Изобретение относится к прокатному производству, в частности к способам получения многослойных листов.
Цель изобретения - повышение производительности стана за счет предотвращения разрушений пакетов.
Способ заключается в следующем.
Изготавливают пакеты, нагревают в печи и прокатывают, причем прокатку производят с относительными обжатиями 10-12% до достижения суммарного обжатия 50,0-56,0%, после чего прокатку производят с относительными обжатиями 6-8% до достижения заданной толщины.
Пример. Получение многослойных листов.
В цехе двухслойной стали собирают партию с сочетанием сталей основно- .го и плакирующего слоев 16ГС-08Х13. Пакеты нагревают в методической печи
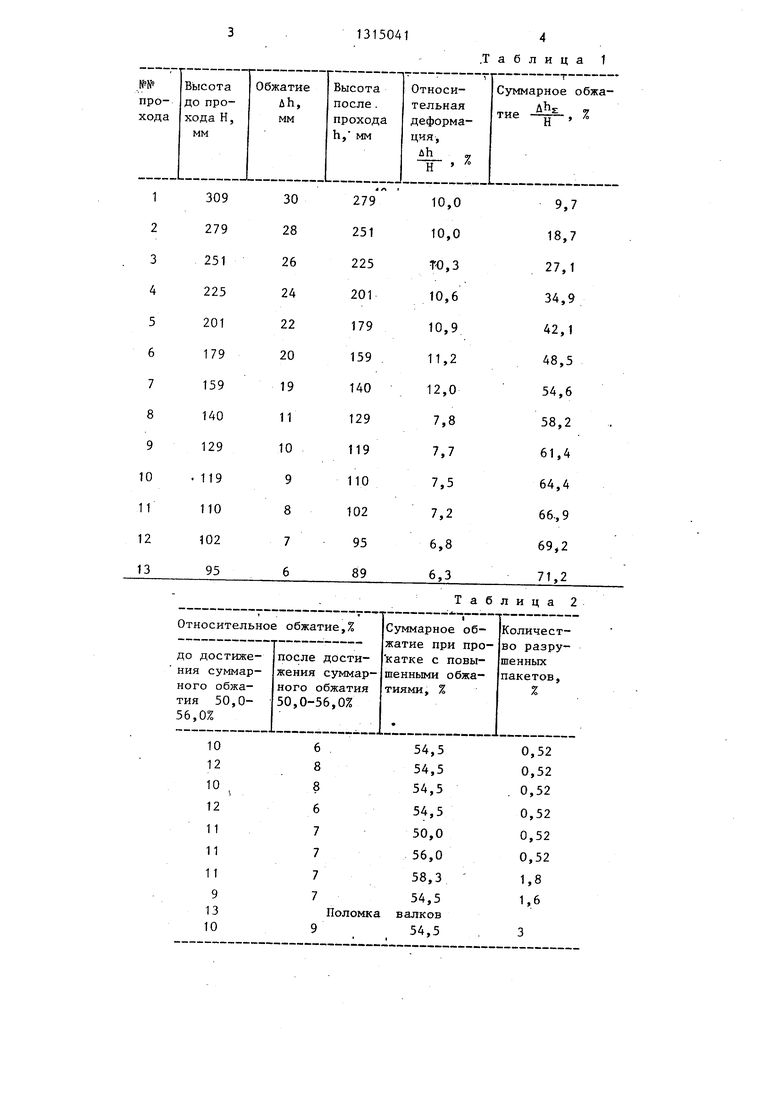
С целью предотвращения разрушения пакетов и повышения производительности стана прокатку производят с относительными обжатиями 10-12% до достижения суммарного обжатия 50,0- 56,0%, после чего прокатку производят с относительными обжатиями 6-8% до достижения заданной толщины (табл 1).
В табл. 2 приведены примеры осуществления способа по граничным, средним значениям, выше и ниже граниных значений и по известному способу
Прокатка пакетов с повышенными от носительньми обжатиями 10-12% в первых проходах приводит к снижению растягивающих напряжений в зоне сварного шва, к повьш1ению его деформируе
мости и, в результате, к снижению вероятности его разрушения. Снижение величины обжатия после достижения суммарного обжатия 50-56% производят с целью снижения деформации центральных слоев пакета и предотвращения разрушения пакета, вызванного изгибом пластин пакета.
Величины обжатий в проходах и величина суммарного обжатия обуслов
лены распределением напряжении и деформаций по сечению пакета, прочностью валков, мощностью привода и производительностью стана.
Прокатка пакетов на первом этапе с относительными обжатиями менее 10% приводит к увеличению растягивающих напряжений в приосевой зоне, снижению деформируемости сварного шва и его разрушению; прокатка с отт- носительными обжатиями более 12% приводит к перегрузке стана и к по-, ломке валков.
Прокатка пакетов после достижения суммарного обжатия 50,0-56,0% с относительными обжатиями менее 6% приводит к снижению производительности стана, а прокатка с относительными обжатиями более 8% - к разрушению пакетов в результате, увеличения деформации центральных слоев и изгиба пластин основного слоя на валки. .
Прокатка пакетов с повьш1енными обжатиями 10-12% до суммарного обжатия ниже 50,0 нецелесообразна, ввиду снижения производительности стана. Прокатка пакетов с повьшгенными обжатиями 10-12% до суммарного обжатия бо- лее 56,0% приводит к разрушению пакетов в результате повьшгения деформации центральных слоев
Формула изобретения
Способ производства многослойных листов, включающий .подготовку заготовок, сборку, нагрев и прокат
ку пакета, отличающийся
тем, что, с целью повышения производительности за счет предотвращения разрушения пакетов, прокатку пакета до достижения суммарной степени де- формации 50-56% производят с относительным .обжатием за проход 10-12%, а затем прокатку ведут с относительным обжатием 6-8% до заданной толщины .
.Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных листов | 1981 |
|
SU994184A1 |
| Способ производства толстых листов из низколегированных малоуглеродистых сталей на реверсивном стане | 2021 |
|
RU2765972C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА СИСТЕМЫ ТИТАН-АЛЮМИНИЙ | 2015 |
|
RU2614511C1 |
| СПОСОБ ОБРАБОТКИ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВОГО СПЛАВА ВТ6 | 2011 |
|
RU2479366C1 |
| Способ обработки алюминиево-кремниевых сплавов | 1980 |
|
SU899171A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| Способ производства стальной проволоки или прутков | 1986 |
|
SU1424900A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2010 |
|
RU2436199C1 |
| Способ прокатки толстых листов | 1982 |
|
SU1091950A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ СВЕРХПРОВОДЯЩЕЙ ЛЕНТЫ НА ОСНОВЕ СОЕДИНЕНИЯ NbSn | 2010 |
|
RU2441300C1 |
Изобретение относится к прокатному производству - к способам получения многослойных листов. Цель изобретения - повысить производительность стана за счет предотвращения разрушения пакетов. Способ состоит в нагреве пакета в печи и прокатке с обжатиями за проход 10-12% до получения суммарного обжатия 50-56%.Прокатку до заданной толщины производя т с обжатиями за проход 6-8%.Способ упрощает технологический цикл. 2 табл. 00. СП О 
| ГолованенКо С.А | |||
| Сварка прокаткой биметаллов | |||
| - М.: Металлургия, 1977, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Обработка металлов давлением | |||
| Сборник | |||
| - М., 1969, вып | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
