Изобретение относится к станкостроению, а более конкретно к устройствам для базирования и закрепления заготовок на столах металлорежущих станков.
Целью изобретения является повышение точности обработки путем обеспечения условий создания равномерного припуска для последующих операций.
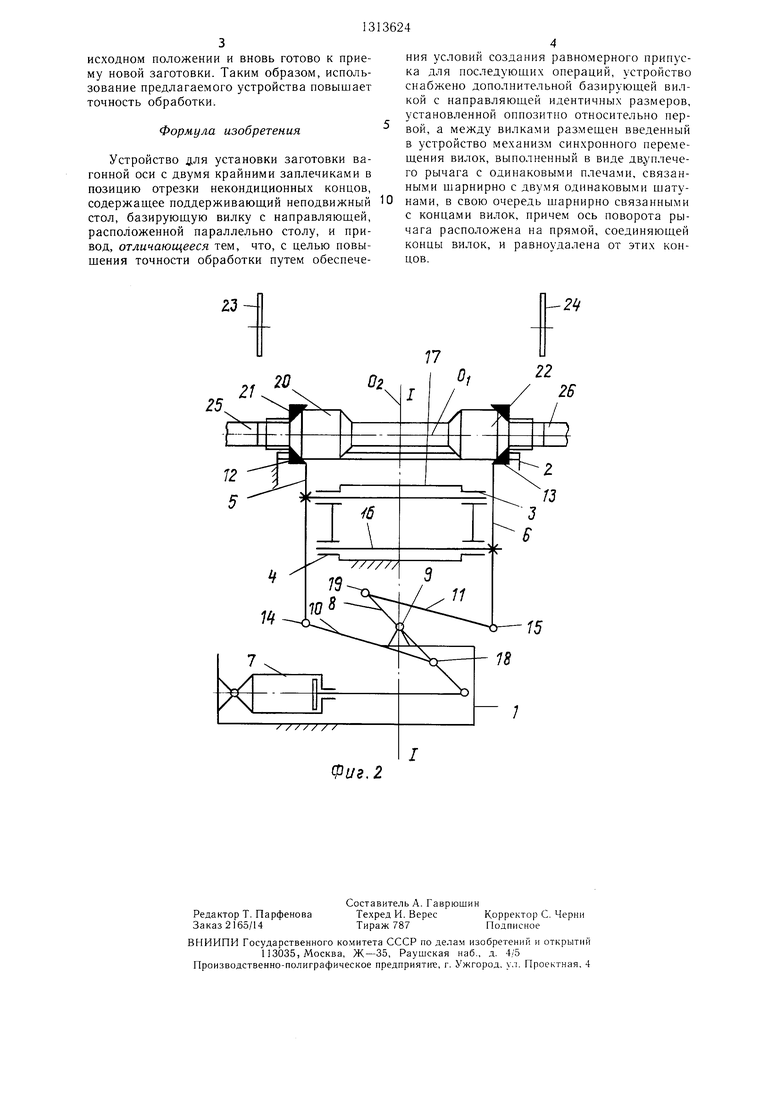
На фиг. 1 изображена кине.матическая схема устройства в исходном положении; на фиг. 2 - то же, в рабочем положении.
Устройство содержит станину 1, смонтированные на ней неподвижный поддерживаю щий стол 2, расположенные параллельно между собой и столу 2 основную 3 и дополнительную 4 направляющие, установленные в них с возможностью перемещения базирующие вилки 5 и 6, привод 7 их перемещения, выполненный в виде гидроцилиндра, поворотный равноплечий рычаг 8 с осью 9 поворота, расположенной на станине 1, и шатуны 10 и 11, шарнирно связанные с концами вилок 5 и 6. Детали 8, К) и 11 являются .механизмом центрирования.
Поддерживающий стол 2 служит для приема заготовки, подаваемой в поперечном направлении, например, с помощью сбрасывателя (не показан). В поперечно.м сечении стол 2 выполнен призматически (не показано) .
Направляющие 3 и 4 выполнены в виде расточек, параллельных столу 2. Вилки 5 и 6 имеют на одних своих концах скосы 12 и 13, соответствующие форме крайних заплечиков заготовки, в частном случае - конические. Вторые концы вилок 5 и 6 через щарн. фы 14 и 15 соответственно соединены с щатунами 10 и 11, причем так, что оси шарниров 14 и 15 расположены на пря.мой, параллельной направляющим 3 и 4. В средней части каждая из базирующих вилок 5 и 6 имеет жестко соединенный с ней шток 16 и 17 соответственно, установленный в направляющих 3 и 4. Шатуны 10 и 11 имеют одинаковую длину. Вторые концы щатунов 10 и 11 через щарниры 18 и 19 соединены с плечами поворотного двуплечего рычага 8. При этом оси щарниров 18 и 19 расположены на одной прямой с осью поворота рычага, т. е. с осью шарнира, по разные стороны от нее и на одинаковом расстоянии.
Устройство для установки заготовки вагонной оси в позицию обрезки некондиционных концов работает следующим образом. В исходном положении рабочая жидкость под давлением находится в щтоковой полости гидроцилиндра 7, базирующие вилки 5 и б разведены. Их скосы 12 и 13 нахо.аятся на одинаковом расстоянии от оси поворота рычага 8, совпадающей с осью щарнира. Заготовку 20 подают сбрасывателем (не показан) на поддерживающий стол 2, и включают привод 7 (штоковую полость гидроцилиндра соединяют со сливом, а в его поршневую полость подают рабочую жидкость
под давлением). Поворотный рычаг 8, поворачиваясь вокруг оси щарнира, передает движение через шатуны 10 и 11 вилкам 5 и 6, закрепленные на них щтоки 16 и 17
скользят по направляющим 3 и 4. При это.м вилки 5 и 6 начинают сближаться, причем так, что их скосы 12 и 13 всегда остаются расположенными симметрично относительно оси поворота рычага 8. В зависимости от того, в каком положении по отношению к
вилкам 5 и 6 оказались крайние заплечики 21 и 22 заготовки 20 (например, крайний за- плечик 21 оказался ближе к вилке 5, чем заплечик 22 к вилке 6) первой войдет в соприкосновение с заготовкой та или иная
вилка (в конкретном примере - скос 12 вилки 5 войдет в соприкосновение с крайним заплечиком 21 заготовки 20). Вощедщая в соприкосновение с заготовкой вилка (вилка 5) перемещает заготовку 20 вдоль поддерживающего стола 2, в то время, как дру0 гая вилка (вилка 6) перемещается вхолостую навстречу первой. Когда вилка 6 (точнее ее скос 13) касается заплечика 22 заготовки 20, последняя оказывается зажатой между дву.мя вилками. Вилки останавлива5 ются, так как рабочее давление, подаваемое в поршневую полость гидроцилиндра 7, установлено немногим более того, которое необходимо для преодоления сил сопротивления перемещению заготовки 20 вдоль поддерживающего стола и сил трения в под0 вижных звеньях устройства. При этом заготовка 20 останавливается неизбежно в таком положении, при котором ее крайние заплечики 21 и 22 расположены на одинаковом расстоянии от нлоскости I-I, проходящей через ось поворота рычага 8 перпенди кулярно направляющи.м 3 и 4, а следователь но, поддерживающему столу 2 и продольной оси Oi заготовки 20, так как скосы 12 и 13 вилок 5 и 6 в любом случае перемещаются синхронно и симметрично относительно оси
0 шарнира 9 (оси поворота рычага 8). Затем с помощью зажимов (не показаны) заготовку 20 прижимают к поддерживающему столу 2, а с помощью дисковых пил 23 и 24, установленных на одинаковом расстоянии от плоскости I-I, отрезают некондиционные (технологические) концы 25 и 26 заготовки 20. В этой же позиции с помощью специально предназначенного устройства для нанесения риски (не показано), установленного так, что плоскость инструмента этого
0 устройства расположена в плоскости I-I, можно произвести раз.метку середины заготовки вагонной оси, т. е. поперечной оси О ее симметрии.
После выполнения указанных операции 5 дисковые пилы 23 и 24, устройство для нанесения риски (не показано), зажимы (не показаны) и вилки 5 и 6 отводят от заготовки и передают ее на отводящий транспортер (не показан). Устройство оказывается в
исходном положении и вновь готово к приему новой заготовки. Таким образом, использование предлагаемого устройства повышает точность обработки.
Формула изобретения
Устройство для установки заготовки вагонной оси с двумя крайними заплечиками в позицию отрезки некондиционных концов, содержащее поддерживающий неподвижный стол, базирующую вилку с направляющей, расположенной параллельно столу, и привод, отличающееся тем, что, с целью повы- щения точности обработки путем обеспечения условии создания равномерного припуска для последующих операций, устройство снабжено дополнительной базирующей вилкой с направляющей идентичных размеров, установленной оппозитно относительно первой, а между вилками размещен введенный в устройство механизм синхронного перемещения вилок, выполненный в виде дв.уплече- го рычага с одинаковыми плечами, связанными щарнирно с двумя одинаковыми щату- нами, в свою очередь щарнирно связанными с концами вилок, причем ось поворота рычага расположена на прямой, соединяющей концы вилок, и равноудалена от этих концов.
23
Г5
Фиг. 2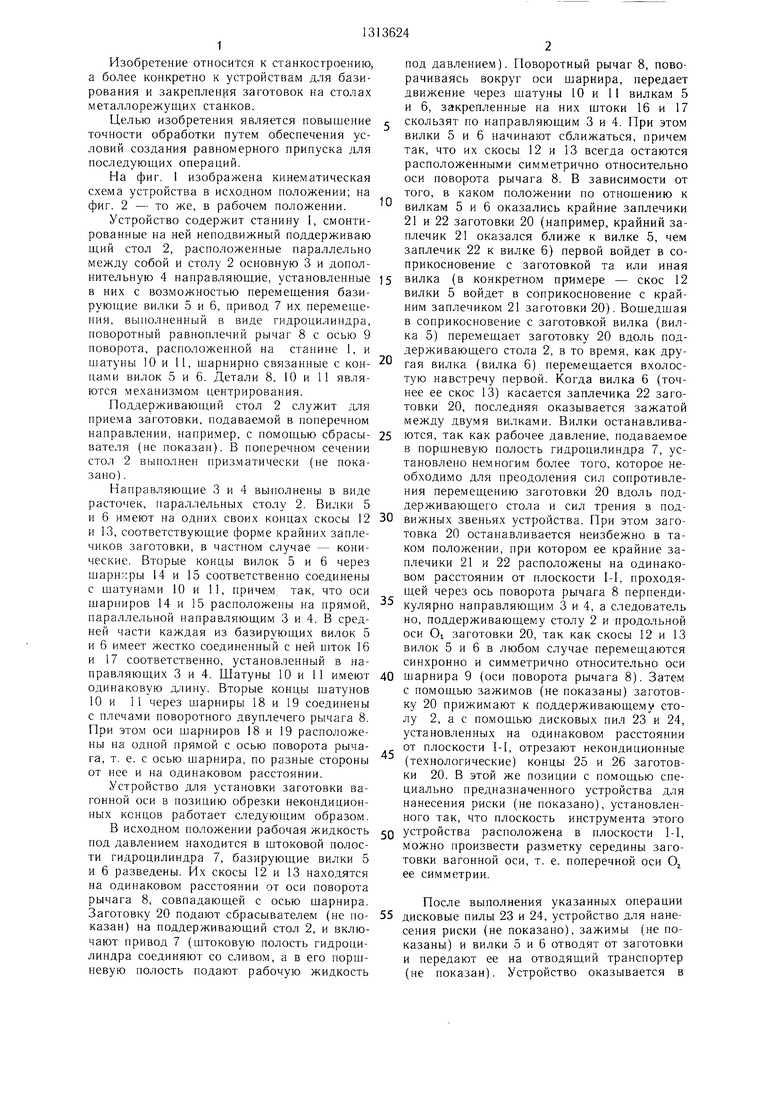
| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство к деревообрабатывающему станку | 1985 |
|
SU1288061A1 |
| Сцепное устройство сочлененного транспортного средства | 1982 |
|
SU1098834A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| Установка для бурения горизонтальных скважин | 1991 |
|
SU1836528A3 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для шагового перемещения спутников | 1985 |
|
SU1305085A1 |
| Устройство для разворота колен поковок коленчатых валов | 1985 |
|
SU1470413A1 |
| РАМА ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2006 |
|
RU2325792C1 |
| Бункерный затвор | 1974 |
|
SU789344A1 |
| Устройство автоматического отключения принудительного вращения червячной передачи стола металлорежущего станка | 1990 |
|
SU1768357A1 |
Изобретение относится к устройствам для установки и закрепления заготовок на столе металлорежущего станка. Целью изобретения является повышение точности обработки путем обеспечения условий создания равномерного припуска для носледую- ши.х операций. На столе 2 устанавливается заготовка 20 вагонной оси, имеющая два 23 крайних заплечика 2I и 22. Базирующие вилки 5 и 6 установлены оппозитно друг другу и снабжены скосами 12 и 13 контактирую- ш,ими с заплечиками заготовки. Каждая вилка снабжена направляющей 16 и 17. Концы вилок связаны ме.ханизмом центрирования, выполненным в виде рычага 8 с равными плечами, шарнирно связанными с шатунами 10 и II одинакового размера, которые в свою очередь шарнирно связаны с конца- .ми вилок 5 и 6, причем ось 9 поворота рычага 8 лежит на прямой, соединяющей концы вилок, и равноудалена от этих концов. Цри перемещении штока силового цилиндра 7 происходит поворот рычага 8, и вилки 5 и 6 синхронно пере.мещаются друг к другу, устанавливая заготовку 20 так, что ее вертикальная ось симметрии О совмещается с осью сим.метрии 1 устройства, относительно которой установлены дисковые пилы 23 и 24. Таким образом, некондиционные концы 25 и 26 отрезаются так, что остается одинаковый припуск с каждой стороны, что повышает точность обработки на последующей операции. 2 ил. г S (Л со 00 ОГ) го NPU фиг 1
| Устройство для установки вагонной оси | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ СОЛЕЙ ПЕНИЦИЛЛИНОВ | 0 |
|
SU204583A1 |
| Разработан ОГК КБСППТ ЭЗТМ, 1971. | |||
