Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала.
11,ель изобретения - снижение метал- лоемкости штампа.
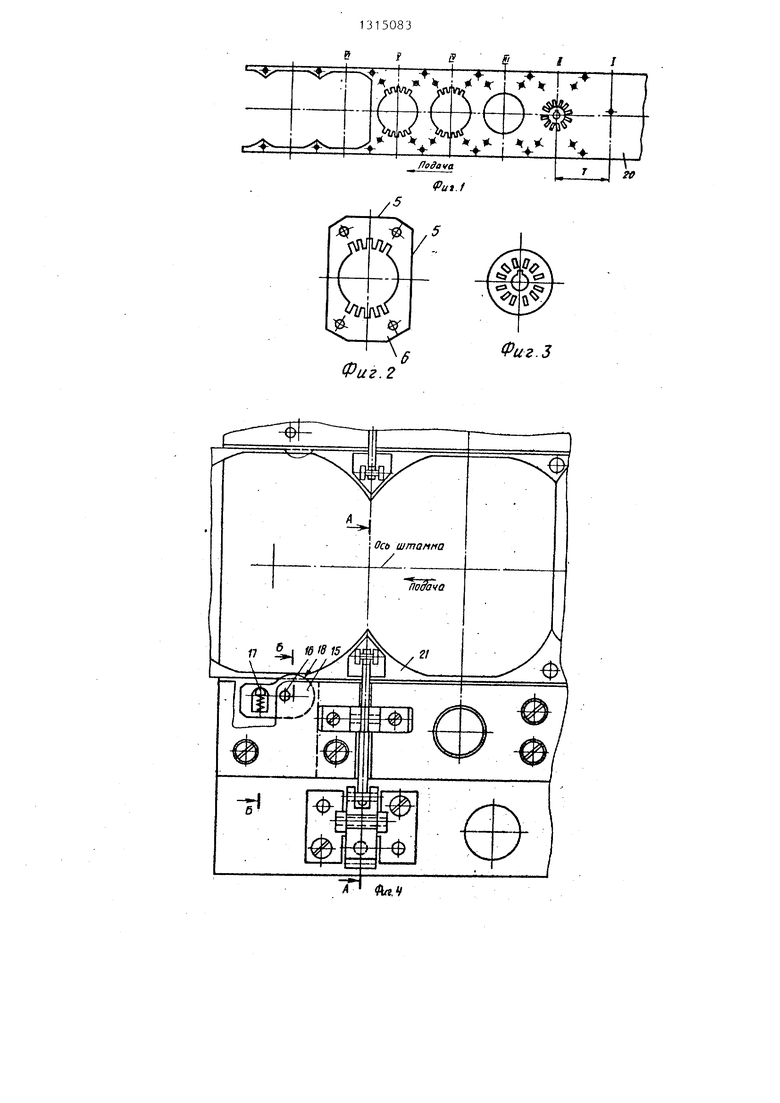
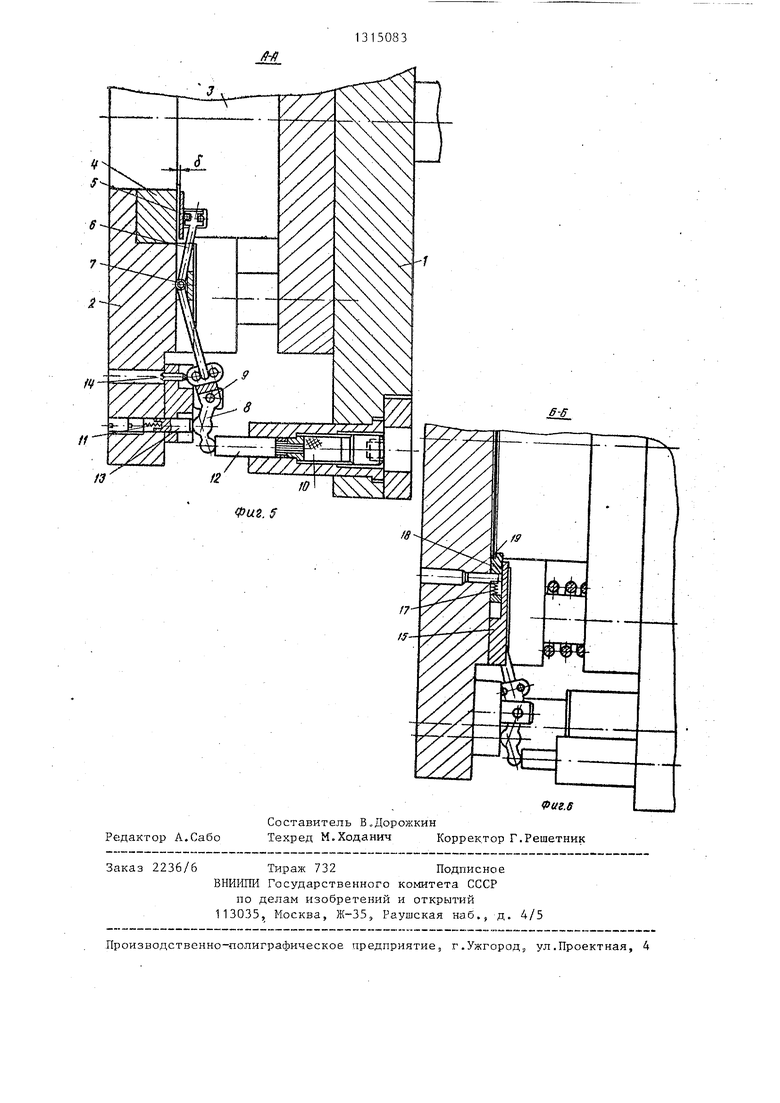
На фиг. 1 показана технологическая схема обработки полосы на штампе; на фиг.2 и 3 - изготавливаемые детали; на фиг.4 - последняя позиция штампа, вид в плане; на фиг.5 - разрез А-А на фиг.4; на фиг.6 - разрез Б-Б на фиг.4.
Штамп последовательного действия содержит верхнюю 1 и нижнюю 2 плиты, на которых расположены инструменты для последовательной штамповки на позициях I-VI. На последней позиции VI установлены пуансон 3 и матрица 4 (инструменты других позиций не показаны) и средства прижима обрабатываемого материала по плоскости и по торцу.
Средства прижима по плоскости содержат прижимную планку 5, которая шарнирно связана с концом рычага 6, которьй установлен на шарнире 7 и другой конец которого связан шарнирно с концом дополнительного рычага 8, который, в свою очередь, установлен на шарнире 9 и взаимодействует с упругими элементами 10 и 11 через толкатели 12 и 13. Рычаг 6 имеет регули3.Штамп по П.1, отличаю щийся тем, что средства прижим
40
руемый упор 14 для регулировки зазора между планкой 5 и обрабатываемым снабжены дополнительным двуплечим материалом. Средства прижима по тор- рычагом, шарнирно установленным на цу содержат рычаг 15, установленный на оси 16, подпружиненный пружиной 17 и имею1ций на конце 18 паз 19 для размещения обрабатываемого материала.
Штамп работает следующим образом.
Полоса 20, проходя по переходам I-V, поступает на позицию VI. При ходе плиты 1 вниз упругий элемент 10 через толкатель 12 действует на рычаг 8, который, поворачиваясь и поворачивая рычаг 6, через планку 5, прижимает не имеющую достаточной жесткости перемычку 21, которая дополнительно по торцу полосы 20 прижимается рычагом 15. После этого происходит вырубка.
Внедрение изобретения позволит снизить металлоемкость штампа за счет
45
50
нихшеи плите и связанным одним свои концом с двуплечим рычагом, а упру гие элементы расположены с возможностью взаимодействия с дополнител ным двуплечим рычагом и каждый из них оснащен толкателем.
4. Штамп по П.1, отличаю щийся тем, что он снабжен сред вами для дополнительного прижима о рабатываемого материала в виде под пружиненного рычага, шарнирно уста новленного на нижней плите с возмож ностью поворота в плоскости, перпе дикулярной оси давления штампа, и имеющего на поверхности рабочего к ца, обращенного к матрице, открыты паз для размещения об15абатываемого материала.
обеспечения местного прижима материала .
Формула изсзбретения
1.Штамп последовательного действия для малоотходной штамповки, вклю- чаю1ций в себя позицию отделения детали от обрабатываемого материала, со-, держащую пуансон, матрицу и средства прижима обрабатываемого материала, установленные на верх ней и нижней плите штампа, отлич ающийс я тем, что, с целью снижения металлоемкости штампа, средства прижима обрабатываемого материала выполнены в виде двуплечего рычага, шарнирно установленного на нижней плите с возможностью поворота в плоскости, параллельной оси давления штампа, прижимной планки, шарнирно связанной с одним концом рычага, и двух других элементов, которые расположены на противоположных плитах с возможностью взаимодействия с другим концом рача- га в двух противоположных направлениях .
2.Штамп по П.1, отличающийся тем, что средства прижима снабжены регулируемым упором, установленным с возможностью взаимодействия с двуплечим рычагом.
3.Штамп по П.1, отличающийся тем, что средства прижима
снабжены дополнительным двуплечим рычагом, шарнирно установленным на
снабжены дополнительным двуплечим ычагом, шарнирно установленным на
нихшеи плите и связанным одним своим концом с двуплечим рычагом, а упругие элементы расположены с возможностью взаимодействия с дополнительным двуплечим рычагом и каждый из них оснащен толкателем.
4. Штамп по П.1, отличающийся тем, что он снабжен средст-, вами для дополнительного прижима обрабатываемого материала в виде подпружиненного рычага, шарнирно установленного на нижней плите с возможностью поворота в плоскости, перпендикулярной оси давления штампа, и имеющего на поверхности рабочего конца, обращенного к матрице, открытый паз для размещения об15абатываемого материала.
Фиг.2
Фиг.З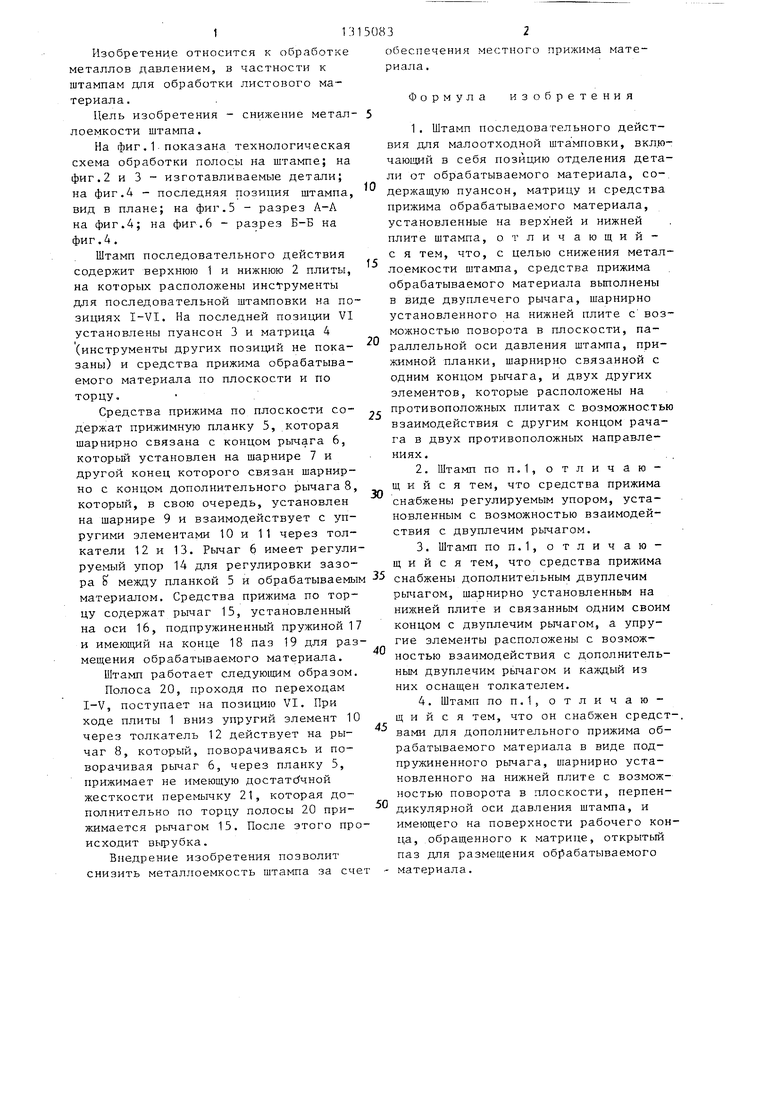
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки деталей из листового материала В.И.Васильева | 1989 |
|
SU1660805A1 |
| Пресс для штамповки деталей из плоского материала | 1984 |
|
SU1344469A1 |
| Штамп для отрезки заготовок от полосы | 1982 |
|
SU1031584A1 |
| Штамп для обработки полосового материала | 1989 |
|
SU1632569A1 |
| Штамп для вытяжки | 1988 |
|
SU1627300A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Штамп для безотходной штамповки пластин трансформатора из полосы | 1976 |
|
SU648306A1 |
| Упор для вырубному штампу | 1977 |
|
SU710734A1 |
| Шаговый упор к пробивному штампу | 1978 |
|
SU667285A1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала. Цель изобретения - снижение , металлоемкости штампа (Ш). Для этого . на последней позиции Ш, содержащей пуансон и матрицу для малоотходного отделения детали от материала, средства прижима материала выполнены в виде шарнирно установленного на нижней плите рычага, несущего на одном конце прижимную планку и взаимодействующего другим концом с верхней плитой. При отделении детали от материала прижим осуществляется только в наименее жестких участках обрабатываемого материала. Ш снабжен дополнительными средствами прижима материала со стороны боковой кромки в виде подпружиненных рычагов. Благодаря этому обеспечивается надежный прижим полосы на заключительном переходе штамповки, исключаются деформация полосы и поломка Ш. 3 з.п. ф-лы, 6 ил. а S 4&tSKQ
Ось штампа /
подач
гача
f (a.H
}3
Редактор А.Сабо
Фиг.6
Составитель В.Дорожкин
Техред М.Ходанич Корректор Г.Решетник
Заказ 2236/6 Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35., Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгородj ул.Проектная, 4
| Die Design Handbook, М-с GRA W-HILL BOOK Company, 1965, American Society of tool and Manufactyring Engineers, c.15-3, фиг.15-3. |
