113
Изобретение относится к станкосТ- рогнию и предназначено для шлифования изделий типа тел вращения, например конусов на роликах игольчатых подшипников или швейных игл.
Целью изобретения является повышение геометрической точности обрабатываемой поверхности путем разворота оси шлифовального круга под углом к оси заготовки в плоскости подачи заготовки и в плоскости, перпендикулярной плоскости подачи.
На фиг. 1 представлена схема, иллюстрирующая способ шлифования; на фиг. 2 - то же, вид сверху.
Схема включает обрабатываемую деталь 1, шлифовальный круг 2, винтово транспортер 3, ограничительные планки 4 и 5.
Способ осуществляется следующим образом.,.
Детали 1 свободно лежат во впадинах винтов транспортера 3 и перемещаются ими в направлении шлифовального круга 2. Во впадинах винтов они имеют возможность вращения вокруг своих осей. Относительное положение круга 2 и обрабатываемой детали 1 таково, что обеспечивает полную обработку конической поверхности, образованной образующей шлифовального круга, наиболее близко расположен - ное к оси обрабатываемой детали.Для осуществления такой схемы форморбра- зования образующая шлифовального круга перекрещивается с образующей конуса. Причем угол наклона образующей птифовального круга, пересекающейся с осью изделия при его подаче и плоскостью подачи в плоскости, перпендикулярной направлению подачи, равен половине угла при вершине обрабатываемого конуса. При движении подачи точка пересечения образующей шлифовального круга и образующей конуса перемещается (так называемая формообразующая точка движения вдоль образующей обрабатываемого конуса). Это достигается за счет разворота оси шлифовального круга в плоскости подачи детали на угол . При своем перемещении деталь входит в контакт со шлифовальным кругом и начинает вращаться за счет сил трения о круг и одновременно обрабатываться. Возникающая при этом сила резания может быть разложена на составляющие. Составляющая, действующая вдоль образующей непосредственно, осуществляет
5251
резание, а составляющая, перпендику лярная образующей конуса, осуществляет вспомогательное движение вращения заготовки со скоростью п. При этом имеют место следующие соотношения :
п, cos (Ь-I об/мин; J-
sin /5
1000
м/мин
отсюда
5
. 1000-V,cp
sin-г
..n.
0
.кр
где Пл - скорость вращения заготовки;
скорость вращения круга; I)u,p,da- соответственно диаметры
шлифовального круга и заготовки;
VK - линейная скорость круга; 2 - коэффициент проскальзывания между шлифовальным кругом и заготовкой. Способ может быть реализован для -обработки изделия, базирующегося в проходном транспортере. Численные значения режимов резания определяются с применяемым шлифовальным кругом, 0 материалом и состоянием обрабатываемой детали. Предельные значения угла настройки определяются технологическими параметрами, наиболее предпочтительно 30-65. 5
Формула изобретения
Способ шлифования конуса на цилиндрических деталях с помощью шли0 фовального круга с цилиндрической рабочей поверхностью, при котором деталь свободно размещают на винтовом транспортере, подают на шлифовальный круг и вращают вокруг своей
5 оси, отличающийся тем, что, с целью повьш1ения геометрической точности обрабатываемой поверхности, шлифовальный круг разворачивают под углом к оси детали в двух взаимно
0 перпендикулярных плоскостях, одной из которых является плоскость подачи,- при этом скорость вращения детали и угол разворота круга в плоскости подачи .выбирают соответственно из ус5 ловий
D.
п- п
,р .cosf./
arc- sin
1000-V p
« ПкрПкр
da ° Р
п,
f
-диаметр детали;
-диаметр шлифовального круга;
-скорость вращения круга;
линейная скорость круга; коэффициент проскальзывания между шлифовальным кругом и заготовкой.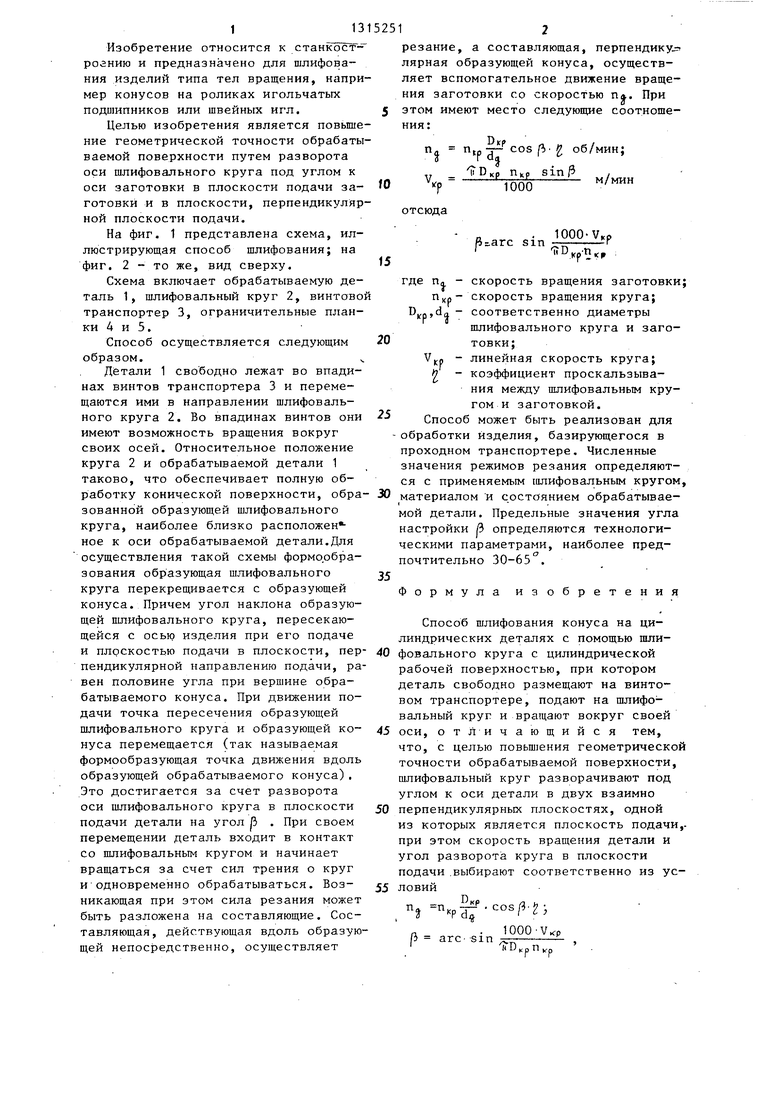
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВЫЙ ОДНОНИТОЧНЫЙ КРУГ ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 1999 |
|
RU2170655C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| Шлифовальный круг | 1990 |
|
SU1756132A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ИГЛОШЛИФОВАЛЬНЫМ ИНСТРУМЕНТОМ С ПРЕРЫВИСТОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2228128C1 |
| Способ шлифования конических поверхностей деталей | 1979 |
|
SU901026A1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
Изобретение относится к области станкостроения и предназначено для .шлифования изделий типа тел вращения, например конусов на роликах игольчатых подшипников или швейных игл. Целью изобретения является повышение геометрической точности обрабатываемой поверхности. Детали 1 свободно лежат во впадинах винтов транспортера 3 и перемещаются ими В направлении шлифовального круга 2. При своем пер1емещении заготовка входит в контакт со шлифовальным кругом 2 и начинает вращаться за счет сил трения. Ось шлифовального круга 2 с цилиндрической рабочей поверхностью разворачивают относительно оси детали в двух взаимно перпендикулярных плоскостях, одной из которых является плоскость подачи. Деталь вращают со скоростью п„ п da., при этом угол разворота о си круга в плоскости подачи детали определяют из условия агс sin 1000 V, 7D, п. В ai. 1„ а ill 1 КО Кр Ifр } где da - диаметр детали; шлифовального круга, скорость вращения круга Укр- линейная ско- . рость круга; - коэффициент проскальзывания между шлифовальным кругом и заготовкой. 2 ил. i (Л .5
Составитель А. Шутов Редактор И.Николайчук Техред Л.Олейник
Заказ 2255/15 Тираж 715Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
тг. 2
Корректор Л. Пилипенко
| Устройство для заострения концов прутков | 1976 |
|
SU692718A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
