(54) УСТАНОВКА ДЛЯ СБОРКИ И СВАРКИ ОБЕЧАЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Установка для сборки и сварки продольных стыков цилиндрических изделий | 1978 |
|
SU747671A1 |
| Устройство для сборки под сварку обечаек | 1989 |
|
SU1729723A1 |
| Поточная механизированная линия для изготовления барабанов ленточных конвейеров | 1975 |
|
SU737176A1 |
| Устройство для сборки под сварку кольцевых стыков | 1980 |
|
SU897451A1 |
| Устройство для стыковки кольцевых кро-MOK цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU804315A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Устройство для сборки под сварку резервуаров из обечаек | 1981 |
|
SU967763A1 |
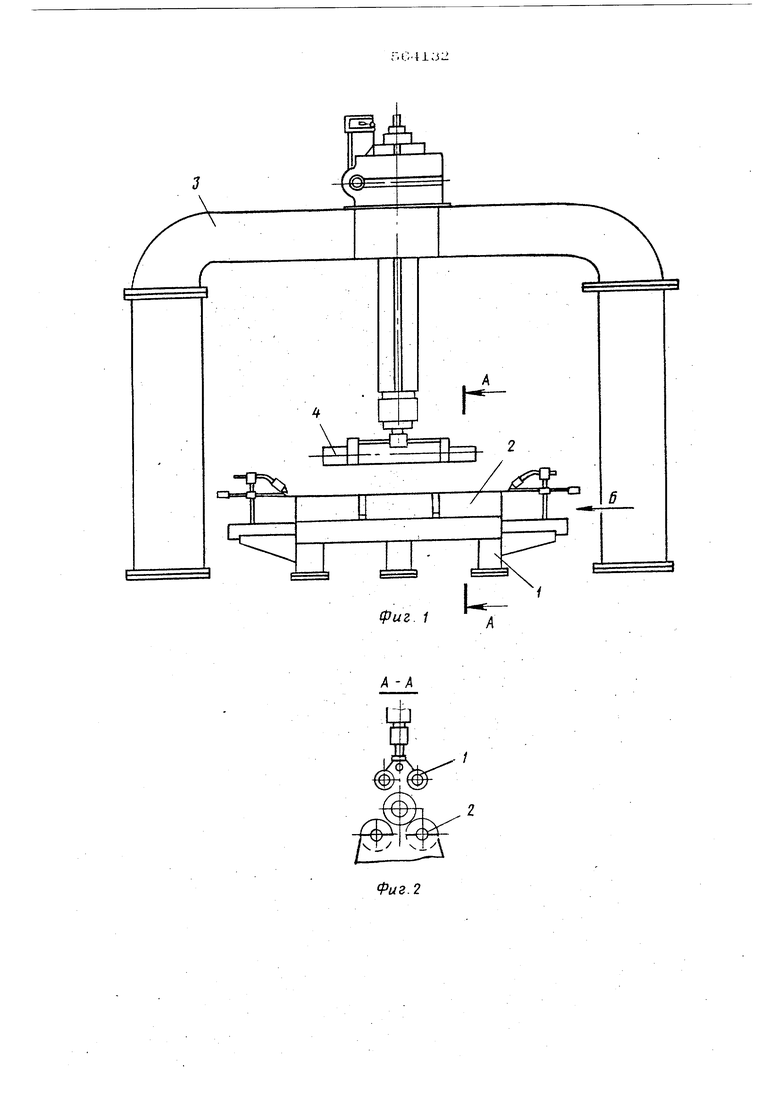
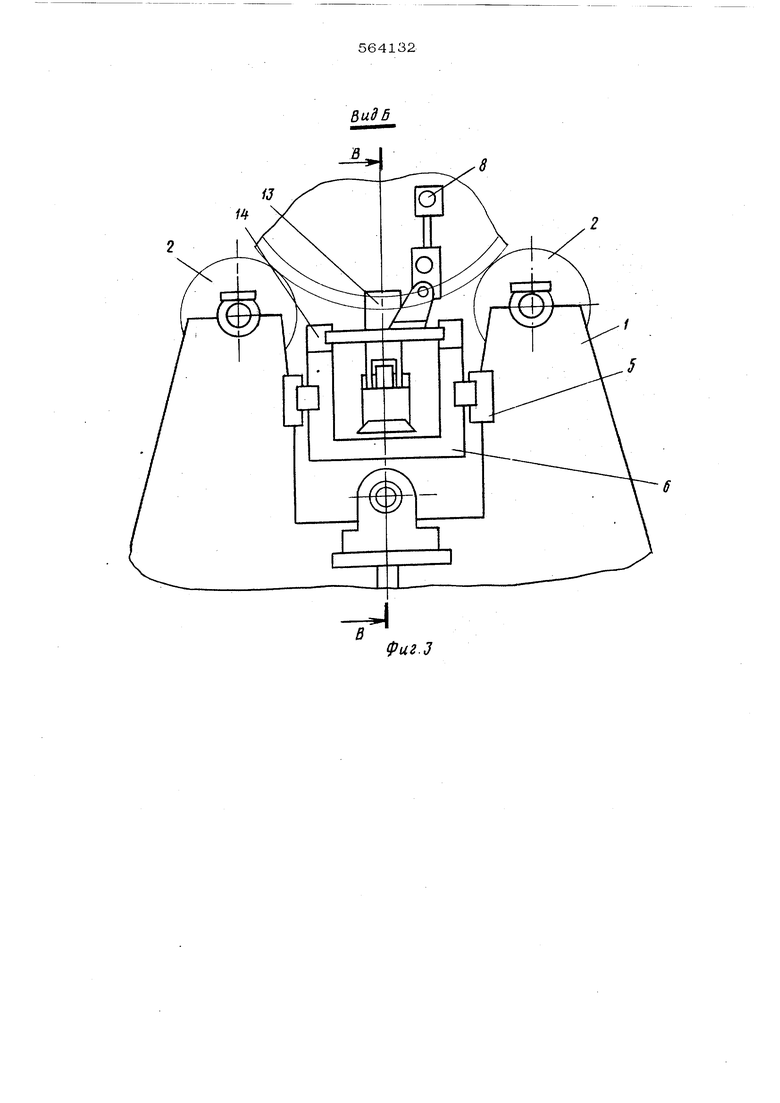
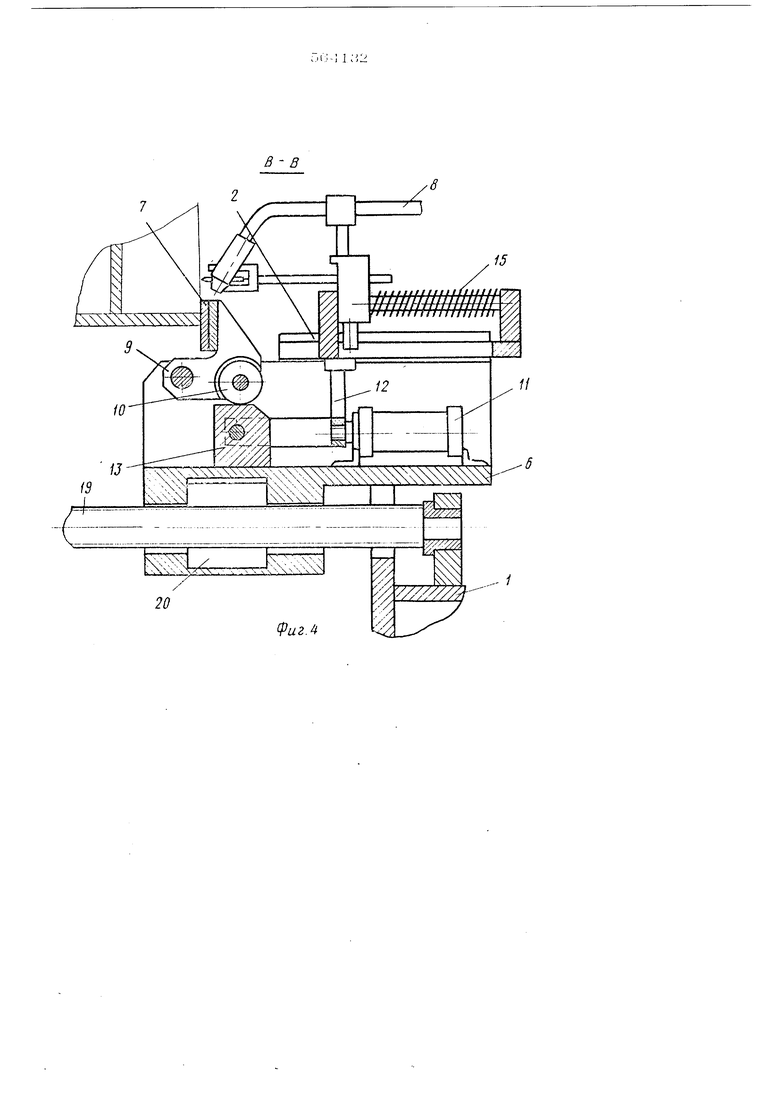
Изобретение касается автоматизации и механизации сборочно-сварочных работ, преимущественно сборки и сварки обечаек и барабанов ленточных конвейеров. Известна установка для сборки под сварку, содержащая станину с узлом для выравнивания кромок обечаек. Эта установка обеспечивает только выравнивание кромок и не может обеспечить выполнение других операций, необходимых при сборке обечайки с днищем, в том числе и сварки l. Наиболее близким техническим решением является уст цорка для сборки и сварки обе чаек, содержедаая станину с приводными роликоопорами, узел выравнивания кромок изделня с прижимом, прижимные ролики и подвижную каретку, оснащенную сварочной головкой 2. . Недостатком этой установки является на личие отдельных приводов узла выравнивания кромок изделия и перемещения сварочной головки, что снижает производительность установки в целом. Целью изобретения является повышение производительности труда за счет оснащения сварочной головки и узла выравнивания кромок изделия общим приводом. С этой целью прижим узла выравнивания кромок выполнен в виде шарнирно установленной на каретке Г-образной скобы с роликом, а общий привод - в виде силового цилиндра, жестко закрепленного на каретке, выдвижной шток которого оснащен кронштейном, жестко соединенным со сварочной головкой и снабженным конусным упором, взаимодействующим с роликом Г-образной скобы узла выравш-шания кромок изделия. На фиг. 1 схемати гески изображена предложенная установка, общий вид; на фиг. 2 сечение по А-А на фиг.1; на фиг.З -вид Бна фиг.; на фиг. 4 - се чение по В-В на фиг. 3; нафиг.5 -кинематическая схема установки. Установка имеет станину с приводными роликоопорами 2 и портал 3 с прижимными роликами 4, установленными с воаможностью вертикального и продольного перемещегает относительно портала 3. В станине 1 выполнены направляющие 5, в которых с возможностью перемещения смонтированы
каретки 6, оснащенные узлом выравнивания кромок изделия с прижимом 7 с и сварочной головкой 8. Прижим 7 выполнен в виде Г-образной скобы 9, шарнирно установлекн ной в корпусе каретки 6 и оснащенной ро,- ликом 10,
Привод поворота скобы 9 и пермеще1шя сварочной головки 8 выполнен в виде силового цилиндра 11, корпус которого закрепл на каретке 6, а шток снаожен кронштейном 12, жестко соединенным со сварочной головкой 8, при этом на другом конце кронштейна смонтирован конусный упор 13. Сварочная головка 8 установлена в направляющих 14 каретки 6 и оснащена следящим устройством 15;
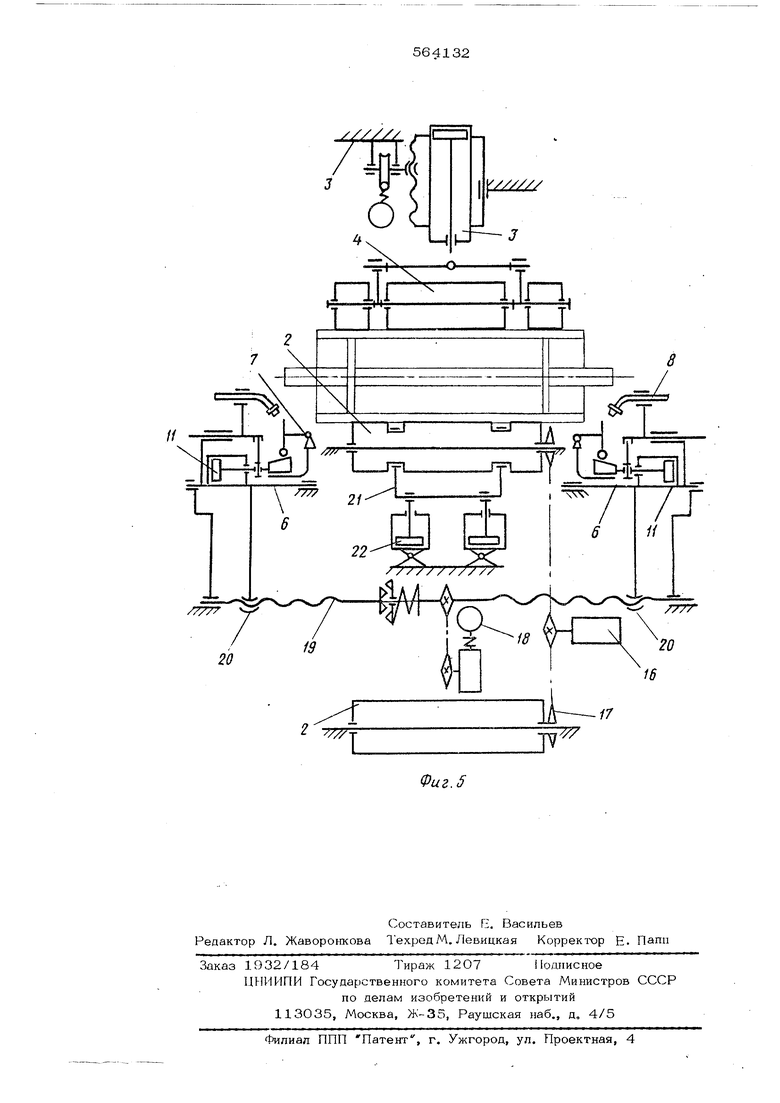
Цэащение nptreonHbix роликоопор 2 осуществляется приводом 16 с цепной передачей 17, а перемещение кареток 6 - приводом 18, соединенн1 1м с ходовым винтом 1 взаимодействующим с ходовыми гайками 20 кареток 6.
На одной из приводных роликоопор 2 установлен сбрасыватель 21, перемещаемый от цилиндров 22. Установка работает следующим образом. Предварительно собранное изделие, состоящее из обечайки и вставленного в нев вала с днищами, подается на установку подъемно-транспортным устройством. Сило- вые цилиндры 11, перемещая -конусные упоры 13, устанавливают в рабочее положение скобы 9 и одновременно с этим отводят сварочные головки 8 со следящими устройствами 15. Включается привод 18, который, вращая ходовой винт 19, перемеi.tiaer каретки 6 до упора скоб 9 в обечайку,которые выравнивают торцовые кромки 1 здолня при наличии спиральности.После вы равниЕ1а11ия кромок,прижимными роликами 4 нрижпмают обечайку к дгтщам и приводifbi.M роликоопорам 2. Затем силовые цилинipbi 1 1 включаются и, выдвигая ко}г С1{ые 13, опускают скобы 9 в исходное
положение, одновременно с этим подводят к днищам сварочные головки 8 со следящими устройствами 15. Включается привод 16 вращения роликоопор 2 и производится сварка.
По оконча1гаи сварки каретки 6 возвращаются в исходное положение, включаются цилиндры 22 сбрасывателя 21, и изделие передается на следующую позицию . Цикл заканчивает ;я.
Внедрение предложенного изобретения приводит к повышению производительности труда и сокращению производственной площади.
Формула изобретения
Установка для сборки и сварки обечаек, содержащая станину с приводными роликоопорами, узел выравнивания кромок изделий с прижимом, прижимные ролики к подвижную каретку, оснащенную сварочной головкой, отличающаяся тем, что, с целью повыщения производительности за счет оснащения сварочной головки и узла выравнивания кромок изделия общим приводом, прижим узла выравнивания кромок изделия выполнен в виде щарнирно установленной на каретке Г-образной скобы с роликом, а общий привод - в виде силового цилиндра, жестко закрепленного на каретке, выдвижной шток которого оснащен кронштейном, жестко соединенным со сварочной головкой и снабженным конусным упором, взаимодействующим с роликом Г-образной скобы узла выравнивания кромок изделия.
Источники информации принятые во внимание при экспертизе:
1,Авторское свидетельство № 377225, В 23 К 37/04,16.08.71.
Фиг.З
20
Фиг Л
15
- 1
//////
J
н
/7
I - I-JrlFD .
/7777
19
20
/J
I Tv
/77Г
20
16
17
77/
//
Фиг. 5
