.
На торце 16 силового цилиндра 12 установлен подшипник 17 качения, посредством которого силовой цилиндр 12 опирается на раму 5 тележки 1. В крьшпсе 18 силового цилиндра 12 размещено равномерно по окружности четыре подвижных пальца 19, а в поворотном корпусе 3 во втулке 20 размещен фиксатор 21, подпружиненный пружиной 22 и взаимодействую ций с подвижными пальцами 19. Фиксатор 21 размещен в поворотном корпусе 3 так, что при совмещении продольной оси инструментальной головки 4 с продольной осью тележки 1, оси фиксатора 21 и одного из пальцев 19 совпадают. Зубчатое колесо В жестко связано с поворотным корпусом 3. На колесе 8 установлены кронштейны 23, в которых на осях 24 установлены подшипники 25
12
качения, опирающиеся на раму 5 тележки 1. Подшипники 25 качения воспринимают усилия от неуравновешенности инструментальной головки 4 относительно вертикальной оси, проходящей через центр симметрии ходовых колес 2. Б подъемном корпусе 14 закреплены штанги 26, перемещающиеся во втулках 27, установленных на корпусе силовр- го цилиндра 1 2. Штанги 26 препятствуют повороту корпуса 14 относительно корпуса 16. На корпусе 16 силового цилиндра 12 на осях 28 установлены
рычаги 29, взаимодействующие с пальцами 30, жестко закрепленными в корпусе 14 опоры. Рычаги 29 посредством штифтов 31 и 32 связаны с пруткинами 33 и тем самым не дают самопроизвольно опускаться вниз корпусу 14 опоры. Инструментальная головка 4 может поворачиваться вокруг горизонтальной оси относительно корпуса 3. В приводе 10 поворота тележки 1 и корпуса 3
имеется червячный редуктор 34 для
фиксации корпуса в нужном положении. Инструментальная головка 4 имеет при- вод 35 вращения фрезы, а самоходная тележка 1 имеет привод 36 передвижения на ходовых колесах 2.
При эксплуатации устройства возможны следующие виды работ: обработка продольных сварных швов обечаек; обработка сварных щвов в листовых
изделиях; обработка внутренних кольцевых сварных швов обечайки.
При обработке продольных сварных швов обечаек устройство работает сле- дуюш;им образом.
Устройство устанавливается на площадку со стороны торца обечайки.
Площадку по высоте устанавливают заподлицо с внутренней поверхностью обечайки в зоне ходовых колес тележки, при этом подлежащий обработке сварной шов находится в крайнем нижнем положении. Инструмент (фрезу) устанавливают на необходимую глубину резания. Включают привод 35 вращения
фрезы, а затем и привод 36 передвижения тележки 1, производя при этом обработку сварного шва. Фреза при обработке находится посредине колеи ходовых колес 2 тележки 1. По окончании
фрезерования внутреннего продольного сварного шва устройство возвращается в первоначальное положение. Затем подается сжатый воздух в верхнюю полость цилиндра 12 и корпус 14 опоры.
преодолевая усилие пружин 33, опускается роликами 15 на площадку, при этом самоходная тележка 1 вместе с поворотным корпусом 3 и инструментальной головкой 4 поднимается вверх над поверхностью площадки. Фиксатор 21 под действием пружины 22, выталкивая палец 19, который в этот момент не упирается в торец поршня силового цилиндра 12, заходит в отверстие крьпики 18 и фиксирует поворотньй корпус 3 вместе с инструментальной головкой 4 относительно корпуса 14 опоры. При включении привода 10, уста- ноБленного на раме 5 тележки 1, шестерня 9 обкатывается по зубчатому колесу 8 и тележка 1 поворачивается на угол 90, при этом поворотный корпус 3 и инструментальная головка 4 остаются в первоначальном положении, зафиксированные относительно корпуса 14 опоры. После поворота тележки 1, сжатый воздух подается в нижнюю полость силового цилиндра 12 и тележка вместе с поворотным корпусом 3 и инструментальной головкой 4 опускается на ходовые колеса 2. Поршень силового цилиндра 12, поднимаясь вверх, выталкивает пальць 19, ас ними и фиксатор 21 из отверстия крышки 18, В этом положении поворотный корпус 2 не фиксируется относительно корпуса 14 опоры. При подъеме корпуса 14 опоры пальцы 30, воздействуя на рычаги 29, повора- чивают их. При прохождении пашьцев 30 пружины 33 возвращают рычаги в первоначальное положение, фиксируя тем самым корпус 14 опоры в верхнем крайнем положении. После этого устройство пере- езжает на место обработки наружного продольного шва. Затем снова, поднимая тележку 1, поворачивают ее так, что продольная ось тележки параллельна образующей обечайки, после чего ее опять опускают на ходовые колеса 2. В дальнейшем, вращая обечайку и поворачивая вокруг горизонтальной оси инструментальную головку, устанавливают плоскость торца фрезы по касательной к обечайке в месте расположения сварного шва. Дальнейшую обработку ведут так же, как и внутреннего сварного шва обечайки.
Обработку сварных швов в листовых изделиях производят аналогично обработке внутренних продольных сварных щвов обечаек, отличие может заключаться в трм, что при обработке сварных швов на полотнищах часто возникает необходимость обработки не только продольных швов, но и поперечных сварных швов. В этом случае работа устройства производится следующим образом. Устройство с площадки въезжает на полотнище или устанавливаетс на него мостовым краном. Сначала обрабатываются продольные сварные швы, при этом устройство все время остается на полотнище, так как продольные швы могут обрабатываться с любого произвольного места, а не с начала шва, обрабатывая остальную часть щва при обратном движении устройства, повернув при этом поворотньй корпус 3 с инструментальной головкой 4 на 180. При переходе устройства с обработки одного продольного шва на другой, самоходная тележка сначала поворачивается на 90 и переезжает до следующего шва, поворотньп корпус 3 с инструментальной головкой 4 остается при этом в первоначальном положении. После того как фреза инструментальной головки займет положение над следующим швом, самоходная тележка 1 поворачивается в первоначальное положение и производится обработка шва. Для обработки поперечных швов поворотный корпус 3 с инструментальной головкой 4 поворачивается на 90 относительно продольной оси устройства, при этом тележка 1 с корпусом 14 опоры остаются в первоначальном положении. Поворот корпуса 3 с инструментальной головкой 4 осупцествляется приводом 10, при этом шестерня 9 вращает зубчатое колесо 8, жестко связанное с поворотным корпусом. В этом положении самоходная тележка 1 установлена на ходовых колесах 2 и поворотный корпус 3 не связан жестко с опорным корпусом 14. После этого тележка 1 самоходом подъезжает к поперечному шву и фреза устанавливается над швом. Затем тележка 1 поворачивается и ходовые колеса 2 устанавливаются по направлению шва, после чего производится его обработка. Остальные поперечные швы обрабатываются при неизменном положении инстр т ен- тальной головки 4, а переход от одного шва к другому осуществляется только при помощи поворота самоходной тележки 1,
При обработке внутренних кольцевых сварных швов обечаек устройство так
же, как и при обработке внутренних продольных сварных швов, устанавливается с торца обечайки на площадку. После этого оно въезжает в обечайку на ходовых колесах 2 и останавливает- ся в момент установки фрезы над кольцевым швом. Затем, не изменяя положения инструментальной головки 4, самоходная тележка 1 поворачивается вокройства обрабатьшаемая головка и самоходная тележка выполнены поворотны ми вокруг вертикальной оси, проходящей через центр симметрии ходовых колес, технологические возможности устройства значительно расширяются, так как одним устройством можно обра батьгаать кольцевые и продольные швы обечаек h швы в листовых изделиях,
15
20
.-25
руг вертикальной оси, проходящей че- W а это, в свою очередь ведет к сок- рез центр симметрии ходовых колес, опираясь при этом на опорный корпус 14. Расположение оси поворота, проходящей через центр симметрии ходовых колес, дает возможность установить тележку в крайнем нижнем положении, симметрично относительно сварного шва. В дальнейшем, вращая обечайку и включив привод передвижения самоходной тележки 1 и привод 35 вращения фрезы, обрабатывают кольцевой шов. После обработки одного кольцевого шва устройство, не изменяя положения инструментальной головки, переезжает к следующему кольцевому шву или выез жает из обечайки на площадку, при этом самоходная тележка поворачивает- , ся на угол 90°. При всех поворотах тележки 1 она опирается на корпус 14 опоры, а при всех поворотах поворот- ного корпуса 3 с инструментальной головкой 4 самоходная тележка 1 опирается на ходовые колеса 2, а корпус 14 опоры зафиксирован в верхнем крайнем положении. При необходимости обработки кольцевых сварных швов, находящихся на расстоянии, меньшем половины ширины колеи ходовых колес, инструментальная головка 4, связанная с поворотным корпусом 3, может быть повернута таким образом, что ходовые колеса 2 тележки 1 всегда находятся внутри обечайки.
Таким образом, благодаря тому, что в предлагаемой конструкции уст35
40
45
ращению единиц технологического оборудования.
Формула изобретения
Устройство для зачистки сварных швов, включающее самоходную тележку, содержащую поворотный корпус, несущий инструментальную головку, размещенную вне ходовой части тележки, и опору, установленную с возможностью выдвижения в направлении, перпендику лярном рабочему перемещению тележки, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения обработки продольных и кольцевых швов, инструментальная головка и самоходная тележка установлены с возможностью раздельного поворота вокруг вертикальной оси, проходящей через центр симметрии ходовых колес, посредством введенного в устройство механизма поворота, вьтолненного в виде установленного на тележке двигателя, кинематически связанного посредством червячного редуктора с же- ство закрепленным на поворотном корпусе зубчатым колесом, установленным с возможностью поворота относительно опоры, при этом в поворотном корпусе размещен введенный в устройство под- пружиненньА фиксатор, установленный с возможностью взаимодействия с опорой.
ройства обрабатьшаемая головка и самоходная тележка выполнены поворотными вокруг вертикальной оси, проходящей через центр симметрии ходовых колес, технологические возможности устройства значительно расширяются, так как одним устройством можно обра- батьгаать кольцевые и продольные швы обечаек h швы в листовых изделиях,
а это, в свою очередь ведет к сок-
15
20
25
W а это, в свою очередь ведет к сок- ,
35
40
45
ращению единиц технологического оборудования.
Формула изобретения
Устройство для зачистки сварных швов, включающее самоходную тележку, содержащую поворотный корпус, несущий инструментальную головку, размещенную вне ходовой части тележки, и опору, установленную с возможностью выдвижения в направлении, перпендикулярном рабочему перемещению тележки, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения обработки продольных и кольцевых швов, инструментальная головка и самоходная тележка установлены с возможностью раздельного поворота вокруг вертикальной оси, проходящей через центр симметрии ходовых колес, посредством введенного в устройство механизма поворота, вьтолненного в виде установленного на тележке двигателя, кинематически связанного посредством червячного редуктора с же- ство закрепленным на поворотном корпусе зубчатым колесом, установленным с возможностью поворота относительно опоры, при этом в поворотном корпусе размещен введенный в устройство под- пружиненньА фиксатор, установленный с возможностью взаимодействия с опорой.
36
-А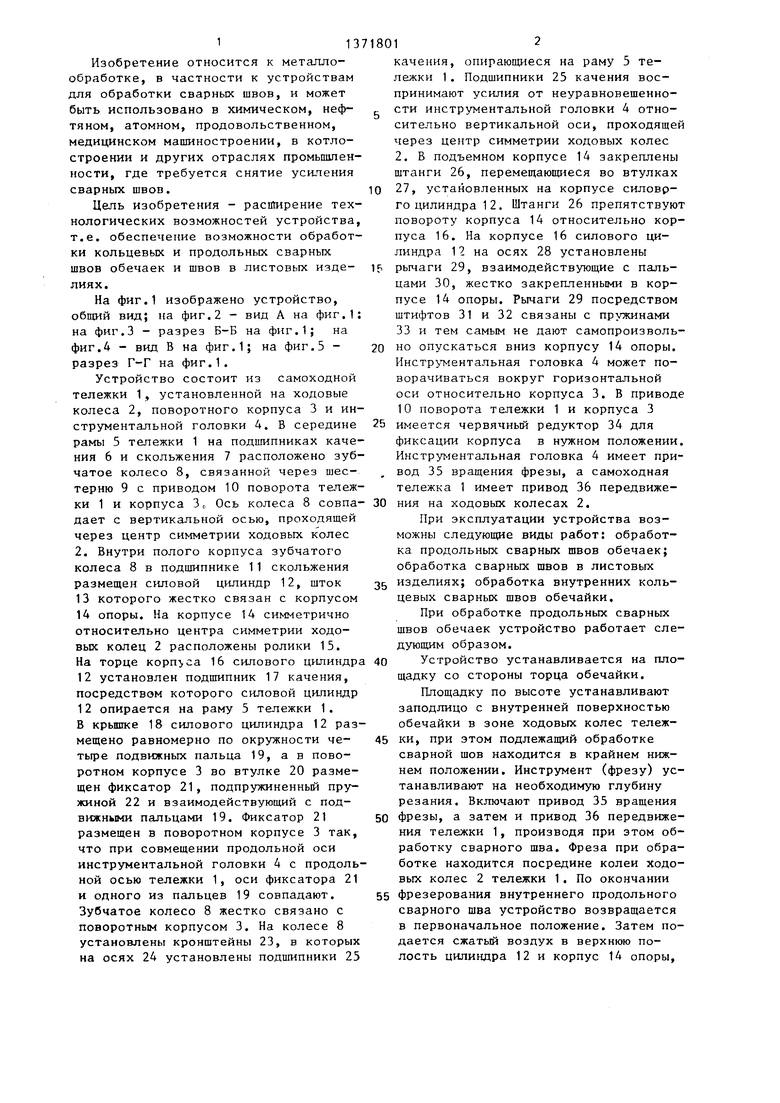
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для снятия усилений сварных швов | 1986 |
|
SU1414525A1 |
| Устройство для снятия усилений сварных швов обечаек | 1986 |
|
SU1360918A1 |
| Установка для зачистки продольных сварных швов | 1975 |
|
SU507411A2 |
| Устройство для обработки внутрен-НиХ пОВЕРХНОСТЕй ОбЕчАЕК | 1978 |
|
SU837607A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ РЕЗЕРВУАРОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2111799C1 |
| Установка для сварки внутренних продольных швов обечаек | 1976 |
|
SU610647A1 |
| Устройство для обработки внутреннихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU841920A1 |
| Установка для зачистки сварных швов | 1974 |
|
SU516477A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ СВАРНЫХ ШВОВ | 1994 |
|
RU2115518C1 |
Изобретение относится к металлообработке, в частности к устройствам для обработки сварных швов, и может быть использовано в различных отраслях промышленности, где требуется снятие усиления сварных швов. Цель изобретения - расширение технологических возможностей путем обеспечения обработки продольных и кольцевых швов. Это достигается за счет выполнения конструкции устройства, в котором самоходная тележка и обрабатывающая головка имеют возможность вращения вокруг вертикальной оси, проходящей через центр симметрии ходовых ко- колес тележки, при этом поворот головки и тележки осуществляется раздельно. 5 ил.
фиг 1
ВидА
. 2
15
Фиг.з
Составитель Н.Финн Редактор В.Бугренкова Техред М.Ходанич Корректор .
Заказ 452/15 Тираж 879Подписное
ВНИН1Ш Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
фиг4
27
26
фиг. 5
| САМОДВИЖУЩЕЕСЯ УСТРОЙСТВО | 0 |
|
SU406655A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
