Изобретение относится к обработке металлов давлением и может быть использовано в штампах для малоотходной штамповки деталей из ленточного и полосового материала.
Известен штамп для безотходной штамповки, содержаш,ий пуансон для пробивки окон и пуансон для вырубки пластин, закрепленные на подвижной нлите штампа и взаимодействуюш,ие с материалами, установленными на неподвижной плите, имеющей скос для удаления пластин, съемник, на котором установлен неподвижный упор, расположенный над скосом, и подвижные направляющие планки 1.
Недостатком штампа является невозможность получения малоотходной штамповки деталей из-за наличия перемычек между вырубаемыми деталями.
Наиболее близким к предлагаемо.му по технической сущности и достигаемому результату является последовательный штамп, содержащий верхнюю и нижнюю плиты с размешенным на них инструментом для вырубки в виде продольных боковых ножей и поперечных ножей для отрезки готовой детали прямоугольной формы 2 .
Недостаток штампа - низкое качество получаемых заготовок, так как при перемещении материала с позиции на позицию возможны боковые его смещения, что вызывает появление заусенцев, ступеней по наружному контуру детали.
Цель изобретения - повышение качества получаемых заготовок.
Поставленная цель достигается тем, что штамп для отрезки заготовок от полосы, содержаший верхнюю и нижнюю плиты, а также верхние поперечный и продольные и нижние поперечный и продольные ножи, снабжен опорой, выполненной в виде двуплечего рычага с разными по длине плечами, а нижняя плита выполнена с прямоугольным пазом, на горизонтальной поверхности которого расположен выступ, при этом длинное плечо двуплечего рычага размещено с возможностью взаимодействия с выступом, а короткое плечо подпружинено, верхние продольные ножи выполнены с поперечными режущими кромками, расположенными в одной плоскости с режущими кромками верхнего поперечного ножа и параллельны им, при этом режущие кромки верхних продольных ножей расположены ниже режущих кромок верхнего поперечного ножа на величину, превышающую трлщину разрезаемого материала, а нижние продольные ножи смонтированы на опоре.
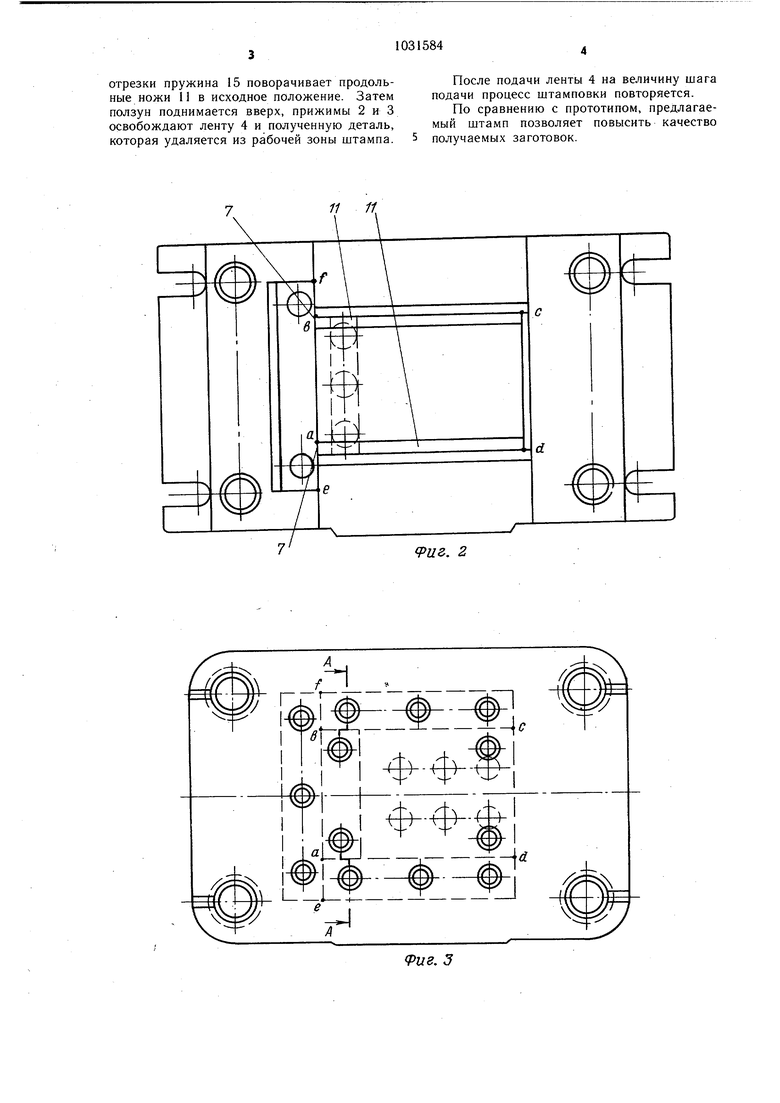
На фиг. 1 изображен щтамп для отрезки заготовок от полосы; на фиг. 2 - нижняя плита; на фиг. 3 - верхняя плита;
на фиг. 4 - сечение А-А на фиг. 3; на фиг. 5 - вид Б на фиг. 4.
Штамп для вырубки деталей из ленточного и полосового материала содержит верхнюю плиту I, на которой установлены прижимы 2 и 3, осуществляющие фиксацию ленты 4 при вырубке деталей, поперечный нож 5, продольные ножи 6, снабженные поперечными режущими кромками 7 и продольными режущими кромками 8. На нижней плите 9 установлены поперечный нож 10, продольные ножи 11, смонтированные на опоре 12, выполненной в виде двуплечего рычага с разными по длине плечами, имеющего возможность поворота вокруг оси 13, и его длинное плечо размещено с возможностью взаимодействия с выступом 14 прямоугольного паза, выполненного в нижней плите, и короткое плечо подпружинено пружиной 15.
Поперечные режущие кромки 7 продольных ножей 6 расположены в одной плоскости с режущими кромками поперечных ножей 5 и 10 и параллельны этим кромкам. Поперечные режущие кромки 7 с продольными кромками расположены ниже режущей кромки поперечного ножа 5 на величину, превышающую толщину ленты.
0 Штамп работает следующим образом. В верхнем положении ползуна (не показан) в рабочую зону щтампа подается лента 4. При ходе ползуна вниз усилие от него передается на верхнюю плиту 1, лента 4 прижимается прижимом 2 к нижнему поперечному ножу 10 и прижимом 3 - к нижним продольным ножам 11. При дальнейшем ходе ползуна продольные режущие кромки 8 и поперечные режущие кромки 7, взаимодействуя с поперечным ножом 10 и
0 продольными ножами 11, отрезают боковой отход с двух сторон ленты 4 по линиям ае, bf, ad и be. Усилие от отрезки по линиям ad и be распределяется по длине нижних продольных ножей равномерно, но так как плечо m продольных ножей 11 больше плеча п, усилие на длинную часть продольных ножей 11 больше и оно прижимает эту часть к выступу 14 тем самым удерживая продольные ножи 11 в неизменном горизонтальном положении, в .процессе отрезки бо0 ковых отходов.
По окончании первой фазы отрезки боковых отходов продольные ножи 11 разгружаются и к началу рубки по линии аЬ поперечными ножами 5 и 10 продольные ножи 11 имеют возможность поворота вокруг оси 13, благодаря чему обеспечивается поперечная отрезка. При этом пружина 15 сжимается. После окончания поперечной
отрезки пружина 15 поворачивает продольные ножи 11 в исходное положение. Затем ползун поднимается вверх, прижимы 2 и 3 освобождают ленту 4 и полученную деталь, которая удаляется из рабочей зоны штампа.
После подачи ленты 4 на величину шага подачи процесс штамповки повторяется.
По сравнению с прототипом, предлагаемый штамп позволяет повысить качество получаемых заготовок.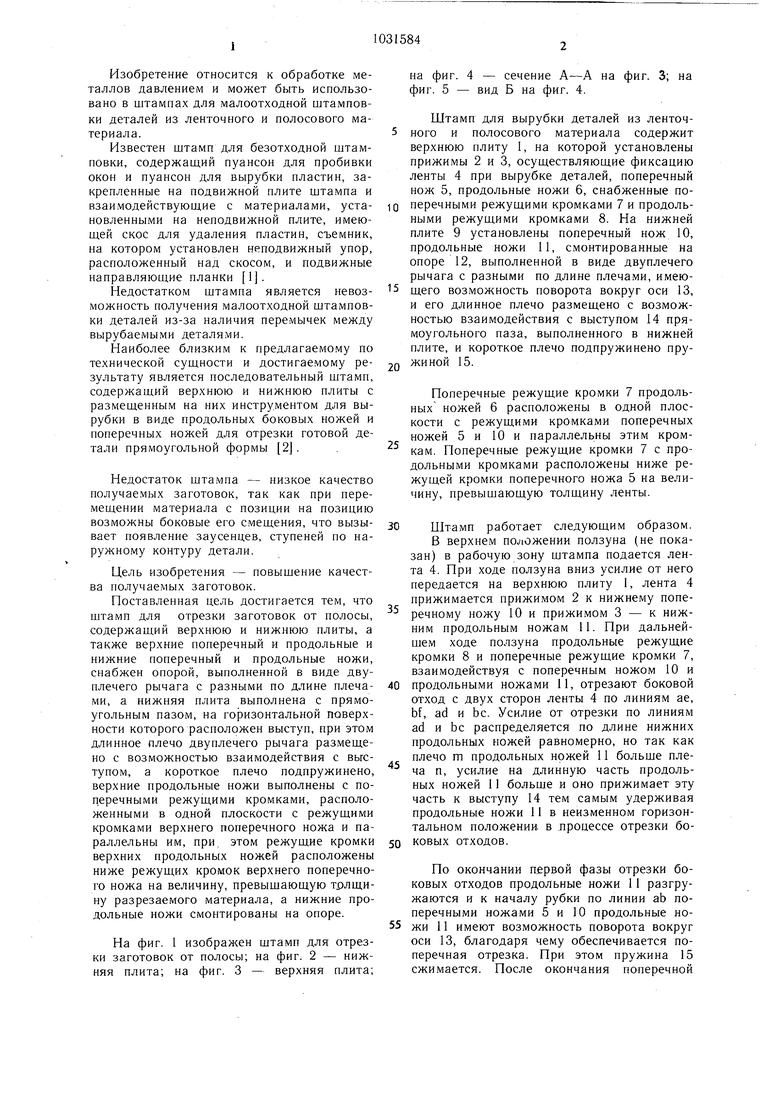
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат для многорядной последовательной вырубки правильных шестиугольных пластин из листового металла | 1980 |
|
SU984573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп для пробивки отверстий | 1976 |
|
SU704699A1 |
| Устройство для многорядной малоотходной штамповки деталей без междетальных перемычек из листового материала | 1974 |
|
SU1041193A1 |
| Устройство для последовательной малоотходной вырубки | 1991 |
|
SU1773534A1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 2005 |
|
RU2287397C1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |

ШТАМП ДЛЯ ОТРЕЗКИ ЗАГОТОВОК ОТ полосы, содержащий верхнюю и нижнюю плиты, а также верхние поперечный и продольные и нижние поперечный и продольные ножи, отличающийся тем, что, с целью повышения качества получаемых заготовок, он снабжен опорой, выполненной в виде двуплечего рычага с разными по длине плечами, а нижняя плита выполнена с прямоугольным пазом, на горизонтальной поверхности которого расположен выступ, при этом длинное плечо двуплечего рычага размешено с возможностью взаимодействия с выступом, а короткое плечо подпружинено, верхние продольные ножи выполнены с поперечными режушими кромками, расположенными в одной плоскости с режушими кромками верхнего поперечного ножа и параллельны им, при этом режущие кромки верхних продольных ножей расположены ниже режушей кромки верхнего поперечного ножа на величину, превышающую толщину разрезаемого материала,, а нижние продольные ножи смонтированы на опоре.
11 11 9иг, 2
Вид Б
и.8. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для безотходной штамповки пластин трансформатора из полосы | 1976 |
|
SU648306A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Типовые конструкции штампов холод, ной листовой штамповки РТМ № А23 7.15.70, 1970, с | |||
| Ситценабивная машина | 1922 |
|
SU391A1 |
