Изобретение относится к механической обработке материалов с использованием смазочно-охлаждающих жидкостей (СОЖ) и может быть использовано для активации жидкости при обработке деталей резанием.
Цель изобретения - сокращение энергозатрат за счет использования в качестве источника электрических . зарядов энергии, возникающей в зоне резания, и повьшение качества обработки.
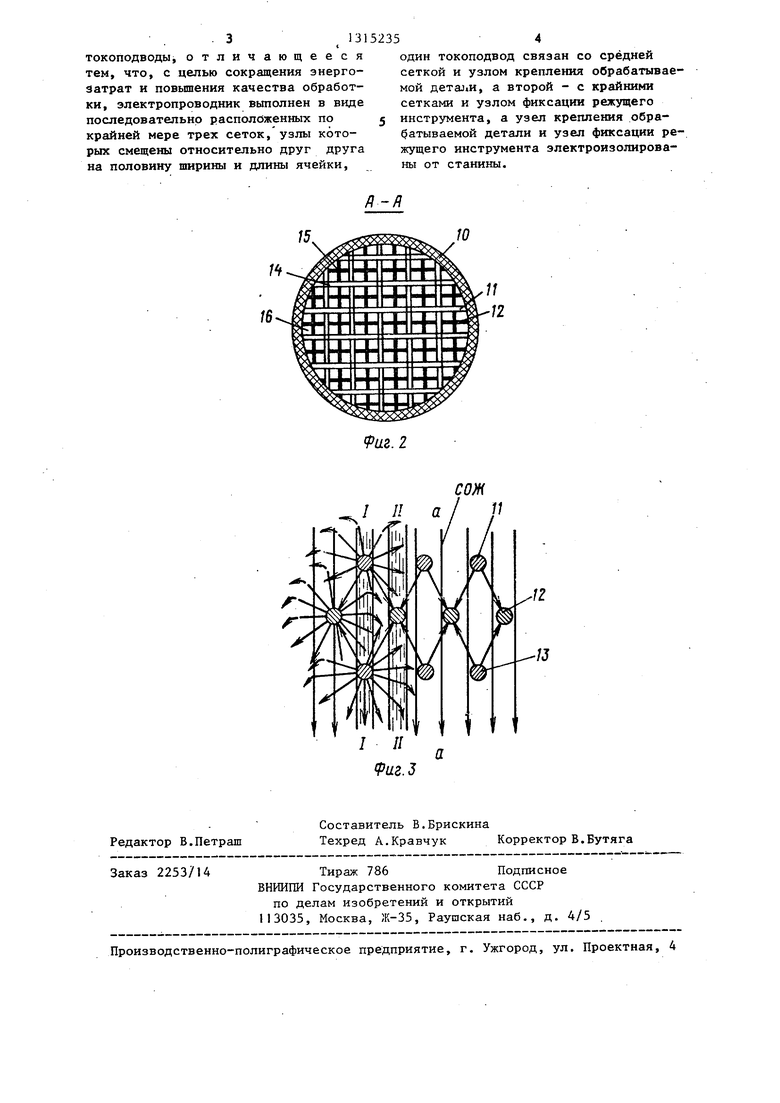
На фиг.1 представлено устройство дпя обработки деталей резанием, разрез; на фиг.2 - сечение А-А на фиг.1; на фиг.З - направление стечения зарядов между сетками в потоке жидкости.
Устройство содержит станину 1, установленные на ней узел 2 крепления обрабатываемой детали 3, электроизолированный от станины 1 прокладкой 4, узел 5 фиксации режущего инструмента 6, электроизолированный от станины 1 прокладкой 7, линию 8 подачи. СОЖ в зону 9 резания с соплом 10 из диэлектрического материала и электропроводником, выполненным в виде трех сеток 11-13, установленных в сопле 10 перпендикулярно оси аа так, что средняя сетка 12 размещена между сетками 11 и 13, являющимися крайними. При этом узлы 14 сеток 11 и 13 расположены по одной оси, а узлы 15 сетки 12 смещень: относительно узлов 14 на половину длины и ширины ячейки 16.сеток 11 и 13. Кроме того, устройство содержит токоподводы 17 и. 18, причем токоподвод 17 связан с узлом 2 и средней сеткой 12, а токоподвод 18 - с узлом 5 и сетками 11 и 13.
Устройство работает следующим образом.
При обработке детали 3 инструментом 6 СОЖ подают в зону 9 резания че рез сопло 10 от линии 8. В зоне 9 резания возникают различные виды энергии, в том числе и электрическая, от разрущения материала детали 3 инструментом 6. Эту энергию подают по т окоподводам 17 и 18 на сетки 11-13. Токоподводы 17 и 18 соединены с сет- ками 11-13, потому что обычно заряды на детали 3 положительные, следовательно, среднюю сетку 12 желательно соединять с деталью 3. На инструменте 6 накапливаются отрицательные заряды, если учесть, что потенциал инструмента, например, минус 120
5
0
5
0 5 0
5
150 мВ, то предпочтительно на сетки 11 и 13 подавать отрицательные заряды.
Воздействие на СОЖ электрических зарядов интенсифицирует процессы об- ра:: ования ионов в СОЖ, активирует СОЖ и, способствует усилению адгезионного взаимодействия пленок на поверхности детали и повьшает качество обработки. Для улучшения отдачи зарядов, накапливающихся на сетках 11-13, сетки 12, 11 и 13 смещены одна относительно другой. Расположение сеток 11-13 со смеЕ ением на полшага ячейки 16 способствует тому, что большее количество жидкости одновременно сопри- косается с сетками 11-13.
Существует несколько направлений стечения зарядов в межсеточном пространстве. К сеткам 11 и 13 подаются заряды одного знака, а к сетке 12 - противоположного. Поток жидкости I-I, попадая на сетку 11, снимает с нее часть зарядов, например, со знаком минус. Проходя мимо сетки 12, он уносит и некоторую часть плюсовых зарядов . Проходя мимо сетки 13, поток вновь обогащается зарядами со знаком минус. По аналогии другой поток II- II ввиду меньшего влияния от зарядов сеток 11 и 13 уносит с,собой в зону резания больше зарядов со знаком плюс. Промежуточные потоки, расположенные между потоками I-I и II-II, снимают одинаковое количество зарядов обоих знаков, так как они подвергаются равным воздействиям со стороны электропроводников. Если также учитывать, что существуют отклонения потоков от их параллельного истечения, то можно считать, что, выходя из зоны действия зарядов, жидкость в равной степени обработана положительными и отрицательными зарядами, которые ее активируют. -При этом за счет электроизоляции детали 3 и инструмента 6 заряды попадают только на сетки 11-13
45
50
Формула изобретения
Устройство для обработки деталей резанием, на станине которого установлены узел крепления обрабатываемой детали, узел фиксации режущего 55 инструмента, линия подачи смазочно- охлаждающей жидкости в зону резания с соплом из диэлектрического материала и расположенным в сопле перпендикулярно ее оси электропроводником и
{
TOKonoflBOflbij отличающееся тем, что, с целью сокращения энергозатрат и повышения качества обработки, электропроводник вьтолнен в виде последовательно расположенных по крайней мере трех сеток, узлы которых смещены относительно друг друга на половину ширины и длины ячейки,
52354
один токоподвод связан со средней сеткой и узлом крепления обрабатываемой , а второй - с крайними сетками и узлом фиксации режущего 5 инструмента, а узел крепления обрабатываемой детали и узел фиксации режущего инструмента электроизолирова- ны от станины.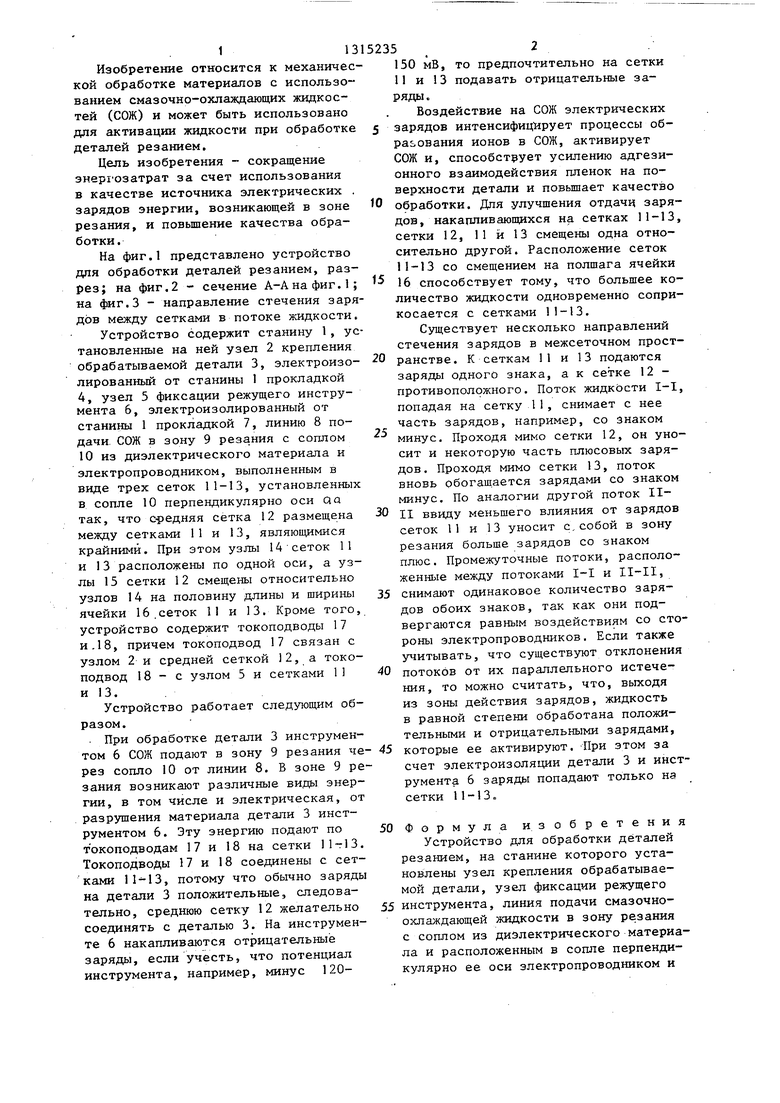
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи смазочно-охлаждающей жидкости | 1980 |
|
SU905030A1 |
| ОТРЕЗНОЙ СТАНОК | 2004 |
|
RU2274523C2 |
| Шпиндельный узел станка с устройством подачи смазочно-охлаждающей жидкости | 1987 |
|
SU1426749A1 |
| Устройство для подачи смазочно-охлаждающейСРЕды | 1979 |
|
SU831526A1 |
| РЕЗЕЦ С ВИБРОГАШЕНИЕМ | 2024 |
|
RU2837761C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088381C1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1995 |
|
RU2088383C1 |
| Способ лезвийной обработки волоконно-армированной композитной заготовки с опережающим воздействием струей жидкости и сборный лезвийный инструмент для его реализации | 2021 |
|
RU2763860C1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1982 |
|
SU1106647A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1987 |
|
SU1465285A2 |
Изобретение относится к области механической обработки, а именно к устройствам для обработки деталей резанием при активации смазочно-ох- лаждающей жидкости (СОЖ). Целью изобретения является сокращение энергозатрат за счет использования в качестве источника электрических зарядов энергии, возникающей в зоне резания, и повышение качества обработки. При обработке детали 3 инструментом 6 СОЖ подают в зону резания 9 через сопло 10. В зоне резания возникает электрическая энергия, которая от узла 2 крепления детали 3, электроизолированного от станины I, подается на среднюю сетку 12, а от узла 5 фиксации режущего инструмента 6 - на крайние сетки 11 и 13. Узел 5 также электроизолирован от станины 1, сопло 10 выполнено из диэлектрика. СОЖ, проходя через сетки И и 13, активизируется и за счет этого повьшается качество обработки. Сетки 11 и 13 смещень относительно сетки 12 на половину длины и ширины ячейки для лучшей обработки СОЖ электрическими зарядами. 3 ил. i (Л - 17 
Pu.z.2
./2
-/J
I II иг.З
Редактор В.Петраш
Составитель В.Брискина
Техред А.Кравчук Корректор В.Бутяга
Заказ 2253/14
Тираж 786Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 ,
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| Устройство для подачи смазочно-охлаждающей жидкости | 1980 |
|
SU905030A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
